|
Levent Yağmur
Mak. Y. Müh.
TÜBİTAK UME
Gebze, Ocak 2006
Not: Orijinal olarak TurkCADCAM.net Dergisi 2. Sayısı için hazırlanmış bu makale, Mayıs 2007'de TurkCADCAM.net Portalı'nda yayınlanmıştır.
Giriş:
CAD/CAM ve PLM konusunda danışmanlık, araştırma ve eğitim hizmetleri veren ABD tabanlı CIMdata firmasının yıllık anketinde, CAM yazılım tedarikçi firmalarından en önemli üç teknolojik eğilimi sıralamaları istendi. Sonuçlar, pazarın durumunu ortaya koyan 225 sayfalık CIMdata Yıllık Pazar Denetleme Raporu'nda yayınlandı. CAM sektörünün içindeki bu tedarikçi firmalara göre, gelecekte öne çıkacak konu ve alanlar aşağıda önem sırasına göre kısaca özetlenmiştir:
Daha fazla hareket ekseni (multi-axis) ve çok fonksiyonlu (multifunctional) işleme:
Çok yönlü (multi-configuration) takım tezgahlarının daha fazla kullanımına doğru açık bir eğilim var. Tezgahların, çok fonksiyonluluk, çok milli, çok magazinli/taretli (multi-turret) ve çok eksenlilik yönleriyle kompleksliği artmaktadır. 12 veya daha fazla eksene sahip torna tezgahları imal edilmeye başlanmış, hatta 4 eksen torna tezgahlarının ve tornalama/ frezeleme tezgahlarının kullanımı sıradan bir hale gelmiştir. Frezeleme kabiliyeti bazı işleme merkezleriyle kıyas edilebilirdir. Önceleri birçok tornalama ve frezeleme tezgahı gerektiren parçalar artık, tek bir tezgahta üretilebilmektedir. Bu durum, tezgahın etkin kullanımı için gelişmiş yazılımı ayrıca yeni takımların tahriki için yeni postprosesörleri [1] gerektirmektedir.
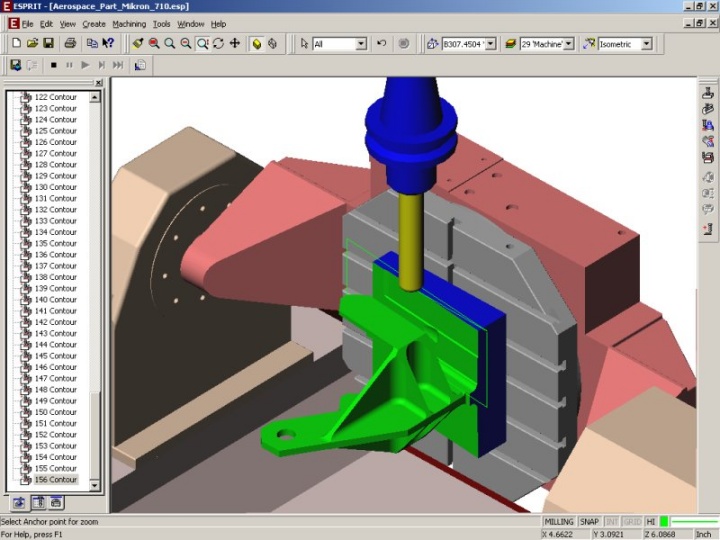
5-eksen işlemenin artması:
Birbirlerine dik 3 eksenin (x, y ve z) ve 2 dönme eksenin aynı anda hareket edebildiği işleme merkezleri, 5-eksen tezgahlar [2] olarak adlandırılmaktadır. İşlemenin bu türü, önceden beri havacılık sektöründe bazı parçaların ve şimdilerde kalıp [3] imalatında sıklıkla kullanılmaktadır. 5-eksen tezgahlar pahalılıkları ve programlanmasının zor oluşlarıyla ün kazanmıştır. Ancak, 100,000 $'dan 200,000 $'a kadar uzanan fiyat aralığı ve yazılımının öğrenilmesi/çalıştırılmasının kolaylığı ile bu tezgahların kullanımı gün geçtikçe yaygınlaşmaktadır.
Yüksek hızlı işlemenin (High-speed cutting) yaygınlaşması:
Şu sıralar bir çok kalıp atelyesi yüksek hızlı işlemeyi gerçekleştirmektedir. Bu teknolojiyi destekleyen tezgah ve yazılımları aşağıdaki özellikleri sağlamalıdır.
