|
|
| Rapor - Makale
> Kalıp Teknolojileri: |
Hacim kalıp tasarımı ve uygulama (bitirme tezi):
Fatih Altunbaş, Fatih Alkan, Mustafa Ay, Marmara Üniv. TEF Makine Eğ. Böl., İstanbul 2011
Bu tez çalışmamızda Enjeksiyon kalıplarını etraflıca ele aldık. Kalıp elemanlarını tanıdık. Kalıp tasarım ilkelerini anlatmaya çalıştık ve kalıp üretimi gerçekleştirdik... |
 |
Kalıp içi kumaş kaplama:
İlyaz İdrizoğlu, Makine Yük. Müh., 2011, Bursa
"Tek işlem", kumaş kaplama işlemindeki yeni telaffuz edilen kelimedir. Amacı, enjeksiyon kalıplama makinelerindeki gerçek tek sefer işleminde kaplaması yapılmış ve kalıplanmış parçalar üretmektir... |
 |
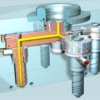
Sıcak yolluk sistemlerinde meme ucu (nozul) seçimi:
Hüseyin Ayar, Gazi Üniv. TEF, Kalıpçılık Öğretmenliği, Ocak 2012, Ankara
Bu çalışma, kısaca, sıcak yolluk sistemlerinin tanıtımı, ağırlıklı olarak ise meme ucu seçimi ve bu seçimi etkileyen faktörler hakkındadır... |
 |
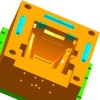
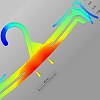
Plastik enjeksiyon kalıp tasarımında analiz yazılımlarının yeri:
İlyaz İdrizoglu, Makine Yüksek Mühendisi, Şubat 2010, Bursa
Bu çalışmada, "Moldflow" analiz yazılımı ile seçilen bir plastik parçaya hangi analizlerin yapılabileceğini ve elde edilen sonuçların neler olduğunu açıklamak hedeflenmiştir... |
 |
Kalıp Yapım Sanatı, Otomotiv Sac-Metal Kalıpçılığı:
Erkan Aybaraz, GÜKÖMED, Bursa, Mayıs 2010
Otomotiv Sac-Metal Kalıpçılığı konusunda geçmişten bu güne çalışmakta olan firma sahipleriyle, ana sanayi ve yan sanayi temsilcileri ile yapılan çekimlerden oluşan, yarım saatlik belgesel video... |
 |
Türkiye'de kalıpçılık gelişiyor:
Hanifi İçtüzer, Kalıphane Müdürü, BSH Çerkezköy, Haziran 2009, İstanbul
Kalıbın her türlüsüne bağlı tüketici ürünleri üreten firmaların kalıp ihtiyaçlarının iyi dizayn, en iyi kalite, düşük maliyet ve sonrasındaki servis hizmetinin karşılanması için yapılan baskılar, Türk kalıp sektörünün dünya standartlarını yakalamasında çok büyük etken olmuştur... |
 |
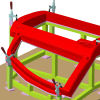
Plastik enjeksiyonda birden çok arayüzlü kalıp "stack mold" teknolojisi ve uygulamaları:
Rıza Aşkar, Gazi Üniv. TEF Kalıpçılık Öğretimi, 2007 Ankara
Tek arayüzlü 4 gözlü kalıpta bir çevrimde 4 adet ürün elde edilebilirken, iki arayüzlü 2x4 gözlü kalıpta bir çevrimde ve hemen hemen aynı sürede 8 adet ürün elde edilebilmektedir... |
 |
Kamlı kalıplar:
Serkan Arslansoy, Kalıp Tasarımcısı, ADAHANFORM Ltd. Şti., Kasım 2008, Bursa
Bu çalışmada kalıpçılık sektöründe çok fazla kullanılan kamlı kalıpların, kam ünitelerinin çeşitleri ve nasıl kullanıldıkları hakkında bilgi verilmiştir. Kamların açıları, kuvvetleri ve çalışma yönleri detaylı bir şekilde açıklanmıştır... |
 |
Devrim arabalarının tasarım boyutu:
Arif Özver Ergin, Ocak 2009, İstanbul
Devrim Arabaları Türkiye'nin tamamen kendi olanakları ile gerçekleştirdiği ilk deneyimdir... Bu yazının amacı, Devrim Arabaları'nın Türkiye'nin ilk tasarımı olup olmadığını sorgulamaktır... |
 |
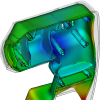
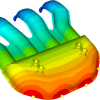
Plastik enjeksiyon simülasyonu:
