|
Plastik
enjeksiyon ürün ve kalıp tasarımcıları ve kalıp imalatçılarının
karşılaştıkları en büyük problemlerden birisi de deliklerdir.
Delikler iki gruba ayrılır;
- Kör
delikler
- Patlak
delikler
Özellikler
kör deliklerin plastik akışkanın basıncı altında eğilmeleri,
mevcut eksenlerinin bozulmaları, eliptik bir delik oluşumuna
ve ürünün delik çevresinde deforme olmasına sebep olur.
Şimdi
beraber bu sorunlara çözüm arayalım.
Kalıplanmış
ürün üzerindeki delikler, kalıpçılıkta kolay yöntemlerle imal
edilirler. Kalıp çekirdeği içerisindeki erkek pimler, nihai
üründe delikler meydana getirirler. Nihai ürün üzerinde hiçbir
işlem yapmadan, kalıp çekirdekleri içerisine yerleştirilen
pimler sayesinde, ürün üzerinde delikler elde etmek mümkündür.
Her
iki tür pim'e de en az 0,5º çıkma açısı verilmelidir. Çıkma
açısının verilmemesi, ürünün kalıptan çıkana kadar pim üzerinde
sürtünerek hareket etmesine sebep olur. Böylece ürünün kalıptan
çıkarılması için gerekli kuvvet artar ve daha çok itici pim
kullanmamız gerekir. Özellikle deliklerin etrafındaki itici
pimler, karşılaştıkları aşırı kuvvet sebebi ile ürüne batar
ve yüzeyde beyazlamalar oluştururlar. Konstruksiyon gereği
küçük çaplı itici pim kullanıyorsak, bu pimlerin kırılma riskleri
de artacaktır.
ŞEKİL
1: Çıkma açısı verilen deliklerde, ürün kalıptan çıkarılmaya
başlandığı andan itibaren,
ürün ile pim arasında artan bir boşluk oluşur. Çıkma açısı
verilmemiş ise bu boşluk oluşmayacağından,
ürün kalıptan çıkana kadar, pim üzerinde sürtünerek hareket
eder.
Patlak delikler, kör deliklere göre daha kolay kalıplanabilmektedir.
Pimler vasıtasıyla oluşan kör delikler sadece bir dayanak
noktasına sahiptirler. Eriyik plastiğin kalıplanması sırasında,
bu pimler, basıncın etkisiyle eğilebilir ve merkezlerinden
kaçık bir pozisyon alabilirler. Kör delik derinliği maksimum,
pim çapının iki katı kadar olmalıdır. Pim başlarına radyus
kırılarak, pimin akışkan kuvvetine daha rahat dayanması sağlanabilir.
Aşağıdaki
şekiller ile konuyu daha iyi anlamak mümkündür.
Eğer
kör delik derinliği, pim çapının iki katından fazla ise, deliğin
elips olması yada parçanın delik etrafında deforme olması
kaçınılmazdır.
|
KÖR
DELİKLER
ŞEKİL
2
- Delik
derinliği (L) pimin çapının (D) iki katından fazla
olmamalıdır.
- Pim
ucu raduslu yapılmalı
- Pime
çıkma açısı verilmelidir.
|
PATLAK
DELİKLER
ŞEKİL
3
- Delik
derinliği (L) pimin çapının (D) altı katından fazla
olmamalıdır. Eğer fazla ise pimin ucu karşıya sabitlenmelidir.
- Pime
çıkma açısı verilmelidir.
|
ŞEKİL
4: Patlak delikleri çıkartan pimlerin
enjeksiyon basıncı altında yatmaması için
bastığı yüzeye konik bir şekilde merkezlenmelidir.
DELİKLERİN KENARLARA MESAFELERİ
ŞEKİL
5: t= et kalınlığı, D= delik çapı,
k= deliklerin kenarlardan ve birbirlerinden uzaklıkları, (k,
en az et kalınlığının iki katı alınmalıdır)
Yukarıda
gösterildiği gibi iki delik arası mesafe, en az et kalınlığının
iki katı kadar olmalıdır. Delik kenarından en yakın kenara
dik uzaklıkta da bu oran geçerlidir.
KAYNAK İZLERİ
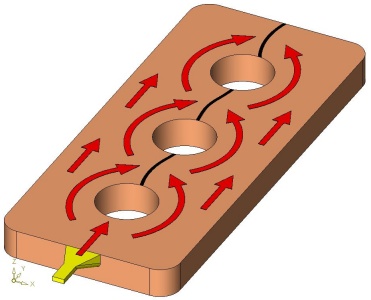
ŞEKİL 6: Eriyik plastik sarı renkli yolluk girişinden kalıp
boşluğuna dolar.
İlk deliği çıkaran pime çarpan malzeme, pimin etrafından dolaşır.
Bu arada soğumaya başladığı için, pimin arka tarafında birleşen
malzemede,
siyah renkle gösterilen kaynak izleri oluşur.
Parça
dayanımını düşünmeden, delik yeri ve sayısı belirlemek doğru
bir yaklaşım değildir. Yolluk sistem tasarımına bağlı olarak
hemen hemen her delik etrafında kaynak izi oluşacaktır. Bu
kaynak izleri, eriyik plastiğin, delikleri oluşturan pimler
etrafından dolaşması esnasında soğuyarak birleşmesi ile oluşurlar.
Kaynak izlerinin oluştuğu bölge, çevredeki diğer bölgeler
kadar güçlü ve dayanıklı değildir. Üstelik yüzey kalitesi
de düşeceğinden, estetik problemlerle karşılaşmak mümkündür.
Tasarımcı bu noktaları, ürün ve kalıp tasarım aşamalarında
dikkate almalıdır
Delik
eksenleri, kalıp ayrım eksenine paralel olduğunda daha kolay
imal edilirler, fakat kalıp ayrım çizgisine dik olduğu durumlarda
maça kullanımı gerekebilir.
Bazı
durumlarda ise pim ve çekirdek karşılıklı yüzeysel temas sağlanacak
şekilde kesilerek, maça kullanımına gerek duyulmaz. Tasarımcının
karşılıklı sürtünen yüzeylerin zaman içerisinde aşınacağının
farkında olması önemlidir. Bu bölgelerin modifikasyonu pahalı
ve zaman alan operasyonlar zincirini gerektirir.
Aşağıda,
kalıp ayrım çizgisine dik olan deliklerin bulunduğu kalıp
örnekleri verilmiştir:
Not:
Bu raporu MS Word formatında indirmek için tıklayınız
(656KB).
|
