|
Şekil 3.19 Kalıba yerleştirilmesi [5]
Şekil 3.20 Kalıplanması
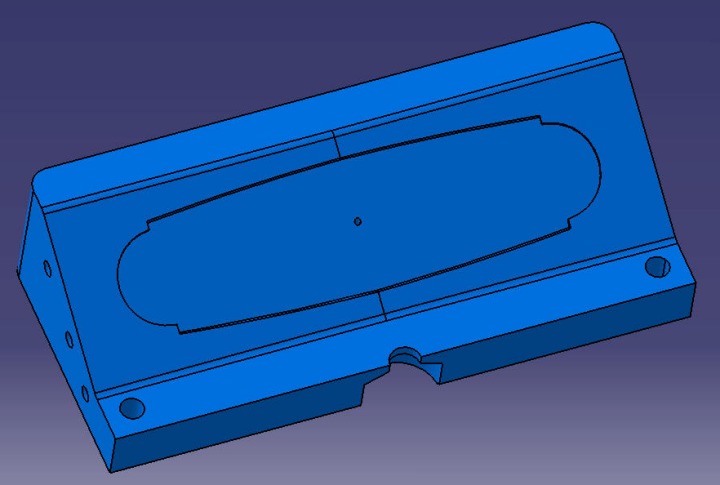
3.10 Kalıp ayrım hatlarının belirlenmesi
Kalıplanmış parça yüzeyindeki bölüm çizgisi, kalıbın bölüm yüzeyi tarafından oluşturulur. Bunlar, parçanın göze çarpmayan kısımlarına getirilerek gizlenebilir. Böylece parça daha güzel görünür ve birçok durumda son yüzey işlemlerinin yapılmasına gerek kalmaz.
Bölüm çizgisi parçanın kalıplamasını kolaylaştıracak şekilde olmalıdır. Bu yer genellikle çevrenin en büyük olduğu yerdir. Bölüm çizgisi, parçanın düzlem bir yüzeye oturması ve bütün çevreyle temas etmesi için düz olmalıdır [2].
Çok karmaşık şekilli parçaların kalıptan çıkarılabilmesi için kalıp birkaç yönde açılmalıdır. Ama bu durumun kalıp maliyetlerini artıracağı açıktır.
Tasarımın ilk aşamalarında tasarımcı ile kalıpçı arasındaki koordinasyon, bölüm yüzeyinin en iyi şekilde konumlandırılmasını sağlayacaktır.
Aşağıda, değişik parçalar üzerinde bölüm yüzeyleri görülmektedir [6].
3.11 Yolluk ağız (giriş) tipleri
Girişler, kullanımda parça yapışmasının ya da çarpışmasının görüldüğü yerlere yerleştirilmemelidir. Giriş alanı; malzeme dolumundan dolayı genellikle parçanın geri kalanından daha yüksek artık gerilmelere sahip olacaktır. Bu nedenle de parçanın kalanından daha güçsüz olacaktır.
Trim problemlerini minimize edecek şekilde giriş kanalları yerleştirilmelidir [2].
Eğer mümkünse; tamamlanmamış dolum ya da batma lekelerini önlemek için giriş en kalın tabakada olmalıdır. Bu ayrıca akış lekelerini ve burulmayı minimize eder.
Havalandırmanın tam karşısında olmak şartıyla, ayırma yüzeyine ya da itici pime giriş yerleştirilebilir [2].
Son giriş parçaları, gereğinden fazla malzeme dolmasının gerekli olduğu durumlardan dolayı batmaları temizlemek için mümkün olan yerde gerilmeler üretilir.
3.11.1 Kenar giriş kanalları
Kenar yolluk girişi, en basit yolluk giriş tasarımıdır ve imalat açısından kolayca işlenmesi de bir avantajdır. Kenar yolluk girişinin yapımının kolay olmasına rağmen kullanım alanı sınırlıdır. Genelde çok boşluklu iki tabakalı kalıplar için kullanılır ve orta kalınlıkta ya da kalın parçalar için uygundur. Ayrıca bu tasarımın kalıp doldurma karakteristiği iyi değildir. Yolluk giriş geometrisi, erimiş plastiğin kötü bir şekilde girişte yayıldığını gösterir. Bazı durumlarda, erimiş plastik kalıp girişindeki akışında hiç yayılmaz parça içinde kıvrımlar oluşturur. Kenar yolluk girişi kullanıldığında parçada yüzey kalitesi ve estetik aranmamalıdır.
Şekil 3.21 Kenar giriş kanalı [3]
3.11.2 Çengel Giriş Kanalları
Parça dayanımını arttırmak amacıyla akrilik plastiklerin kalıplanmasında kullanılır. Bu tip giriş kanallı kalıplarda dağıtıcı kanaldan gelen plastik madde çengel giriş kanalına yöneltilir ve buradan da kalıplama boşluğuna iletilir. Çengel tipi giriş kanalları genellikle kare veya dikdörtgen kesitli yapılır. Bazen de yarım yuvarlak kesitli yapılabilirler. Giriş kanalı boyutları ise, kalıplanacak plastik maddenin cinsine ve kalıplama hacmine bağlıdır.
Şekil 3.22 Çengel giriş kanalı [3]
3.11.3 İğne giriş kanalları
Bu girişler problemlere neden olurlar. Problem her zaman uzun, ince ve sivri olan bu girişlerde değil yakınlarındadır. Giriş alanının uzunluğu çok kısa gözükür, ama plastik donduğunda giriş tıkanacağından, efektif alan uzunluğu çapı değişmelidir. İğne giriş her zaman sonlamayı (finishing) minimize etmek ve merkezi giriş yerleşimi sağlamak için kenar girişinin yerine geçer. Otomatik girişin gerekli olduğu uygulamalarda iyidir ve sadece ince kısımlar için uygundur. Bu tip giriş kullanımı esnasında otomatik olarak kapının kopmasına imkân sağlar. Giriş kopması genellikle yollukları arkasından çekerek koparmak suretiyle sağlanır, bu da genellikle emici veya yolluğun arkasına gömülmüş çekici pimlerle yapılır.
Genellikle bu tip giriş kesitler sıcak yolluk sistemlerinde tercih edilirler.
Şekil 3.23 İğne giriş [3]
3.11.4 Kulaklı giriş kanalları (Tab gate)
Kulaklı giriş fışkırmayı engelleyen ve kalıp gerinimlerini minimize eden bir kısıtlı giriştir. Kulaklı giriş büyük dekoratife parçaların yapımında kullanılır. Ancak kulak kısmının parçadan koparılması pahalı bir operasyondur. Bundan dolayı nereye yerleştirileceği çok önemlidir. Genelde parça basıldıktan sonra yerinde kalmasının sağlandığı yerlere konulmalıdır.
Şekil 3.24 Kulaklı giriş kanalı [3]
|
