|
ROBOTLU KAYNAK OTOMASYONU
Bu yazımızda 6 eksenli Endüstriyel Robotların kaynak, özelliklede gazaltı ve punta kaynağında kullanılmasıyla ilgili temel bilgiler vereceğiz.
6 eksenli endüstriyel robotlar ilk olarak 1975 yılında öncelikle gazaltı, daha sonra da 1979 yılında punta kaynağında kullanılmaya başladılar. O günden bu yana robotlu kaynak otomasyonu hızla gelişmiş olup dünya çapında yüzbinlerce robot, uygun çevre ekipmanlarıyla birlikte özellikle gazaltı ve punta kaynak prosesinde kullanılmaktadır.

ROBOTLU GAZALTI KAYNAĞI (MIG / MAG)
Gazaltı kaynağı bilindiği gibi kaynak yöntemleri içinde mekanizayona / otomasyona uygunluğu ile göze çarpmaktadır. Robotun gelişimiyle bu prosesin robotla gerçekleştirilebileceği düşünülmüş, robota uygun ekipmanların yapılabilmesiyle birlikte de uygulanmaya başlamıştır. Robotlu kaynak sistemlerinin en önemli özelliği doğrudan kaynak kalitesi ve dolayısıyla ürün kalitesinin artışıdır.
Robotlu kaynak sistemlerinde kullanılan kaynak fikstürleri ise bu sistemlerin en önemli unsurlarının başında gelmektedir. Kaynak fikstürlerinin teknik özellikleri eğer istenilen koşulları sağlamıyorsa, istenilen ürün kalitesi elde edilememekte ve hatta üretim durma noktasına gelebilmektedir. Bazı kullanıcılar özellikle satın alma süreçlerinde sadece robot ve robot maliyetine odaklanmakta ve çok önemli olan fikstür ve diğer yan ekipmanların gözardı edilmesi ciddi sorunlara davetiye çıkarmaktadır.
Yüksek adetlerin ve ciddi kalite gerekliliklerinin söz konusu olduğu otomotiv sanayi bu gelişmeye çok çabuk tepki vermiş olup kısa sürede yüksek miktarlarda robot söz konusu sektörde kullanılmaya başlanmıştır. Şu anda da en büyük robot kullanıcısı sektör otomotiv ve yan sanayileridir. Bununla birlikte beyaz eşya, genel makina ve metal sektörleride her geçen gün daha fazla sayıda robot kullanmaktadır. Robot tabanlı gazaltı kaynak prosesinin kazandırdıklarını aşağıda özetlemeye çalıştık.
- Ürün kalitesinin artışı: Kaynağın yapılması için gerekli torç hareketlerinin robot tarafından hep aynı kararlılık ve etkinlikle yapılması sonucu kaynak kalitesindeki tartışılmaz artış,
- Azalan İmalat maliyetleri: Kaynak sürelerinde manuel / insanlı kaynağa göre 2 ile 5 kata kadar hız artışı ile düşen imalat süreleri ve azalan işçilik maliyetleri,
- Verimlilik artışı: Parça üretim sürelerinin kararlı ve önceden bilinebilir olmasıyla artan verim, aynı robot 3 vardiya hiç durmadan çalışabilir
- Müşterinin ihtiyacına göre tasarlanan sistemler: Ellle yapılması çok zor olan kaynakların tamamen müşterinin ihtiyacına göre tasarlanan sistemlerle yapılabilmesi,
- Çalışma ortamının iyileştirilmesi: Operatörlerin kaynak gibi ağır ve insan sağlığı için riskler barındıran bir prosesten uzaklaştırılması.