Ahmet Barış Kuldaşlı, CAD/CAM/CAE Müh., UMTAŞ A.Ş., Kasım 2005, İstanbul
Parça tasarımı sırasında analiz programlarının kullanımı imalat aşamasına geçildiğinde çıkabilecek sorunların ortadan kalkmasını sağlar. Tespit edilebilecek bu hataların büyük bir çoğunluğu hacimsel kökenlidir ve parça tasarımında küçük değişiklikler yapılarak giderilebilir... |
 |
Ortak çalışma özellikli ara plakalı ardışık kalıp sistemleri (stack mold):
Mustafa Kurt, Ömer Şaban Kamber, Oğuz Girit, Ekim 2005, İstanbul
Birden fazla kalıbın arka arkaya eklenmesiyle birkaç kalıbın işlevini gören ve tek bir enjeksiyon makinesiyle çalışan daha verimli ve üretim kapasitesi daha yüksek kalıp sistemlerine Stack kalıp sistemleri denir. Bu sistemde 2, 3 veya 4 kalıp arka arkaya eklenebilir... |
 |
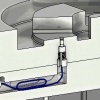
Vakum döküm uygulamalı eğitim videosu:
Silikon
Kalıplama, Vakum Döküm Eğitimi (Video, Süre 13:40) Kaynak: MK Technology GmbH.
Not: İlk defa TurkCADCAM.net
Dergisi Ocak-Şubat 2006 Sayısı ile birlikte verilen CD'de yer almış bu video, Ağustos 2008'de TurkCADCAM.net portalından yayınlanmaya başlamıştır. |
 |
RIVAGE konsept otomobil tasarım ve geliştirme aşamaları:
Bu çalışmada amaç, Porsche Carrera 911 modeli klasik otomobil için yeni bir kabuk tasarlanıp imal edilmesidir. Modern 3D tarama ve CAD/CAM araçlarının yerinde kullanımı ve yardımı sayesinde, yeni tasarımın eski iskelet ile hatasız şekilde uyumlu olabilmesi sağlanmış ve tüm proje, sadece 7 ay gibi kısa bir sürede bitirilebilmiştir... |
 |
NUMARINE'de ürün geliştirme çalışmaları:
Röportajlar: Muzaffer Erdal Kılıç, Genel Md., Numarine A.Ş. - Can Yalman, Endüstriyel Tasarımcı, Can Yalman Tasarım
Numarine, önemli oranda yerli katkı ve kaynaklarla, yeni teknolojiler geliştirip kullanarak Dünya çapında rekabetçi birçok model yat geliştiriyor ve imal ediyor... |
 |
Standard Profil A.Ş.'de kullanılan ürün geliştirme teknolojileri:
(Röportaj: Müfit Çağlayan, Ürün Geliştirme Md. - Okan Kızıl , Ürün Geliştirme Md. Yard. - Dr. Tuncay Yüksel, FEA Uygulama Sorumlusu)
Standard Profil A.Ş., General Motors, Ford, Volkswagen, Audi ve Fiat gibi firmalar için sızdırmazlık fitili tasarımı, geliştirmesiyle birlikte seri imalatını da üstlenmektedir... |
 |
Ko-enjeksiyon (co-injection molding, multi component molding, sandwich molding):
Hakan Şahin, Gazi Üniv. T.E.F. Kalıpçılık Öğretmenliği, Haziran 2008, Ankara
Ko-enjeksiyon yöntemi plastik enjeksiyon kalıpları mantığında fakat iki ya da daha fazla renkli ya da farklı malzemelerin aynı kalıpta kalıplanma tekniğidir. Bilinen kalıp mantığıyla bazı farklılıkları vardır; En büyük farklılıklar kalıptaki yolluk konumları ve makinelerdedir... |
|
Sac metal kalıpçılığında kontrol fikstürleri:
Kurtuluş Uçar, Gazi Üniv. TEF, Kasım 2007, Ankara
Fikstür, günümüzde kalıpçılık sektöründe oldukça yaygın kullanılmaya başlanmıştır. Özellikle sac metal kalıpçılığında form ve bükme kalıplarının ayrılmaz bir parçası olmuştur... |
|
Plastik ürün tasarımında dikkat edilmesi gereken hususlar:
Selim Yıldırım, FARDİZAYN, Yrd. Doç. Dr. Ahmet Demirer, Sakarya Üniv., Nisan 2008