- Verinin hızlı ve etkin transferine imkan tanımalıdır,
- Herhangi bir ani yön değişikliğini azaltmak için doğru takım hareketine imkan tanımalıdır,
- Kesici takım ömrünü en yüksek seviyede tutmak için sabit bir talaş kalınlığını gerçekleştirebilmelidir,
- İstenmeyen kesimlerden uzak, yüksek seviyedeki bitmiş yüzeyler elde edilebilmelidir.
İşlenecek yüzeyler takıma teğetsel olmalı, boşluksuz ve üst üste binmelerden kaçınılmalıdır. Bazen, çok daha iyi sonuçların elde edilmesi amacıyla, ikili veya ASCII formatında [4] modellenmiş yüzeylere ters olarak, gerçek yüzeylerde işleme gerçekleştirilir. Ancak yüksek hızlı işlemede bazen, parçadaki yüksek sıcaklık artışı ve oluşan çatlaklar nedeniyle kalite problemleri ortaya çıkabilmektedir. Bununla birlikte artık, yüksek hızlı kesme imalatçılar için zorunlu hale gelmekte ve tüm CAM yazılım üreticileri endüstrinin bu ihtiyacını karşılayacak teknolojileri destekleyecek program paketlerini sağlamaktadırlar.
Daha ileri otomasyon ve Bilgi Tabanlı İşlemenin (knowledge-based machining) artması:
Her CAM yazılımı daha fazla otomasyona yönelik olarak gelişmektedir. Bilgi Tabanlı İşlemenin (BTİ) kullanımı yarı otomatik ve otomatik takım yolu oluşturma işleminin yerine getirilmesinde etken ve ana teknoloji olmuştur.
BTİ'nin uygulanmasındaki iki tane birincil teknoloji; "adaptif" ve/veya "generatif" olarak adlandırılabilir. İlave olarak, bir BTİ süreci özellik tabanlı veya parça tabanlı olabilir. Özellik tabanlı işleme gerçekleştirildiğinde, otomatik özellik tanıma yazılımı modeli incelemek, hangi özellikler olduğunun tespiti ve sonradan gelecek süreç özeliklerinin tanımlanması için kullanılabilir.
Katı Tabanlı İşlemenin (solid-based machining) artması:
KTİ şu sıralarda oldukça yaygınlaşmıştır. Katı modellerle dikişsiz birlikte işlerlik meydana gelmiştir. İşleme sık sık doğrudan katı model üzerine gerçekleştirilir. KTİ sisteminin üç ana elemanı aşağıdaki gibidir:
- Bir katı modelleme sistemi
- Modeldeki verinin CAM sistemine bir çeviri olmadan aktarılabilme imkanı
- Doğal bilgi alma ve katı modelle fonksiyonellik kullanan bir CAM sistemi
Çoğu yazılım firması ikili veya ASCII formatında oluşturulmuş katılar veya yüzeyler üzerindeki işlemeyi desteklemekte, katı ve yüzey tanımlamaları aynı hibrid modelle birbirine karıştırılabilmektedir.
3+2 eksenli işlemenin artması:
5 eksen konumlandırmada (3+2 işleme olarak da bilinir) iş parçalarının farklı açılarda konumlandırılması amacıyla 2 adet açılı dönmenin 3 eksen işleme merkezine eklenmiştir. Bir kere konumlandırma yapıldığında, iş parçaları 3 eksen modda kesme işlemine tabi tutulur. Bu tür işleme tam 5 eksen frezelemenin tüm yararlarını sağlar ve 3 eksen ya da tam 5 eksen işlemeye göre alternatif yaklaşımlar sunar.
Bu tür işleme, özellikle derin boşlukların veya kalıplardaki derin sürekli kısımların kesilmesinde önemlidir. Yazılım bazen takımın açısını (tilt angle of the tool) optimize eder. Kullanıcı maksimum eğim açısını tanımlar, fakat spesifik eğim açılarını tanımlaması gerekmez. Yazılım, kesici takımın eğiminin gerekli olduğu yerleri bulur ve parça kenarına çarpılmaması amacıyla gerekli minimum açıyı hesaplar. Yazılım bu açıyı, çarpma gerçekleşme durumu ortaya çıkana kadar koruyacaktır. Bu noktada, yazılım çarpmayı önlemek amacıyla kesici takım açısını değiştirecektir. Eğer eğim gerektirmeyen bir durumla karşılaşılırsa yazılım, takımın tekrar normal konumuna veya düşük eğim pozisyonuna döndürecektir. Takımın tüm tekrar konumlandırma işlemleri minimum eğim açısında otomatik olarak gerçekleştirilir. Bu sürecin takım yolu, 5 eksen takım yoluna (tool path) benzer olacaktır. Bu teknik, kalıp işlemede gittikçe yaygınlaşmaktadır.