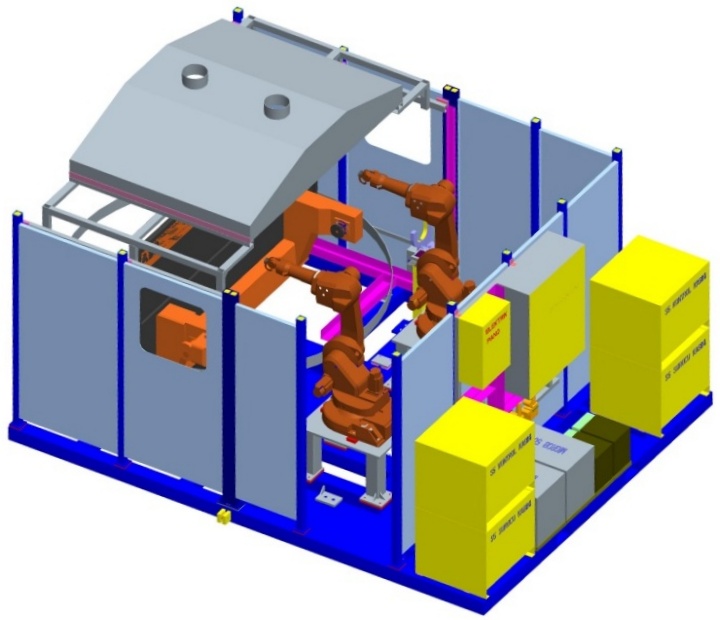
MIG / MAG KAYNAĞINDA KULLANILAN ROBOT VE YAN EKİPMANLAR

Gazaltı kaynağı yapmak için kurulan Robotlu bir istasyonda/sistemde aşağıdaki ekipmanlar bulunmaktadır,
- Robot: Parçaya uygun erişim ve taşıma kapasitesine sahip olmalıdır,
- Robot Kontrolörü: Gazaltı kaynak prosesine uygun yazılım yüklenmiş olmalıdır
- Güç Kaynağı: Kaynak yapılacak malzemeye uygun akım, gerilim özelliklerini sağlamalı, robot bilgisayarı ile entegre olmalıdır
- Torç: Parçaya ve kaynak yapılan malzemeye uygun olmalıdır, su soğutmalı olması sarf malzemelerin ömrünü uzatmaktadır
- Tel Sürücü: Kaynak telinin uygun hız ve diğer koşullarda torca sürülmesini sağlar
- Hortum Paketi: Kaynak için gerekli tel, gaz ve enerjinin tel sürücüden alınarak torca uygun bir şekilde iletilmesini sağlar
- Torç Servis Merkezi: Kaynak nedeniyle kirlenen torcun temizlenmesi ve torcun kalibrasyonu, aksi takdirde torcun kaynak curufu ile dolması nedeniyle kaynak yapılamaz hale gelmektedir.
- Parça Fikstürleri: Robotlu kaynağa uygun ve teknik gereklilikleri sağlayan (rijidlik, ayarlanabilirlik) fisktürler robotlu kaynak sistemin en önemli parçasıdır. Manuel veya otomasyonlu olabilir.
- Fikstürler için pozisyoner (Opsiyonel): Parçanın kaynakları, parçanın dönmesini gerektiriyorsa çoğunlukla fikstürler, yine robot tarafından kontrol edilen pozisyonerler ile döndürülmekte aynı zamanda parça akışı sağlanarak robotun durmaması sağlanmaktadır.
- Güvenlik Ekipmanları: Çevre çitleri, ışık bariyerleri ve mekanik sviçlerden oluşan sistemdir. Robotun çalışma sahasından insanları uzak tutmak için uygun şekilde robotlu sisteme entegre edilirler.
- Servo Kontrollü Hareketli Ray Sistemi: Robot erişiminin artırılabilmesi için robotun üzerinde hareket edebildiği Robot Travel Track.
- Ayrıca Duman emiş, istasyonun kolay taşınabilmesi için tabanlar vs.
DİRENÇ / PUNTA KAYNAĞI - SERVO TABANCA İLE GÜNDE 30 BİN PUNTA
Punta kaynağında kullanılan ekipmanların (punta tabancası, hortum paketleri vs.) ağırlığı ve entegrasyon zorlukları nedeniyle Robotlu Punta kaynağı, gazaltından daha sonra uygulanmaya başlanmıştır.
Gazaltı kaynağından farklı olarak Robotlu Punta Kaynağı daha çok otomotivde ve otomotiv yan sanayiinde ve beyaz eşya üretiminde yoğun olarak kullanılmakta ve daha farklı robot ve çevre ekipmanları gerektirmektedir.