Bu çalışmada, malzemesi ve yöntemi seçilen plastik mamule çekme payları hesaba katılarak verilmesi gerekli toleranslardan bahsedilmiş, delikler, yuvarlatmalar, cidar kalınlığı, ayrım hattı, kaburgalar gibi ürün tasarımını etkileyen hususlar örnek şekillerle açıklanmıştır... |
|
Hassas kesme tekniği (fine blanking):
Rüstem Korkmaz, Gazi Üniv. Makine Eğ. Böl. Kalıpçılık A.B.D., Kasım 2007, Ankara
Dar toleranslı ve temiz kemse yüzeyli parçalar elde etmek amacıyla uygulanan bu yöntemin 1920'li yıllara kadar giden uzun bir araştırma geçmişi vardır. Ülkemizde yeni tanınmaya başlanan hassas kesme batıda yaygın olarak uygulanmaktadır... |
|
Ürün tasarım ve ergonomisine, tasarım kriterleri etkisinin CAD/CAM/CAE ortamında incelenmesi:
Selim Koca, Gazi Üniv. Kalıpçılık Öğretmenliği, Nisan 2007, Ankara
Bu makalede, bir TV uzaktan kumanda tasarımını etkileyen prensipler elektronik elemanlar göz önünde bulundurulmaksızın tasarım kriterleri çerçevesinde CAD/CAM/CAE ortamında iki farklı ürün üzerinde tartışılmaktadır... |
|
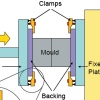
Vakum kalıplama yöntemi (thermoforming):
Mustafa Girgin, Gazi Üniv. T.E.F. Makine Eğitimi Böl., Kalıpçılık A.B.D. Mart 2007, Ankara
Vakum kalıplama yöntemi ile yapılan ürünler, günümüz endüstrisinde kullandığımız bir çok ürünü kapsamaktadır. Bu yöntemin kullanılmasının amaçlarının başında düşük maliyetli kalıp tasarımı gelmektedir. Arz talep dengesine göre bu sistemin kullanılması daha avantajlıdır... |
|
Sıcak yolluk giriş uçlarında "Mold Masters" teknolojisi:
Dr. Mustafa Gevrek, MMG Müşavirlik Mühendislik, Kasım 2005, İstanbul
Plastik enjeksiyon kalıplarındaki sıcak yolluk uygulamalarının başarısı bir çok faktöre bağlıdır. Parça üzerindeki yolluk girişinin konumu ve yolluk giriş tipinin seçimi, enjeksiyondan başarılı neticeler alabilmek için çok önemlidir... |
|
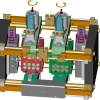
Ürün kalitesinde kararlılığı sağlayabilmek için plastik enjeksiyon kalıplarının piezoelektrik sensörler ile denetimi:
Prof. Dr. Mustafa Kurt, Oğuz Girit, A.Talat İnan - Marmara Üniv. Teknik Eğitim Fakültesi
Ömer Şaban Kamber - İhlas Ev Aletleri A.Ş., Şubat 2006, İstanbul
Bu çalışmada, deneme üretiminde elde edilen optimum baskı değerlerinin baskı esnasında sensörler (algılayıcı) yardımıyla ölçülerek denetiminin nasıl yapılabileceği ve... |
 |
Dies/Molds 2007 Konferansı'nda sunulmuş bazı makaleler:
21-24 Haziran 2007 tarihlerinde Çeşme'de düzenlenen, 4th International Conference and Exhibition on Design and Production of Machines and Dies/Molds veya Türkçe adıyla 4. Uluslararası Makina ve Kalıp/Model Tasarım ve İmalat Kongresi ve Sergisi'nde yapılan sunumlara ait bazı makaleler (İngilizce, pdf formatında)... |
|
Ko Enjeksiyon (Birden Çok Bileşenli Enjeksiyon Kalıpları):
Erkut Yapıcıoğlu, Gazi Üniv. Teknik Eğitim Fakültesi, Aralık 2005, Ankara
Ko enjeksiyon, diğer adıyla birden çok bileşenli enjeksiyon kalıplarıdır. Ko enjeksiyon farklı renk plastiklerin ya da farklı plastiklerin tek kalıpta basılmasına olanak sağlayan bir tekniktir, ilk olarak 1967 yılında İngiltere'de ICI firması tarafından geliştirilmiştir... |
|
Kalıp imalatçılarımızın sıkıntısı; Uzakdoğulu kalıp firmaları:
Sezgin Uzcan, HRS Mühendislik&Tasarım, Mayıs 2007, İstanbul