Süreç odaklı otomasyon (process-focused automation):
Yazılım, temel aşamadan tam süreç otomasyona kadar gelişmektedir. Bir süreç odaklı yaklaşım, özel kullanıcı isteklerinin tümünü karşılayabilecektir. Örneğin; yazılımın kullanıcıyı yönlendirdiği modülleri, elektrot ve montaj oluşturma işlemleri gibi süreçler için kullanılabilirler. Yazılım firmalarının büyük bir bölümü tasarım ve progresif kalıpların kesimi için uygulama takımları sunmaktadır. Takım tezgahı, kontrol edici, takım yolu oluşturucu ve postprosesörleri içeren tam 5 eksen süreçler, rotorlar, türbin kanatları ve parçaları, tüpler, borular, tekerlek lastik kalıpları, havacılık parçaları, kalıp ve parçalarındaki derin boşluklar gibi karmaşık parçaların freze ile işlenmesi için bazı yazılım firmaları tarafından sağlanmaktadır. Yazılım, sürecin geliştirilmesi için genellikle isteklere göre ayarlanabilir.
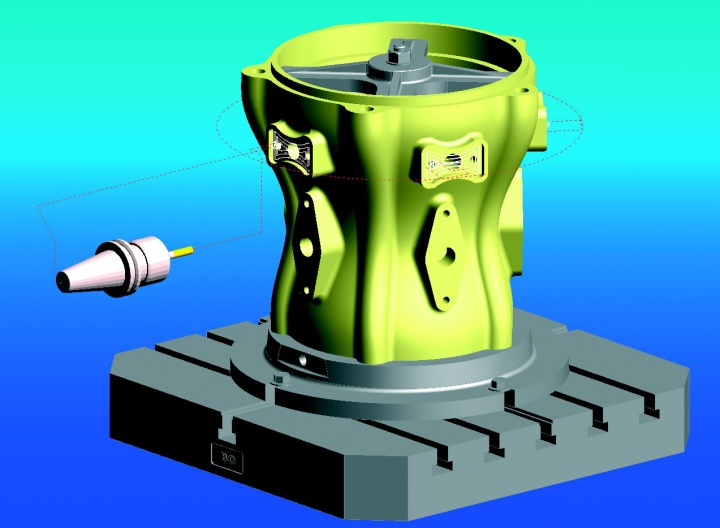
Daha gerçekçi simülasyonlar:
İşleme simülasyonu, takım yolu doğrulama (toolpath verification), modele malzeme uygulama (rendering) gibi işlemler için yazılımda önemli geliştirmeler yapılmıştır. Takım tezgahını, tutucuları, makine parçalarını, kesme takımlarını ve işlenecek parçayı da içeren tüm işleme sürecinin gerçekçi simülasyonu yapılabilir. Takım yolunun simülasyonu onun doğruluğunun kontrol edilmesi için gerçekleştirilir. Hatalı kesimler (gouges), alttan kesilmeler (undercuts) ve hedef parça ile işlenen parça arasındaki her türlü uyumsuzluklar gösterilir. Kullanıcılar süreçteki modelle tasarlanan iş parçasını karşılaştırabilirler. Modele malzeme uygulama yazılımı, işlenmiş parçanın fotogerçekçi (photorealistic) resimlerin elde edilmesini sağlar.
Dip Notlar:
[1] Postprosesör (postprocessor): CAM yazılımının CNC tezgahına uygun kodlar haline getirilmesinde kullanılan arayüz program parçacığı.
[2] Bu tabirle, aynı anda 5 eksenin de hareket edebildiği "full contouring" tezgahlar kastediliyor.
[3] Plastik enjeksiyon, dövme ve döküm kalıpçılığının tümü ifade edilmektedir.
[4]
İngilizce "Tessellated solid and surface" olarak ifade edilen bu modeller VRML veya STL formatında olabilir.
Kaynak:
Bu yazı, Alan Christman'ın MMS Online'da yayınlanan "CAD/CAM Outlook; Technology Trends In CAM Software" adlı makalesi esas alınarak hazırlanmıştır. Orijinal metne şu linkten ulaşabilirsiniz: www.mmsonline.com/articles/1205cad.html |
