Kurtuluş Uçar
Teknik Eğitim Fakültesi, Gazi Üniv.
Kasım 2007, Beşevler Ankara
Not: Bu makale ilk defa Mayıs 2008'de TurkCADCAM.net Portalı'nda yayınlanmıştır.
Özet
Fikstür, günümüzde kalıpçılık sektöründe oldukça yaygın kullanılmaya başlanmıştır. Özellikle sac metal kalıpçılığında form ve bükme kalıplarının ayrılmaz bir parçası olmuştur. Bu kalıpların alıştırılmasında kolaylık sağlamaktadır. Aynı zamanda büyük ve karışık geometrili sac parçaların kolaylık punta kaynağı yapılabilmesini sağlamaktadır.
Özet olaraktan form ve bükme kalıpları montajı yapıldıktan sonra, istenilen ürünü elde etmek için üzerinde alıştırmalar yapmamız lazım. Bilindiği üzere sac parçalarda her zaman geri esneme vardır bu bükme kalıplarında az ama form kalıplarında fazladır. Her ne kadar analiz programları gelişmiş olsa da 0 hata ile üretim yapanı yoktur.
Kısacası fikstür sac metal kalıplarının ve parçalarının üretim, ölçme ve kontrol safhalarında daha hızlı ve daha kolay şekilde yapılmasına imkan sağlamaktadır.
1- Giriş
Fikstür yönteminde, karmaşık olan ölçme yöntemlerinden ziyade daha basit ve hızlı bir şekilde yüzeyleri, kesim hatlarını, büküm hatlarını ve delikleri ölçmeyi hedeflenmektedir.
Böylelikle kalıp alıştırmalarında bize kolaylık sağlayıp aynı zamanda karışık ve ölçmesi zor olan parçalarda kolaylıkla ölçme ve kontrol sağlamaktadır.
En basit tabiriyle prese bağlanan form ve bükme kalıpları numune basımı yapıldıktan sonra sökülüp alınmaz. Her zaman üzerinde ufakta olsa alıştırmalar zımpara ve kalıpçı taşlarıyla yapılmaktadır. Özellikle form kalıplarında bu işlemler haftalarca sürmektedir.
Gelişen teknolojiyle birlikte artık birçok parçayı basit ölçme yöntemleriyle kontrol edememekteyiz. Bu arada devreye 3 boyutlu dediğimiz ölçüm makineleri girmektedir. Bu makineler de formlu sac parçaların ölçülmesi oldukça zor ve zahmetli bir iştir. Aynı zamanda ne kadar doğru ölçtüğümüzden emin olamayız. Onun için fikstür yardımıyla bu zahmetli ve zor iş ortadan kalkmaktadır.
2- Fikstür
Karmaşık olan ölçme yöntemlerinden ziyade daha basit ve hızlı bir şekilde yüzeyleri, kesim hatlarını, büküm hatlarını ve delikleri ölçmeyi kolay ve hızlı bir şekilde ölçmeye yarayan ve ölçmeye yardım eden aparata denir(1).