Son yıllarda tüm yerli kalıp üreticisi firmaların karşısına rakip olarak çıkan, Uzakdoğu'lu kalıp firmaları ile öncelikli olarak fiyat ve üretim süreleri konularında kıyaslanmak üretici firmaların sektör değiştirme ya da piyasadan çekilme gibi olumsuz sonuçlara sebep olmaktadır... |
|
Bir kalıp kaç para?.. (Kalıp fiyatlandırması nasıl yapılır?):
Sezgin Uzcan,
2M Çözüm Mühendislik, Ocak 2006, İstanbul
Hizmeti talep eden ne istediğini açık ve net bir şekilde ortaya koymalı ki, hizmeti veren ya da hizmet vermeye aday tüm imalatçılar da aynı taleplere göre teklif sunsunlar. Aksi halde farklı kalıp malzemeleri ve üretim şekillerinin doğuracağı farklı maliyetler ortaya çıkacaktır... |
|
Bilgisayar destekli plastik enjeksiyon kalıbı tasarımı:
Bilen Emek Abalı, İTÜ Makine Müh. Böl., Şubat 2006, İstanbul
Bu çalışmada, plastik enjeksiyon üretim yönteminin avantajları ve gelişmiş özelliklere sahip polimer malzemelerin çeşitliliği ile ülkemizde de yaygın mühendislik çalışmalarıyla gelişen plastik enjeksiyon kalıbı tasarımcılığında yeri artan bilgisayar destekli konstrüksiyonun kullanımı ve basit bir kalıp tasarımında uygulamalı örneklenmesi hedeflenmektedir... |
|
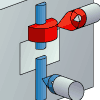
Plastik enjeksiyon kalıpçılığında ters açılar ve maçalar:
Yalçın Çınar,
Taybor Mak. Kalıp San.,
Şubat 2007, Manisa
Kalıplanan ürünün şekil ve ebatlarına göre, kalıbın birden fazla açılma çizgisi bulunabilir. Açılma çizgisi sayısına göre de kalıplar birkaç parçaya ayrılır. Ürün üzerinde kalıp ayrım düzlemlerine dik eksenlerde figürler varsa, bunlara ters açılar (undercut) denir. Bu bölgelerin kalıplanabilmesi için "maça" adı verilen sistemler kullanılır... |
|
Silikon kalıplama ve vakum altında döküm:
Celal Selim Yıldırım, Fardizayn Ltd. Şti., Kocaeli, Ocak 2007
Bu işlem, üretilecek parçanın modelinin üretilmesinden sonra yapılan ve parçanın değişik sayılarda eşlerinin üretilmesine yönelik bir işlemdir. Bu amaca yönelik olarak parçanın modeli HPÜ (Hızlı Prototip Üretim) sistemleri kullanılarak hızlı bir şekilde üretilebilir. Elde edilen prototip, parçanın silikon kalıbının üretilmesi işleminde ana model olarak kullanılır... |
|
Röportaj
> LaserCUSING ile kalıp imalatı:
Mehmet Cenk Sinirlioğlu, CONCEPT Laser GmbH, Ocak 2006,
İstanbul
LaserCUSING
teknolojisi, kısaca SLS yönteminde de olduğu gibi metal
tozunun kat kat yüzeye serilip, her katın lazer ile
tam olarak eritilmesidir. CNC frezeye göre insan gücü
olmadan çalıştığından daha hızlı üretim yapabilir. Ayrıca
diğer yöntemlerle mümkün olmayan parça içindeki karmaşık
soğutma kanalları da ancak bu yöntemle mümkündür... |
|
Plastik
enjeksiyon kalıpçılığında verimlilik ve maliyet:
Yalçın
Çınar, Taybor Mak. Kalıp San., Ağustos 2006, Manisa
Bir kalıbın verimliliği, kalıbı oluşturan sistemlerin
verimliliği ile belirlenir. Kalıplar çok hızlı çalışmalarına
rağmen sık sık bakım ve onarım için durdurulurlar. Bu
durumlarda ürün alamadığımız için, üretim maliyeti en
yüksek seviyededir. Normalden yavaş çalışan kalıplarda,
ürün maliyetini artıracağı için tercih edilmezler. Plastik
enjeksiyon kalıpçılığındaki her bir ünite için aynı şey
söylenebilir...
