|
2.4. Örnek bir uygulama
Efektif çap, efektif kesme hızı, kesme kuvveti ve birim zamanda kaldırılan talaş hacmiyle ilgili 2 durumdan oluşan bir örnek ve hesaplamalar sonucunda ulaşılan sonuçlar aşağıda sunulmuştur.
1. durum |
2. durum |
Vc=300 m/dak |
Vc= 300 m/dak |
fZ = 0.078 mm/diş |
fZ = 0.078 mm/diş |
Zn = 4 |
Zn = 4 |
Dc = 10 |
Dc = 10 |
ap, AD= 0.3 |
ap, AD = 0.6 |
ae, RD = 0.5 |
ae, RD = 0.5 |
Dw=? n=? Vf=? Q=? Fmax=?
1. durum için çözümler;
(1) nolu formülden Dw = 3.41 mm,
(2) nolu formülden n = 28004 dev/dak,
Vf = 8737 mm/dak,
| Q = (ae x ap x Vf) / 1000 |
|
(5) |
Q = 1.31 cm^3/dak,
(3) no'lu formülden Fmax = 201.42 N
2. durum için çözümler;
Dw = 4.74 mm,
n = 20146 dev/dak,
Vf = 6286 mm/dak,
Q = 1.88 cm3 / dak,
Fmax = 362.4 N
Yukarıdaki hesaplamalar ışığında aşağıdaki sonuçlara ulaşılabilir:
- Elde edilen devir ve ilerleme miktarları çok yüksek olup ancak yüksek hız işleme tezgahlarında elde edilebilir. Yüksek hız işleme tezgahlarında yaygın olarak küresel takımların kullanılmasının sebeplerinden bir tanesi de efektif kesme hızından yararlanarak daha verimli bir işleme yapılabilmesidir.
- Bütün işleme şartları sabit tutulup talaş derinliği 2 katına çıkartıldığı halde Dw çapı doğru orantılı olarak 2 kat artmamaktadır. Bunun sebebi takım radyüsünün bilindiği üzere dairesel bir şekilde olmasıdır.
- Talaş derinliği 2 kat arttırıldığı halde Dw çapının 2 kat artmaması sonucunda toplam talaş hacmi (Q) ndeki artış %44 seviyelerindedir.
- Q miktarındaki artış %44 olduğu halde Fmax kuvvetindeki artış %80 civarındadır. Buradan çıkarılacak sonuç; küresel takımlarda talaş derinliğinin arttırılmasının olumlu değil, olumsuz sonuçlar doğurduğudur.
Bu tür takımlarla işleme yapılırken mümkün mertebe Dw çapı hesaplanmalı ve bu değere göre devir-ilerleme miktarları ayarlanmalıdır. Özel uygulamalar hariç az talaş derinliği ile yüksek devir ve ilerlemeler altında işleme yapılmalıdır. Aksi taktirde takım kırılmasının ve çabuk takım aşınmasının önüne geçmek mümkün olmamaktadır.
3. İşleme yönü
Prensipte freze dönerken iş parçası frezeye doğru ilerler (veya tersi) . Talaş kaldırma işlemi frezenin iş parçasına göre dönüş yönüne bağlı olarak iki şekilde gerçekleştirilir. İş parçası, freze dönüş yönünün tersine doğru veya dönüş yönüyle aynı yönde ilerler. Bu iki durum arasındaki fark frezelemede çok önemlidir ve işlemi önemli ölçüde etkiler. Dönüş yönüne göre ilerleme yönündeki farklılık kesme işleminin başlangıcındaki ve bitişindeki koşulları belirler [8].
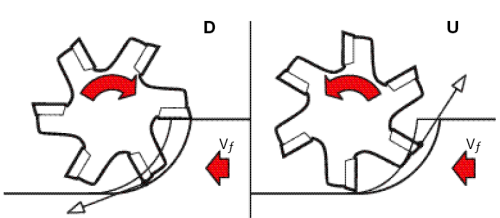
Resim 10. Aynı yönlü frezeleme (DM) - ters yönlü frezeleme (UM) [9]
Aynı yönlü frezeleme esnasında;
- Talaş kalınlığı maksimum değerde başlar ve zamanla azalır,
- Takımda daha az aşınma olur ve takım ömrü yaklaşık %50 fazladır,
- Daha iyi yüzey kalitesi elde edilir,
- Daha az kesme kuvveti oluşur.
Ters yönlü frezeleme esnasında;
- Talaş kalınlığı "0" dan başlar ve zamanla artar,
- Takım aşınması fazladır,
- Sürtünme kuvvetleri ve kesme kuvvetleri yüksektir,
- Yüzey kalitesi daha düşüktür [10].
