|
Emrah Çınar
Temmuz 2007, Kırklareli
Not: Bu çalışmanın, daha detaylı bilgi içeren PDF formatlı orijinalini aşağıdaki linkten indirebilirsiniz;
tasarimda-malzeme-secimi.pdf (password: emrahcinar)
1. GİRİŞ
Bu çalışmada tasarımda malzeme seçiminin önemi, kullanım şartlarına uygun malzeme seçiminin yapılabilmesi için malzeme davranışlarının, piyasada sık kullanılan malzemeler ve kullanım alanları üzerinde durulmuştur.
Malzeme seçimindeki temel amaç, verilen soruna ve duyulan ihtiyacı karşılamaya yönelik kurgulanan tasarımı elde edebilmek için belirlenen çalışma koşulları altında çalışabilecek en uygun ve olabildiğince en uzun ömürlü malzemeyi seçmektir. Tasarımcı kullanacağı malzemenin karakteristik özelliklerini, bulunabilirliğini (sağlanabilirliği), maliyetini ve ekonomisini de düşünmek zorundadır ve bu koşullarda karşılıklı bir dengenin kurulması şarttır.
2. ÇELİK MALZEMELERE GENEL BİR BAKIŞ
İmalat ve kalıp sektöründe kullanılan belli başlı çelik türleri aşağıdaki gibidir:
1-) Takım Çeklikleri
2-) Islah Çelikleri
3-) Sementasyon Çelikleri
4-) Yapı Çelikleri
2.1 Takım Çelikleri
Metal ve metal dışı malzemelerin muhtelif yöntemlerle şekillendirilmesi veya doğrudan kullanım amacıyla şekil verilmesi işleminin ana malzemesi büyük oranda takım çelikleridir. Şekillendirmeye yada form verme maksadıyla kullanılan takım gruplarından, kullanım amacı ve koşullarına bağlı olarak birçok fiziksel ve mekanik özellikler beklenir. Söz konusu özellikler ana başlığı ile şöyledir. Yüksek aşınma direnci, yüksek çekme dayanımı, yüksek akma dayanımı, yeterli süneklik, yüksek darbe dayanımı, yüksek sertlik ve yüksek tokluk özelliği, takım çelikleri dört ana grupta sınıflandırılır [1].
1-) Soğuk - İş Takım Çelikleri
2-) Sıcak - İş Takım Çelikleri
3-) Yüksek Hız Takım Çelikleri
4-) Plastik Kalıp Çelikleri
2.1.1 Soğuk - İş Takım Çelikleri

Resim 2.2.2.1 Soğuk iş takım çeliklerinden yapılmış parçalar
Oda sıcaklığında çalışan kalıp ve takımlarda, yüksek sıcaklıklara dayanım gerekmediğinden, soğuk iş çelikleri çok iyi aşınma dayanımı ve tokluğu (darbelere karşı kalıbın formunu koruması ve kırılmalara karşı direnç) sağlayacak şekilde alaşımlandırılır. Piyasadaki kesme, bükme kalıpları, bıçaklar baskı makaraları, zımbalar, pres takımları, soğuk ekstrüzyon takımları vb. soğuk iş takım çeliklerinden üretilir.
