|
Oğuzhan
Yılmaz,
Nabil Gindy, Tolga
Bozdana
School of 4M, Manufacturing Engineering
The University of Nottingham, İngiltere
Bu çalışma MakinaTek
Dergisi Mart 2004
sayısında da yayınlananmıştır.
Giriş
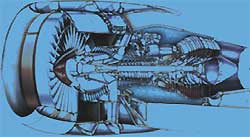 Günümüzde
güç elde etmek, havacılık sanayisinde kullanmak veya endüstride
elektrik elde etmek amacıyla kullanılan türbinler; temel olarak
birçok türbin kanadından, pervaneden, fan kanadından ve diğer
parçalardan oluşmaktadır. Günümüzde
güç elde etmek, havacılık sanayisinde kullanmak veya endüstride
elektrik elde etmek amacıyla kullanılan türbinler; temel olarak
birçok türbin kanadından, pervaneden, fan kanadından ve diğer
parçalardan oluşmaktadır.
Türbin
kanatları genelde karmaşık bir geometriye sahiptirler ve Nikel-Titanyum
gibi işlenmesi zor malzemelerden çok hassas şekilde imal edilirler.
Ayrıca türbin içerisinde değişik kademelerde farklı geometrik
yapıya sahip kanatlar kullanılmaktadır. Türbin kanatlarının
geomertilerinin karmaşık olması ve değişik geometrilerde olmasının
yanısıra malzeme yapısından dolayı ana imalat yöntemleri olan
döküm, dövme ve frezeleme yöntemleri kullanarak yeni kanatlar
imal edilmesi hem imalat maliyetini ve hem de onarım maliyetini
arttırmaktadır. Kanatlar doğal olarak türbin içerisinde yüksek
ısıya ve basınca maruz kalmakta; ayrıca kanatların içerisinde
bulunduğu dış hazneye sürtünmesi durumları oluşmaktadır.
Tüm
bu sebepler, kanatların kaçınılmaz olarak yıpranmasına, yüzeylerinin
aşınmasına ve değişik geometrik bozukluklar meydana gelmesine
sebep olmaktadır. Hem yeni bir parçanın imalat maliyeti ve
hem de değişken geomerik yapı göz önüne alındığında bu kanatların
bakım ve onarımı kaçınılmaz hale gelmektedir. Bu nedenlerden
dolayı türbin kanatlarının ve pervanelerinin restorasyonu
daha çok önem kazanmaktadır.
Gelişen
teknolojiyle birlikte, özellikle havacılık ve savunma sektöründe
türbin kanatlarının bakım ve onarım süreci şu üç temel aşamadan
oluşmaktadır:
- Aşınan
ve deformasyona uğramış kanatların öncelikle onarıma alınıp
alınmayacağına ön bir kalite denetimi ile karar vermek;
daha sonra aşınma tipini ve aşınan bölgeleri tersine mühendislik
yöntemiyle tespit etmek.
- Aşınan
bölgelerin dolgu malzemesi kullanılarak kaynak, lazer veya
lehimleme yöntemleriyle doldurulması.
- Doldurulan
bölgelerin 5-eksenli takım tezgahlarında hassas bir şekilde
işlenerek tekrar eski yüzey hassasiyetlerine ve geometri
normlarına getirilmesi
Türbin
Kanadının Temel Restorasyon Aşamaları
- Türbin
kanadı üzerindeki aşınan bölgelerin tespiti (Pre-Inspection)
- Aşınan
bölgelerin kaynaklanarak doldurulması (Metal Deposition)
- Doldurulan
bölgelerin yüksek esnekliğe sahip işlem metodları ile uyarlamalı
olarak işlenmesi (Adaptive Multi-axis machining)
- Son
kontrol (Post-Inspection)
Türbin
kanatların restorasyon aşamasında atılacak olan ilk adım,
kanadın tamir edilebilirliğini saptamaktır. Aşınan kanadın
taranması ve 3B modelinin oluşturulmasından sonra kanat tipine
bağlı olarak belirli bölgelerin kiriş kalınlıkları ve uzunlukları
(Chordal Lenght and widht) ölçülür ve sapma büyüklüğüne göre
restorasyon işlemine alınıp alınmayacağına karar verilir.
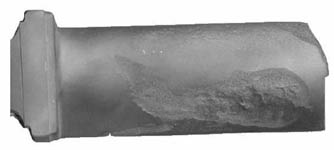
Aşağıda, aşırı çalışma şartlarından dolayı bazı türbin kanatlarının
uç (tip), hücum kenarı (leading edge) ve fırar kenarı (trailing
edge) hasarları ile diğer tip hasarlar gösterilmektedir;
Türbin
Kanatlarında Genel Hasar Formları (Common Damaged Blade Forms)
Türbin
Kanadı Yüzeyindeki Hasarlı Bölgelerin Belirlenme Aşamaları
- Türbin
kanadının taranması (Scanning of Blade)
- Taranmış
türbin kanadı yüzeyinin modellenmesi (Surface modelling)
- Yüzey
tolerans farklılıkları ve geometrik değişiklikler referans
alınarak aşınan bölgelerin büyüklüğünün ve posizyonun
belirlenmesi (Determination of position and amount of deposited
areas on the blade)
Kullanılan
Tarama Metodları (Scanning Methods)
- Tetikleyici
Sayılaştırıcı (Trigger Touch digitizing probe)
- Tarayıcı
Sayılaştırıcı (Scanner Probe)
- Nokta
Lazer tarayıcı (Laser Scanner)
- Çizgi
lazer tarayıcı (Line laser Scanner)
- CCD
Kamera (Optical scanner)
Türbin
kanatlarının tersine mühendisliğinde farklı ölçme metodları
kullanılmaktadır. Bu metodlar arasında yer alan tetikleyici
dokunmatik prob (trigger touch probe) pahalı ve ölçme işlemi
çok yavaştır. Devamlı temas eden sayılaştırıcı (tactile digitising)
prob ise atölye şartları için en uygun olanıdır ve kısa tarama
zamanı ile optimal hassasiyet sağlar. Ayrıca devamlı temas
eden ve optik sayılaştırıcılar için 3, 4 ve 5 eksenli sayılaştırıcı
kontrolörler mevcuttur.
Bunlara ek olarak nokta lazer sensörler
(point laser sensors) hassas malzemelerin taranmasında alternatif
olarak kullanılabilecek ileri seviyede teknolojik yeniliğe
sahip bir yöntemdir. Çizgi tarayıcılar (line scanner) ve CCD
kameralar (CCD cameras), kısa zamanda geometriyi yakalayabilme
özelliğine sahiptirler ancak maliyetleri çok yüksektir ve
atölye şartları için teknolojileri çok karmaşıktır.
Bir diğer
yöntem ise optik sistemlerin (optical systems) kullanılmasıdır.
Bu sistemler yüzey pürüzlüğüne karşı çok hassastırlar ancak
tarama verileri genelde devamlı temas eden sayılaştırıcı prob'daki
gibi doğruluk oranında elde edilemez;
Değişik
Tarama Metodlarının Değişik Tarama Metodlarının Karşılaştırılması
|