|
Vidalar
plastik parçaların montajlanmasında yaygın olarak kullanılırlar.
Plastik ürün tasarımcılarının, sağlıklı ve uzun ömürlü, vida
yuvası (boss) tasarımları yapabilmeleri için bilmeleri gereken
bazı kurallar vardır.
Çoğu
zaman duvar kenarlarında düşünülen vida yuvalarının, uygun
olmayan ölçülerde yapılması sonucu çöküntülere sebep olarak,
nihai üründe görünümü etkilediği bir gerçektir.
Boss'ların,
ürün üzerinde yaptıkları çöküntü izlerini en aza indirmenin
yolları aşağıda açıklanmıştır.
|
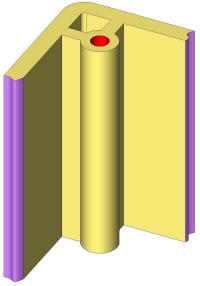
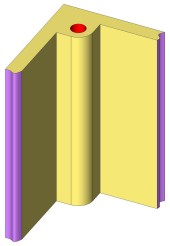
Kötü
Bir Boss Tasarımı
|
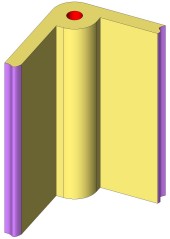
Daha
İyi Bir Boss Tasarımı
|
 |
 |
 |
 |
|
Şekil-1
Kötü
Boss Tasarımı
Boss'un köşe ile birleşik yapılması sonucu, et kalınlığının
artması, bu bölgede çöküntü oluşmasına sebep olur.
|
Şekil-2
Daha İyi Boss Tasarımı
Duvarların
birleşim yerleri uygun radyus ıle bağlanıp, iç kısma
boss yerleştirilebilir. Bu tasarım bir üsttekine göre
daha az çöküntü izi yapmaktadır.
|
|
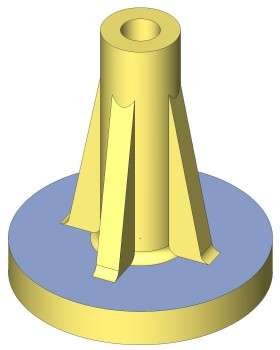
En
İyi Boss Tasarımı
|
|
|
|
|
Şekil-3
En İyi Boss Tasarımı
Boss
duvardan açıkta bir konumda yerleştirilir ve duvara
uygun atkılar ile birleştirilir. Atkı ve boss ölçü oranlarına
uyulduğu taktirde, çöküntü izinin en aza indiği görülecektir.
T: Ürün Et Kalınlığı
t: Boss çevresindeki et kalınlığı
Nominal ürün et kalınlığı 3,5mm'den küçükse, vida yuvası
etrafındaki et kalınlığı yaklaşık olarak, nominal ürün
et kalınlığının %60-70'i kadar tasarlanabilir.
|
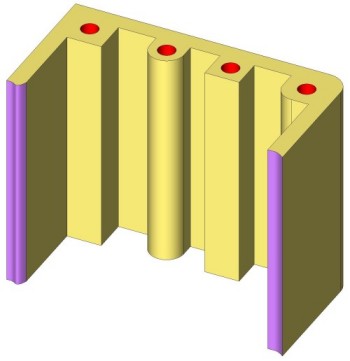
Boss'lar,
kalıplama ve kullanım esnasında sağa sola yatmamaları ve daha
rijit bir yapıya sahip olmaları için, duvar kiriş gibi bölgelere
bitişik yapılırlar. Bu da istenmeyen kesit kalınlıklarına
yol açar. Şekil 4'te kalın kesitlerden kaçınmamız gerektiği
gösterilmektedir. Plastik ürün tasarımında mümkün olan en
homojen kesit dağılımı sağlamamız gerekmektedir. Kalın kesit
bölgeleri daha yavaş soğuyacağından, soğuma süresince çekmeler
ve büzülmeler, homojen kesit dağılımı gösteren bölgelere göre
daha fazla olacaktır. Bu problemden kaçınmak için, kesit kalınlıkları
her bölgede eşit hale getirilip, uygun atkı (federler) kullanılmalıdır.