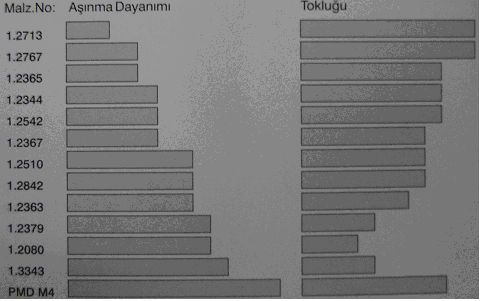
Resim 2.2.2.2 Çeşitli çeliklerin aşınma ve tokluk dayanım kıyaslamaları
Soğuk iş çeliklerinde kullanım alanlarına göre, aşınma dayanımı veya tokluk çok önemli özelliklerdir. Sürekli aşınmaya maruz kalan kalıp veya takımlarda, tokluk özelliğine bakmadan yüksek sertliğe erişebilen çelikler tercih edilebilir. Bu kalıplarda darbe olmadığından tokluğu düşük olabilir. Fakat hem aşınma hem de darbenin olduğu kalıplarda, tokluğu da yüksek olan çelikler tercih edilmelidir. Aksi takdirde kırılmalar, atmalar yaşanabilir. Yüksek darbe ile çalışan kalın sac kesen makas ağızları, zımbalar veya soğuk makaslarda ise tokluk özelliği en ön planda gelir. Bu nedenle tokluğu yüksek olan çelikler (1.2767 gibi) tercih edilmelidir.
1- Kesme takımları
2- Delme zımbaları
3- Makine bıçakları
4- Cıvata perçin ve somunları
5- Kağıt ve plastik bıçakları
6- Kazıma bıçakları
7- Sıvama kalıpları vb.
Belli başlı kullanılan soğuk-iş malzemeler; DIN Normu Malzeme numarasına göre şunlardır. 1.2080, 1.2379, 1.2210, 1.2550, 1.2842, 1.2601, 1.2767, 1.1730.

Resim 2.2.2.3 Soğuk iç çeliğinden yapılmış parça
Soğuk İş Takım Çelikleri
1.2739 :Yüksek aşınma dayanımı ve yüksek tokluğa sahip olduğundan kesme ve ezme için çok uygundur. Orta kalınlıktaki malzemeler için zımba ve kesim parçalarında boru ve profil makaralarında kullanılır. sac kalınlığı 6 mm' ye kadar olan saclarda hassas kesme kalıplarında makas bıçaklarında derin çekme kalıplarında kullanılır
1.2080 :Yüksek aşınma dayanımı ve ısıl işlem sırasında boyutsal kararlılığı olan çeliktir. Sac kalınlığı 4 mm' ye kadar olan saclarda hassas kesme kalıplarında ağır iş kesme ve zımba parçalarında zımbalarda ve raybalarda kullanılır. çekme gerilmesine dayanıksızlığı ve gevrekliği nedeni ile gittikçe daha az tercih edilmektedir.
1.2550: Darbe çeliği olarak bilinir. Kesici, pens, zımba ve matriks malzemesi, ağaç işleme ve yontma bıçaklarında, basınçlı hava ile çalışan keskilerde, desen kalıplarında, darphane kalıplarında ve 12 mm' ye kadar olan sacların kesilmesinde kullanılır.
1.2767 : Sertleşebilirliği ve tokluğu yüksek çeliktir. Çatal kaşık kalıpları, kalın sacların kesilmesinde kullanılan bıçaklar ve makaslar, yüksek sertlikte yüksek tokluk özelliği gerektiren plastik ekstrüzyon ve enjeksiyon kalıplarında kullanılır.
1.2436 : % 12 kromlu ledeburitik yapılı soğuk iş çeliğidir. Çok yüksek aşınma dayanımı vardır. 1.2080' e göre sertleşme kabiliyeti daha iyidir. Ağır iş kesme ve zımba parçalarında, kağıt ve plastik bıçaklarında, derin çekme kalıplarında, zımba, rayba ve broşlarda kullanılır.
1.2842 : Yağda sertleşebilen işlenmesi kolay yüksek sertleşme kapasitesi olan çeliktir. Cıvata sanayi için çapak alma takımları, kağıt, mukavva gibi ince malzemeler için kesme bıçaklarında ve küçük boyutlu plastik kalıplarında kullanılır.
1.2210 : Cr-V alaşımlı cıva çeliği olarak çeşitli pim imalatı, kılavuz pimleri ve matkap gibi kesici takım imalatında kullanılır, tokluk ve işlenebilirliği iyidir.
|