|
|
Hassas
kalıpların yüksek prodüktivite ile üretilme usulleri:
Michael H. Heisenberg, Maysan A.Ş., Nisan 2006, İstanbul
Takım
tezgahları modern teknolojik ilerlemelerin sunduğu imkanlardan
en iyi şekilde faydalanmaktadır... Tüm dünyada gördüğümüz
bu gelişmelerin en büyük faydası da müşterilerin kullanılması
kolay ve hassas tezgahlarda mükemmele yakın kalıpları
daha kısa zamanda ve daha ucuza üretebilmeleri, böylece
global rekabet yarışında geri saflara düşmekten kendilerini
korumalarıdır...
|
|
Basınçlı
metal döküm makine ve kalıpları:
Erkan Kahraman, Yrd. Doç. Dr. Çetin Karataş, Gazi
Üniv. Teknik Eğitim Fak. Makine Böl., Mayıs 2005
Alüminyum,
kalay, kurşun, bakır, inko gibi hafif alaşımların kaliteli,
hassas aynı zamanda seri bir şekilde üretebilmek için
basınçlı döküm yöntemi tercih edilmektedir. Basınçlı
pres dökümde; üretilecek malzemenin alaşımı, mekanik
özellikleri göz önüne alınarak parçanın kalıplanması
sıcak ve soğuk kamaralı olarak iki yöntem ile yapılmaktadır... |
|
Vakum
kalıplama:
Erol Büker, Gazi Üniv. T.E.F. Makine Eğ. Böl. Kalıpçılık
A.B.D., Mayıs 2005, Ankara
Sıcak
biçimlendirme yöntemi, günümüzde çok yaygın olarak kullanılan
plastik işleme ve form verme metotlarından biridir. Üretilecek
olan parçanın ana biçimi, bir tarafı açık, içi boş ve
ince cidarlı biçimdedir. Bu yöntemle içi dolu ürünlerin
üretimi yapılamaz...
|
|
Mikro
Kalıplama Teknolojisi:
Mustafa
Turgut, Gazi Üniv. TEF Kalıpçılık Öğretmenliği Böl., Ağustos
2004, Ankara
Geleneksel
kalıplama teknolojisi ile üretilebilecek boyutlarının
altındaki ürünlerin üretilebilmesi mikro kalıplama teknolojisi
ile sağlanmaktadır. Kalıba mikro figürlerin işlenebilmesi
için yeni teknolojiler kullanılır. Ayrıca enjeksiyon
makinesinin tasarımında ve enjeksiyon parametrelerinde
yapılan değişiklikler sayesinde mikro ürünler kalıplanmaktadır. |
|
Sıcak
yolluk sistemi ve etkileri:
Erkan
Kahraman, Gazi Üniv. Teknik Eğitim Fak. Makine Böl., Mayıs
2005
Son
yıllarda günümüz teknolojisinde hacim kalıplarında plastiklerin
şekillendirilmesi sıcak yolluk sisteminin önemli ölçüde
enerji, işçilik ve malzeme kazançlarının yanında bir
çok avantajlar getirmesi nedeniyle kullanımı giderek
artmaktadır. Sıcak yolluk sistemi sağladığı avantajların
yanı sıra kendine has özellikleri ve gereksinimleri
vardır... |
|
Plastik
enjeksiyon kalıplarında sıcak yolluk sistemleri:
Dr.
Mustafa Gevrek, MMG Müşavirlik Mühendislik San. ve Tic.
Ltd. Şti., Mart 2003
Tarihçe ve Genel Özellikler, Sıcak Yolluklu Kalıpların
Çalıştırılması, Sıcak Yollukla İlgili Problemler ve Çözümleri...
|
|
Plastik enjeksiyonla
üretimde verimliliği arttırma yöntemleri:
Dr. Mustafa Gevrek, MMG Müşavirlik Mühendislik San.
ve Tic. Ltd. Şti.
Verimliliğin ve hızlı çevrimin önemi, 9 soru ve 9 cevapla
verimliliği arttırma yöntemleri... |
|
Kum Döküm
Model Tasarımında Dikkat Edilecek Hususlar:
Turgay AVCI, Sultanahmet Endüstri Meslek Lisesi Model
Bölümü Öğretmeni |
|
|
|
|
TurkCADCAM.net > Türkiye'nin yeni ürün tasarım, geliştirme, CAD/CAM/CAE, CNC, kalıp ve imalat teknolojileri portalı |
*****
Sektörün profesyonel bilgi ve işbirliği platformu ***** |
|
|
|
|
|
|