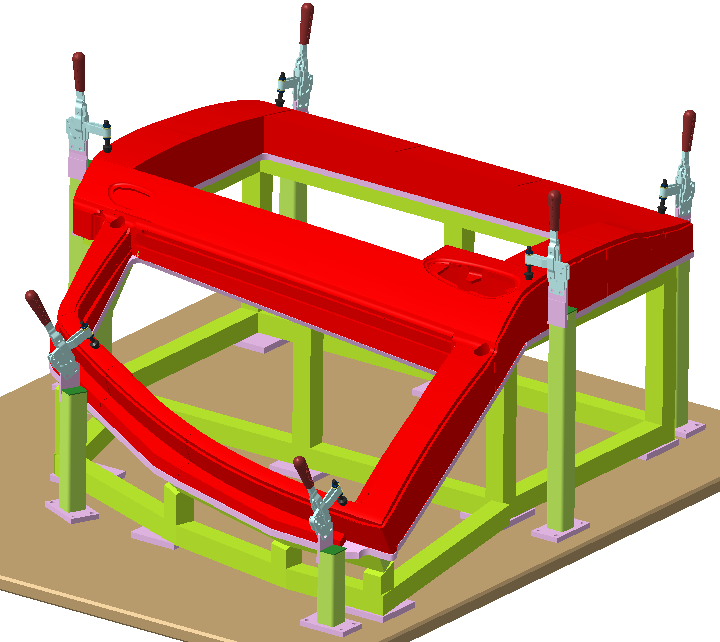
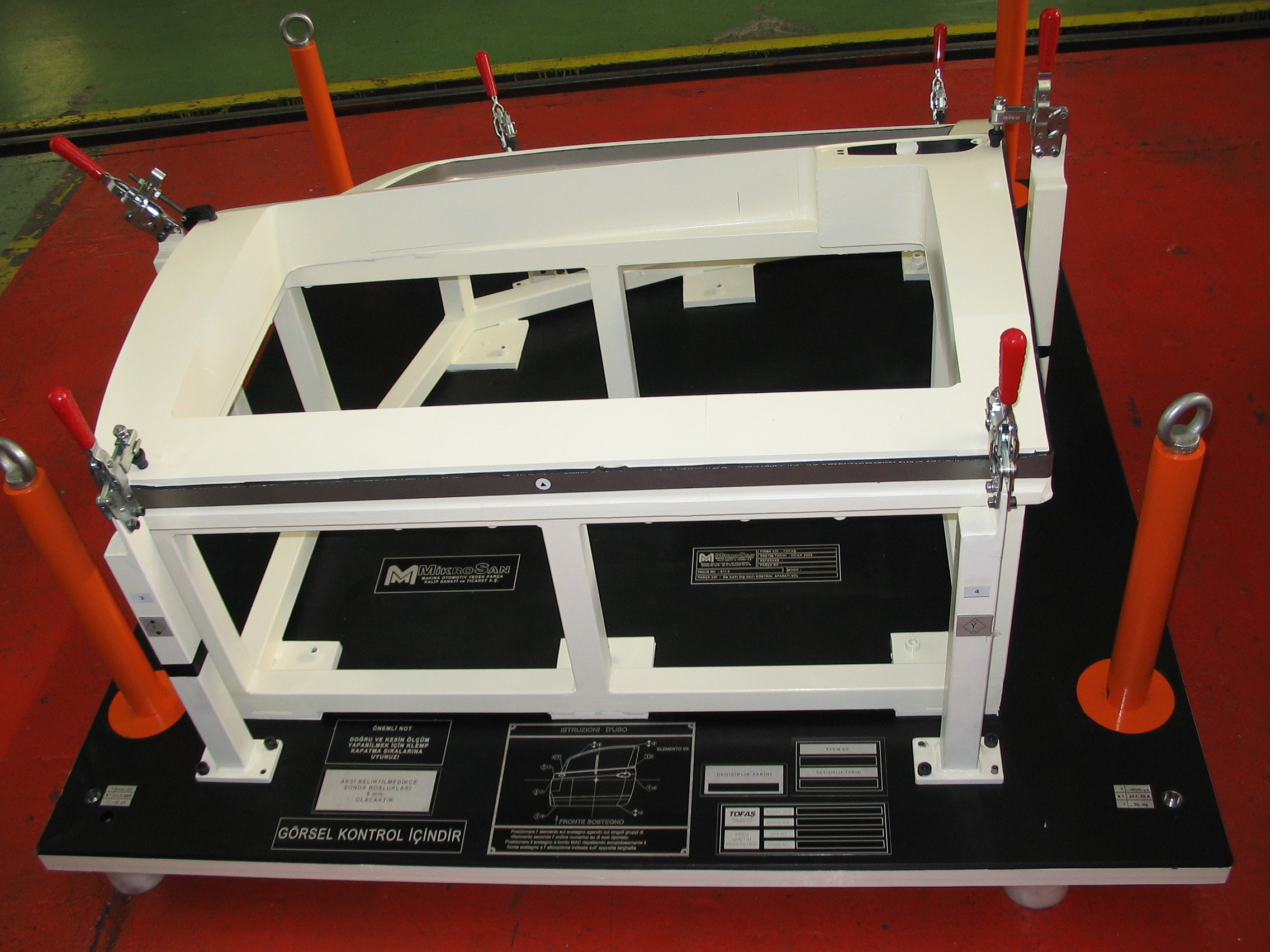
Şekil 1.1 Fikstür ve klemp tertibatı (1)
2.1. Kontrol Fikstürü:
Üretimi yapılan parçanın basit ve hızlı şekilde kontrolünü yapmaya yarayan aparata denir. Parça kontrolünde kullanılan kontrol fikstürlerinin ürün kalitesi açısından önemi büyüktür. Sac parçanın kontrol fikstürü üzerine doğru konumlanması ölçüm için çok önemlidir. Buna göre üzerinde yazan kapatma sırası konumlama ve pimlerim doğru yerlere takılması büyük önem arz eder. Karmaşık geometrili parçaların kontrolü zordur. Özelikle kalıbı ilk prese bağlarken kalıbın ayarlanması ve ölçünün yakalanması oldukça zaman alan bir işti.