Endüstriyel robotlu punta istasyonları %100 kaynak kalitesi ve 0.1 mm hassasiyetle üründe en yüksek kaliteyi, çevrim zamanlarında %30'a varan indirimler ile gerçekleştirebilmektedir. Günümüzde servo tabancalı bir robotla ülkemizdeki bir Otomotiv yan sanayi fimasında günlük 30000 adet puntaya ulaşmıştır.
Servo motorlu kaynak tabancaları ise, punta noktasında kaynak esnasında oluşan basıncın yol açtığı deformasyonu ortadan kaldırarak ürün kalitesi üzerinde ayrıca pozitif bir etki sağlamaktadır. Servo tabanca sayesinde parça var yok kontrolü yapılabilmekte, tabancanın ağız açıklığı istenilen değerlerde ayarlanarak çevrim süresinde iyileştirme . Ayrıca her punta noktası için baskı kuvveti, akım şiddeti ve zamanı farklı değerlere ayarlanabilmektedir.

PUNTA KAYNAĞINDA KULLANILAN ROBOT VE YAN EKİPMANLAR
- Robot: Oldukça ağır olan Servo Punta tabancasını taşıma kapasitesine ve erişime sahip olmalıdır. (IRB 6600 ve benzeri)
- Robot Kontrolörü: Punta Kaynak prosesine uygun yazılım yüklenmiş olmalıdır.
- Punta Robotu için Özel Hortum Paketi: Punta tabancasının ihtiyaç duyduğu soğutma suyu, sinyal, enerji ve havanın robotun üzerinden tabancaya iletilebilmesi için özel tasarlanmış olmalıdır.
- Kaynak Kontrol Ünitesi: Kaynak akım ve çalışma süresini ayarlamak için robot bilgisayarı ile tam entegre, genellikle AC gerilim tabanlı, tristör kumandalı Kaynak Kontrol Ünitesi (Weld Controller)
- Elektrod Bileyici: Punta Tabanca elektrodlarının bilenmesi için kullanılır ve robot tarafından kontrol edilir.
- Parça Fikstürleri: Robotlu kaynağa uygun ve teknik gereklilikleri sağlayan (rijidlik, ayarlanabilirlik) fisktürler robotlu kaynak sistemin en önemli parçasıdır. Manuel veya otomasyonlu olabilir.
- Fikstürler için pozisyoner (Opsiyonel): Parçanın kaynakları, parçanın dönmesini gerektiriyorsa çoğunlukla fikstürler yine robot sistemi tarafından kontrol edilen pozisyonerler ile döndürülmekte aynı zamanda parça akışı sağlanarak robotun durmaması sağlanmaktadır. Her sistemde olması gerekmeyebilir.
- Güvenlik Ekipmanları: Çevre çitleri, ışık bariyerleri ve mekanik sviçlerden oluşan sistemdir. Robotun çalışma sahasından insanları uzak tutmak için uygun şekilde robotlu sistem entegre edilirler,
- Servo Kontrollü Hareketli Ray Sistemi: Robot erişiminin artırılabilmesi için robotun üzerinde hareket edebildiği Robot Travel Track.
ROBOTLU YAPILABİLEN DİĞER BAZI KAYNAK PROSESLERİ
TIG KAYNAĞI: Çok ince ve özellikle beyaz eşya sektöründe kullanılan paslanmaz saçların kaynak robotuna uygun Tel Beslemeli ya da Tel beslemesiz TIG kaynağı ekipmanının entegrasyonu ile kaynatılmasıdır.
ALÜMİNYUM KAYNAĞI: Alüminyumun özellikleri nedeniyle Aluminyum kaynağında standart gazaltı ekipmanları kullanılamamaktadır. Sözkonusu kaynağın yapılabilmesi için özel torç, tel surucu ve güç kaynağına ihtiyaç duyulmaktadır.
SAPLAMA KAYNAĞI (Stud welding): Özellikle otomotiv parçalarının saplama kaynakları robotla çok etkin bir şekilde yapılabilmektedir.
|
