7. Derin Çekme İle Soğuk Şekillendirme İşleminin Sonlu
Elemanlar Yöntemiyle İncelenmesi
Geometrik
modellerin (üç boyutlu geometriler) oluşturulması CATIA V4.2.1
programında gerçekleştirilmiştir. Kalıp elemanları dahil tüm
sistem yüzey olarak modellenmiştir. Parçalar sisteme yerleştirilirken
et kalınlıklarının değeri ve doğrultusuna dikkat edilmiştir.
Parçalar arasında olması gereken en az boşluk bırakılmış,
böylece işlem süresinin gereksiz uzaması engellenmiştir.
Kalıp sistemi sırasıyla yukardan aşağıya; dişi kalıp, saç,
pot çemberi ve erkek kalıptan oluşmaktadır. Kalıpçılıkta birçok
hareketlendirme uygulaması söz konusudur. Çalışma içeriğinde
uygulanan yöntemde; dişi sabit kalırken, pot çemberi, sacı
dişi ile kendi arasında sıkıştırırken, erkek sonradan pot
çemberinin içinden geçerek parçayı şekillendirmektedir.
Sistemin ağ yapısının (Mesh) oluşturulması CATIA V4.2.1 yazılımının
FEM Modeller modülünde yapılmıştır. İncelenen sistemler yaklaşık
60000 ila 100000 elemandan oluşacak şekilde ağ yapısına dönüştürülmüştür.
Bu elemanlardan, hesaplamada asıl görev yapan iş parçası (şekillendirilecek
sac) 20000 ila 65000 eleman olarak oluşturulmuştur. Oluşan
mesh hataları CATIA V4.2.1 yazılımının FEM Modeller modülünde
düzeltilmiştir.
Ağ oluşumunda; parça boyutlarına, geometrideki keskin köşelerin
yerleri ve dağılımlarına, en küçük kıvrım yarıçapına, işlemlerin
yapılacağı bilgisayarın kapasitesine (Bellek, CPU, Disk) ve
oluşturulacak elemanların dörtgen olmasına dikkat edilmiştir.
Ağ yapı Shell63 (orta düğüm noktası içermeyen 4 düğüm noktalı)
elemanıyla oluşturulmuştur. Bu eleman ekspilisit analizlere
uygun değildir. Oluşturulan mesh bir ASCII dosyası olarak
CATIA V4.2.1 yazılımının ANSYS interface modülü yardımıyla
elde edilmiştir. Daha sonra ASCII dosyasının içinde eleman
tanım satırı değiştirilerek Shell63 eleman Shel181'e dönüştürülmüştür.
Çözümler ANSYS/LS-DYNA'da, çözümlerin görüntülenmesi ve değerlendirilmesi
LSPOST programında yapılmıştır.
Bu çalışmada iki farklı parça için birçok değişik analiz gerçekleştirilmiştir.
Bunlardan ilki (bağlantı braketi) modellemenin güvenilirliğini
sınamak amaçlı incelenmiştir. İkinci parça (taşıyıcı süspansiyon
traversi) ideal kalıp tasarımının elde edilmesi amaçlı bir
pilot çalışma olarak incelenmiştir.
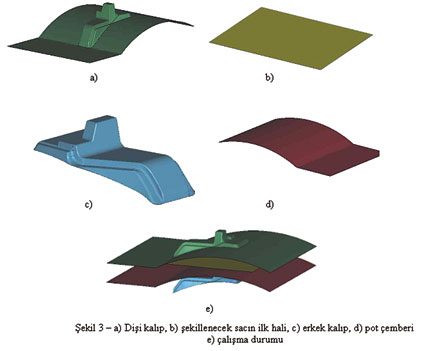
7.1. Bir Bağlantı Braketinin Analizi
Analizi
gerçekleştirilen bağlantı braketi kalıp sistemi Şekil 3'de
gösterilmiştir. Bir hafif ticari aracın torpido bağlantı karkasında
kullanılan bu parça uygulamada; şekilde belirtilen kalıp sisteminde
düzgün imal edilememiştir. Parçada değişiklik yapılma yoluna
gidilmiştir.
Sistemin
sonlu elemanlar analizinden elde edilecek sonuçlar, deneysel
parçanın yırtılma şekli ile karşılaştırılarak yöntemin tutarlılığı
test edilecektir.
Uygulamada
sistemin çalışması; sac, pot çemberinin üzerine yatırılır,
dişi kalıp sabit sayılabilecek bir hızla aşağı doğru inerek,
sacı pot çemberi ile kendi arasında sıkıştırır (Şekil 3c).
Kalıp sistemi saca gelecek tutma kuvvetini şekillendirme esnasında
sabit tutacak şekilde tasarlanmıştır. Dişi kalıp (Şekil 3a),
pot çemberi (Şekil 3d) ile karşılaşmasına rağmen sabit hızla
inmeye devam etmektedir. Deney aşamasında pot çemberinin altındaki
yaylar ezilerek sabit sıkıştırma kuvvetini sağlamaktadır.
Sac, pot çemberi ile dişi kalıp arasında sıkışmış bir şekilde,
ilerlerken aşağıda sabit olarak bekleyen erkek kalıba doğru
çarpar ve erkek kalıp (Şekil 3c) sacı gererek dişi kalıbın
içine sıvar. Bu şekillendirme yöntemi otomotiv sektöründe
iç panellerin imalatında en sık kullanılan yöntemdir.