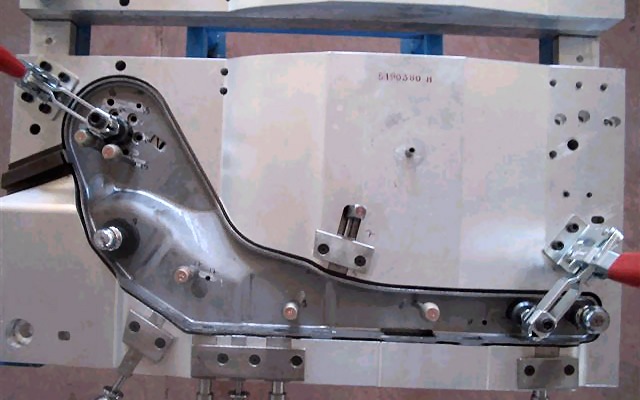
Şekil 1.2 El freni kontrol fikstürü (3)
2.2. Kaynak Fikstürü:
Montajı zor ve karmaşık parçaların seri bir şekilde kaynak ve punta yapılmasına olanak sağlayan aparata denir. Kaynak fikstürleri daha çok otomotiv sektöründe yer bulmaktadır. Çünkü bildiğimiz üzere otomotiv karmaşık geometrili sac parçaların birleştirilmesinden meydana gelmektedir. Bir otomobilin iç iskeleti çok karmaşık ve bir sürü geometrik sac metal parçadan meydana gelmektedir. Bunları birbirine montajlamak oldukça zordur. Bunun için kaynak fikstürleri bize büyük kolaylık ve pratiklik sağlamaktadır.