Atkıların kesit kalınlığına göre ölçüleri, federler tasarım
kuralları dikkate alınarak belirlenmelidir.
|
|
|
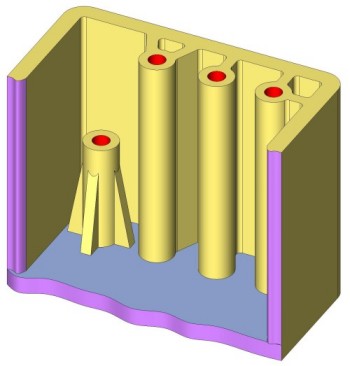
Şekil-4
Kötü Boss Tasarımları ve Oluşan Çöküntü İzleri
Homojen olmayan et kalınlığı dağılımı sonrası, sağdaki
şekilde mavi renkle gösterildiği gibi çöküntülerle
karşılaşılır. Özellikle dış yüzeydeki çöküntüler,
estetik görüntüyü bozacağından, ürünün pazardaki satılabilirliğinide
azaltacak, rekabet şansımızı düşürecektir.
|
|
|
|
|
Şekil-5
Uygun Boss Tasarımları
Boss
tasarımında kalın kesitlerden kaçınıp, atkı (feder)
kullanınız Boss'ların şekildeki gibi tasarlanması, çöküntü
izlerini azaltacağından, ürünümüzün satılabilirliğini
artıracaktır.
|
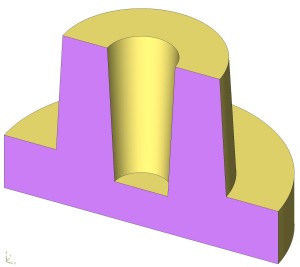
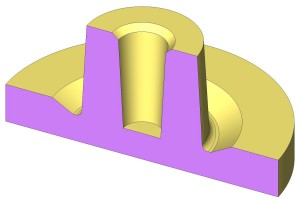
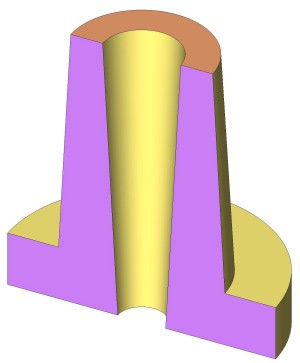
Şekil-6 Atkılarla Güçlendirilmiş Boss
Şekil
6'daki gibi bazı Boss'lar duvarlara bitişik yapılmayabilir.
Böyle durumlarda boss'un etrafına en az 3 yada 4 adet atkı
atarak, boss güçlendirilmelidir.
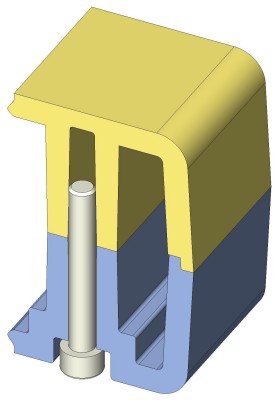
Şekil
7'de kör bir Boss'un ideal ölçüleri gösterilmektedir. Kalıplama
esnasındaki büyük basınçlar, boss'u oluşturan ve gereğinden
uzun boydaki çelik pimi kolaylıkla eğebilir. Bu sebeple kör
vida yuvalarının boyları, çaplarının 2,5 katından fazla olmamalıdır.
Ön yüzeyde çöküntüyü önlemek için, delik boyu, et kalınlığının
0,7'ine kadar devam etmelidir. Her şeye rağmen ürün üzerinde
halka şeklinde bir çöküntü izi oluşacaktır. Bu izi daha da
azaltmak için Şekil 8'deki tasarım kullanılabilir.
|
|
|
|
Şekil-7
Kör Boss'lar İçin İdeal Ölçüler
|
|
|
|
|
Şekil-8
Kör Boss'lardaki Çöküntü Azaltma Önlemleri
|
5
numaralı şekilde patlak cıvata yuvası görülmektedir. Boss
ölçüleri kör boss ölçülerindeki gibi kullanılabilir. Delik
boyu delik çapının en fazla 5 katı olmalıdır. Delik boyunun
daha da uzun olması istenen durumlarda, ön yüzeydeki çöküntü
izini Kabul etmek şartı ile, deliği çıkartan pimin ucu konik
olarak karşıya merkezlendirilmelidir.
Kör
civata deliği boyunu azaltmak için bir yöntem 10 numaralı
şekilde göterilmiştir. Daha kolay kalıplamak için, patlak
cıvata yuvalarının boyları, kör cıvata yuvalarının boylarından
uzun yapılabilir.
|
|
|
|
Şekil-10
Kalıplama kolaylığı açısından, patlak cıvata yuvalarının
boyları,
kör cıvata yuvalarının boylarından uzun yapılmalıdır.
Bu, karşılaşılabilecek problem riskini azaltır
|
|
|
|
Not:
Bu raporu MS Word formatında indirmek için tıklayınız
(2,5MB).
|