Sonlu
elemanlar analizinde sistemin simülasyonunda hareketler; saca
göre diğer parçaların hareketleri aynı kalacak şekilde bazı
kabullere dayanarak basitleştirilmiştir. Gerçek uygulamada
olduğu gibi dişi kalıp aşağı inerek sacı pot çemberi ile sıkıştırır.
Ardından, sonlu elemanlar simülasyonunda gerçek uygulamadan
farklı olarak erkek kalıp yukarı doğru ilerleyerek sacı şekillendirmektedir.
Bu sayede sistemin çözüm süresi kısalır, modelleme ve veri
girme işlemlerinde de kolaylık sağlanmış olmaktadır.
Birçok farklı yazılımda veya aynı yazılımda benzer yöntemler
kullanılabileceği gibi farklı kalıp hareketleri de uygulanabilir.
Bu çalışma içeriğinde kullanılan metot tamamen yazarın kendi
oluşturduğu bir yaklaşımdır, simülasyonun gerçekçiliği ilerleyen
bölümlerde açıklanacak deney ile ispatlanmıştır.
7.1.1. Kalıp Sisteminin Elemanları
Braketin
analizinde kullanılan kalıp elemanları Şekil 3'de verilmiştir.
Pot
çemberinin ortasında erkek kalıbın geçebilmesi için bir boşaltma
yapılmamıştır (Şekil 3c,d). Pot çemberi ile erkek kalıp arasında
temas tanımlanması yapılmamış olduğundan kalıp sisteminin
çalışması esnasında erkek kalıp, pot çemberi içinden hiçbir
problem oluşmadan geçebilmektedir. Bu sayede pot çemberinin
mesh kalitesi yükselmiş ve modelleme süresi kısalmıştır.
Dişi
kalıp, pot çemberi ve erkek kalıp mesh işleminde çok detaylı
ağ yapısı oluşturulmuştur. Çünkü bu parçalar gerilme ve şekil
değiştirme hesaplarına katılmayan rijit malzemelerden tanımlanmıştır.
Bu parçalar çözüm süresini uzatmazlar. Şekillenecek parçanın
ilk hali (Şekil 3b) olarak kullanılacak ağ yapısı mümkün olan
en az elemanla geometrinin son halini en iyi şekilde ifade
edebilecek şekilde yapılmış ve en tutarlı sonucu elde edebilmek
için en çok hesap noktası içeren eleman tipi ile mesh işlemi
gerçekleştirilmiştir. Bu parçanın eleman boyutları, sayısı
ve eleman tipi çözüm süresinin belirlenmesinde önemli rol
oynamaktadır.
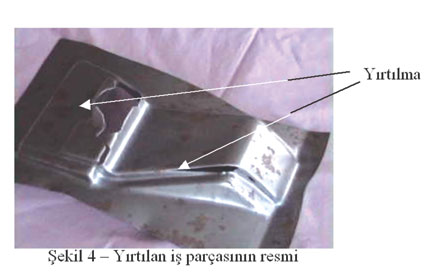
7.1.2. Derin Çekme Deneyi
Torpido
bağlantı braketi parçası klasik kalıpçılık yöntemleri kullanılarak
tasarlanmış, kalıp sisteminde preslenmiş ve sonuçta yırtılmalar
tespit edilmiştir. Kullanılan kalıp sistemi tek etkili kalıp
sistemidir. Tek tesirli veya tek etkili diye adlandırılan
kalıp sisteminde saca, şekillendirme hareketi erkek kalıp
tarafından verilir.
Uygulama BMC firmasının gövde üretim atölyelerinde gerçekleştirilmiştir.
18 ton kapasiteli bir hidrolik pres kullanılmıştır. Saçta
yırtılma gözlendikten sonra bir sonraki uygulamada kalıp ve
sac yüzeylerine sürtünmeyi azaltmak amacıyla yağ sürülmüştür.
Fakat bu uygulamanın yırtılmaya engel olmadığı gözlenmiştir.
Kalıp sisteminin hareket süreleri değiştirilerek bir dizi
imalat denemesi daha yapılmış fakat yine sonuç alınamamıştır
(Şekil 4).
Parça
geometrisi, yeniden incelendiğinde, bu işlemin "100 mm"'ye
yakın çekme derinliğini çok az bir sac yüzeyinden ve oldukça
dik bir açıda oluşturmaya çalıştığı tespit edilmiştir.
Tasarım
değişikliği, çekme derinliğinin azaltılması ve yırtılan bölgedeki
kalıp çıkma açısının miktarının artırılması şeklinde yapılmıştır.
Yapılan değişiklik sonrası parça imalatı hatasız bir şekilde
gerçekleştirilebilmiştir.
Parça
içerdiği yırtılmalar, ekspilisit sonlu elemanlar yönteminin
sınanabileceği iyi bir örnek oluşturmaktadır. Bu yüzden hatalı
parçanın imal edildiği kalıplar incelenerek, ekspilisit analiz
için gerekli zaman, yer değiştirme ve kalıp açıklığı verileri
kalıp sistemi üzerinden alınmıştır. Ayrıca kalıp elemanlarının
üç boyutlu geometrik modelleri de hazırlanmıştır.
|