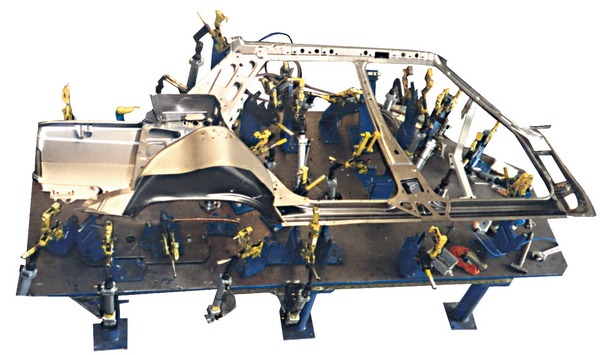
Şekil 1.3 Tofaş D200 sağ yan kaynak fikstürü (3)
3- Kontrol fikstürü üretimi
Öncelikle aksi belirtilmedikçe kontrol edilecek sac yüzeyine göre 5mm ofsetli olarak yüzeyler işlenir. Parça trimini yani kesimini kontrol edebilmek için ise yan yüzeylerin parça trim normalinde yani dik olarak işlenmesi gerekir, bu da fikstür işlemeyi en zor yapan özelliktir. Bunu sağlayabilmek için kimi zaman fikstürü parçalı tasarlamak gerekir kimi zaman da birden fazla sefer bağlayıp terse geçen yerleri işlemek gerekir. Teknik resimde gösterilen yerlere sonda denilen nesneleri bağlayabilmek için hassas ve yüzeye dik delikler delmek gerekir, bu da zor bir iştir. Fikstürün ölçülebilmesi için bu sondalar referans alınır. Bir de bunlar birbirine çok yakınsa işiniz daha zordur. Okey alabilmek için Fikstürü defalarca işlemeli ve defalarca 3d de ölçtürmek gerekir.

Kaynak: Fikssan [4]
3.1. Yapım Malzemeleri
Yüzey formu için ise poliüretan malzemeler kullanılacaktır. Bu malzemelerin kodları firmalara göre değişiklik göstermektedir. Fakat genel olarak fikstürler için kullanılan aşağıda detayı verilen malzemeler tercih edilmelidir (1).
a- Yoğunluk: 1,2 g/ cm3 ~ 1,7 g/cm^3
b- Sertlik: 85-90 Shore (ISO 868)
c- Barcol-Sertlik: 30-35
d- Sıkıştırma dayanımı (ISO 604): 90-100 MPa
e- Termal genleşme katsayısı (DIN 53752): 45-50 10^-6 K^-1
f- Deformasyon ısısı (ISO 75): 75-80 °C
g- Renk: Gri,beyaz veya bej olmalıdır (1). (Yüzeyler beyaz boyanacağı için açık renk malzeme tercih edilmelidir.)
4- Sonuç
Gelişen ve sürekli yenilenen teknoloji beraberinde bir sürü kolaylığı da getirmektedir. Bunun en güzel örneğini ülkemizden vermek mümkündür. 10 yıl öncesine kadar kalıplar elle yapılırken şimdi CNC de kolaylıkla üretilmektedir. Buda kalıpçının çalışma süresini en aza indirmiştir.
Fikstürde parçaların ölçüm ve kontrolünde tekrarlanılabilirliği sağlamaktadır. Fikstür yapımı zor ve zahmetli bir iştir. Çünkü sıfır hata olması lazım bindelik ölçüm sisteminde. Buda günlerce uğraşmamız anlamına gelir. Fakat üretimi bittikten sonra kullanımı kolay ve pratiktir. Doğru ölçüm ve kontrol yapabilmek için üzerindeki kullanma talimatında yazanları uyguladığımız zaman hiçbir sorunla karşılaşmayız.
Kalıp alıştırırken, üretim esnasında kontrol yaparken kontrol fikstürü varsa işimiz kolaydır.
Sonuç olarak gelişen teknolojiyle birlikte geometrik şekilleri karmaşık olan parçaların üretiminin artması nedeniyle fikstür kalıp sektörünün vazgeçilmezi olmuştur ve neredeyse artık her kalıp üretiminden sonra parçanın fikstür üretimi de yapılmaktadır.
Kaynaklar
1- Tofaş Kalibro Şartnamesi 11.05.06, Bursa,
2- Presmetal Tasarım Aparat Kalıp ve Makina San. Tic. Ltd. Şti. > www.presmetal.com.tr
3- Sami Ataşimşek, Sac Kalıpları, 323, Bursa, 1977
4- Fikssan Fikstür San. ve Tic. A.Ş. > www.fikssan.com.tr |