Aynı yönlü frezeleme esnasında takım, iş parçasını altına almaya çalışmaktadır. Bu sebepten ötürü, bu frezeleme türünde tezgah tabla milinde minimum boşluk olması gerekmektedir. Klasik tezgahlar bu işleme türü için uygun değildir. Aynı yönlü frezeleme yönteminde takımın yüksek talaş kalınlığı ile parçaya temas etmesi bu yöntemi döküm ve sertleştirilmiş çeliklerin işlenmesinde mümkün kılmamaktadır.
Ters yönlü frezeleme yöntemi ise döküm ve sertleştirilmiş çeliklerin kaba pasolarında oldukça verimli bir şekilde kullanılabilir [3, 8, 9, 10].
Sonuç olarak, sert tabakası olmayan parçalar için aynı yönlü işleme yöntemi daha üstündür. Takım tezgahının, bağlama elemanlarının ve iş parçasının uygun olduğu sürece aynı yönlü işleme tercih edilir denilebilir [3, 8].
Özellikle sertleştirilmiş çeliklerin finish operasyonlarında ters yönlü işleme birinci tercih olmalıdır. 900 lik dik bir köşe ve frezeleme duvarı üzerinde iyi bir yüzey kalitesi elde etmek için bu kaçınılmazdır [9].
Resim 11'de sertleştirilmiş çelik için, bir faturanın frezelenmesinde ortalama takım esnemesinden kaynaklanan ölçüsel farklar gösterilmiştir. Resimden de anlaşılacağı üzere gerek kaba işlemde gerekse finish işleminde DM yönteminde parça üzerinde belli bir miktar talaş kaldığı görülmektedir. UM yönteminde ise finish operasyonunda parça son ölçüsüne istenen tolerans aralığı içerisinde getirilmiştir.
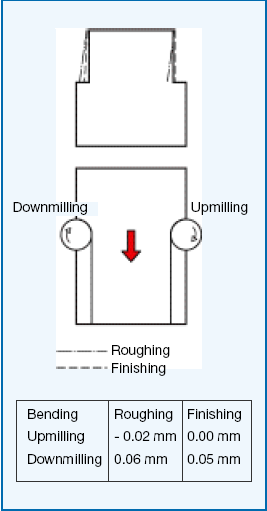
Resim 11. İki işleme türü arasındaki
ölçüsel farklar [9]
4. Sonuç
Bu çalışmada, kalıpçılık endüstrisinde oldukça geniş kullanım alanı bulan küresel takımlarda efektif kesme hızı ve bununla bağlantılı olarak işleme yönü konusu ele alınmıştır. Konunun daha net anlaşılabilmesi için çarpıcı örnekler verilmiştir. Sektör çalışanları hedeflenmiş olup, çok karmaşık matematiksel ifadelere yer vermekten ziyade basit birkaç formülle konu anlaşılabilir hale getirilmiştir. Bu takımları en verimli ve doğru parametrelerle kullanmak ancak yüksek hız işleme tezgahları ile mümkün olabilmektedir. Bu takımları kullanırken, fazla talaş derinliğinden kaçınılmalıdır. Sertleştirilmiş ya da sert kabuklu malzemelerin kaba işlemlerinde ters yönlü işleme metodu ile birlikte kullanılmalıdır. Son pasolarda aynı yönlü işleme yöntemiyle daha yüksek yüzey kalitesi ve daha fazla takım ömrü elde edileceği göz önünde bulundurulmalıdır.
Kaynaklar
- IWABE, H., SHIMIZU, K., SASAKI, M., Analysis of Cutting Mechanism By Ball End Mill Using 3D-CAD, JSME International Journal, Vol.49, No.1 (2006)
- ZAIN,A. M., HARON, H., SHARIF, S., Non Conventional Modeling Approaches For Prediction of Surface Roughness in Milling Process: A Review
- AKKURT, M., Talaş Kaldırma Yöntemleri ve Takım Tezgahları, Birsen Yayınevi, İstanbul, 2000
- SECO Machining Navigator 2004, Jabro Book
- STILWELL, G., Taking The Mystery Out of Hard Die Milling, Manufacturing Engineering, April 1998
- HETTIARACHCHI, N. K., MORIWAKI, T., SHIBASAKA, T., NAKAMOTO, K., Circular Vibration Planing Of Inconel 718 - An Analysis Of Surface Finish and Tool Wear-, Journal Of Advanced Mechanical Design, Systems and Manufacturing, Vol.2, No.1 (2008)
- MILFELNER, M., KOPAC, J., ZUPERL, U., Genetic Equation For The Cutting Force In Ball-End Milling, 13th International Scientific Conference On Achievements In Mechanical And Materials Engineering, Gliwice-Wista, Poland, 16th-19th May 2005
- ÇAKIR,M., C., Modern Talaşlı İmalat Yöntemleri, VİPAŞ A.Ş., Bursa, 2000
- www.coromant.sandvik.com, Metalworking World, 2006
- www.innovativetoolsales.com/technical_support.htm
|
