|
İÇİNDEKİLER
ÖNSÖZ
Günümüzde
tarım ve diğer insan iş gücü gereksinimini azaltmak ve seri
imalata yani fabrikasyona geçebilmek için makineler ve bu
makineler için takım tezgahları tasarlanmıştır. Diğer makine
sanayi ve otomotiv sanayinden sonra tarım makineleri imalatında
da kullanılmaya gereksinim duyulmuştur. Bu tasarımcıların
amacı başta da değindiğimiz gibi insan gücünü daha hızlı,
güvenilir ve verimli aletlerle değiştirmek olmuştur. Uzun
yıllar bu tezgahlarda köklü bir değişiklikler olmamıştır.
Ama sürekli bir gelişme kaydedilmiştir. Çağımız bilgisayar
teknolojisine bürünmesi, metal kesme işlerinde bir çağ açmış
olmaktadır. Bu olay genellikle "Bilgisayar Destekli Nümerik
Kontrol" olarak isimlendirilir. Kısa adlandırılması ise CNC'
dır. Bu tür takım tezgahları diğer sanayi kollarından sonrada
tarım makineleri sanayine sıçramış ve üreticileri bu tezgahlara
yatırıma sevk etmiştir. Bu sayede tarım makineleri sanayi
Avrupa standartlarına yaklaşma eğilimi göstermiş ve imalatta
seri, hatasız üretime başlanmıştır. Bu çalışmamızda CNC 'nin
tanıtılması, tezgah çeşitleri ve programlama tekniklerine
değinilecektir.
GİRİŞ
CNC
TEZGAHLARININ TARİHÇESİ:
Nümerik
kontrol fikri II. Dünya savaşının sonlarında ABD hava kuvvetlerinin
ihtiyacı olan kompleks uçak parçalarının üretimi için ortaya
atılmıştır. Çünkü bu tür parçaların o günkü mevcut imalat
tezgahları ile üretilmesi mümkün değildi.
Bunun gerçekleştirilmesi
için PARSONS CORPORATION ve MIT (Massachusetts Institute of
Tecnnology) ortak çalışmalara başladı. 1952 yılında ilk olarak
bir CINCINNATTI-HYDROTEL freze tezgahını Nümerik Kontrol ile
teçhiz ederek bu alandaki ilk başarılı çalışmayı gerçekleştirdiler.
Bu tarihten itibaren pek çok takım tezgahı imalatçısı Nümerik
Kontrollü tezgah imalatına başladı. İlk önceleri NC takım
tezgahlarında vakumlu tüpler, elektrik röleleri, komplike
kontrol ara yüzleri kullanılıyordu.
Ancak bunların sık sık
tamirleri hatta yenilenmeleri gerekiyordu. Daha sonraları
NC takım tezgahlarında daha kullanışlı olan minyatür elektronik
tüp ve yekpare devreler kullanılmaya başlandı. Bilgisayar
teknolojisinde ki hızlı gelişmeler Nümerik Kontrollü sistemleride
etkilemiştir.
Artık günümüzde NC tezgahlarda daha ileri düzeyde
geliştirilmiş olan entegre devre elemanları, ucuz ve güvenilir
olan donanımlar kullanılmıştır. ROM (Read Only Memory) teknolojisinin
kullanılmaya başlanılmasıyla da programların hafızada saklanmaları
mümkün oldu. Sonuç olarak bu sistemli gelişmeler CNC' nin
(Computer Numerical Control) doğmasına öncülük etmiştir. CNC
daha sonra torna, matkap vb. takım tezgahlarında yaygın olarak
kullanılmaya başlandı.
CNC
NEDİR?
Bilgisayarlı
Nümerik Kontrol de (Computer Numerical Control) temel düşünce
takım tezgahlarının sayı, harf vb. sembollerden meydana gelen
ve belirli bir mantığa göre kodlanmış komutlar yardımıyla
işletilmesi ve tezgah kontrol ünitesinin (MCU) parça programını
edebilen sistemdir.
Bilgisayarlı
Nümeik Kontrol de tezgah kontrol ünitesinin kompütürize edilmesi
sonucu programların muhafaza edilebilmelerinin yanında parça
üretiminin her aşamasında programı durdurma, programda gerekli
olabilecek değişiklikleri yapabilme, programa kalınan yerden
tekrar devam edebilmeve programı son şekliyle hafızada saklamak
mümkündür. Bu nedenle programın kontrol ünitesine birkez yüklenmesi
yeterlidir. Programların tezgaha transferleri delikli kağıt
şeritler (Punched Tapes), Manyetik Bantlar (Magnetic Tapes)
vb. veri taşıyıcılar aracılığıyla gerçekleştirilir.
CNC
TAKIM TEZGAHLARI:
CNC
takım tezgahların dan önce NC takım tezgahlarına özetleyip
CNC tezgahlarını anlatmaya geçeceği Nümerik Kontrol (NC) metal
ve diğer tür malzemelerin talaş kaldırmak suretiyle işlenmesinde
kullanılan her türlü takım tezgahında yaygın olarak uygulanmaktadır.
Bu tezgahlardan bazıları şunlardır:
- Torna
tezgahı (lathe machine)
- Freze
tezgahı (miling machine)
- Matkap
tezgahı (drilling machine)
- Delik
büyütme tezgahı (boring machine)
- Taşlama
tezgahı (grinding machine)

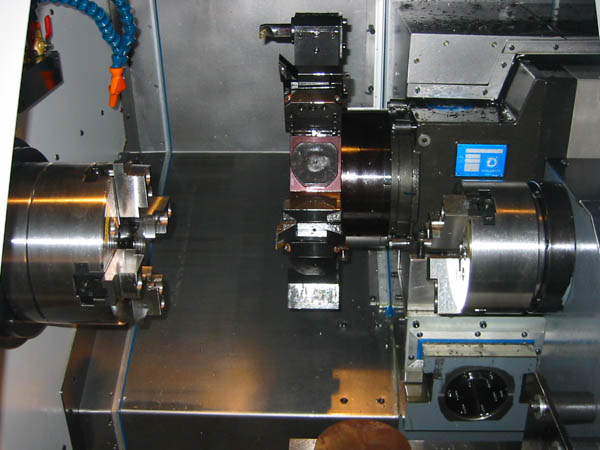
Şekil
1.2 NC takım tezgahları
Bütün
NC takım tezgahlarının kendilerine özgü kapasite, operasyon
yetenekleri ve bir takım karakteristik özellikleri vardır.
Bu nedenle tezgahın sahip olmadığı hiçbir işleme özelliği
o tezgaha yaptırılamaz.
NC
takım tezgahlarında hafıza bulunmadığından bu tür tezgahlarda
blok verileri sıra ile okunur ve işleme konulur. Bir iş parçasının
imalatı esnasında tezgahın kontrol ünitesi (Machine Control
Unit) bir bloktaki bütün verileri okur ve tezgahta gereken
işlem operasyonlarını yerine getirir. Operasyonlar tamamlandıktan
sonra bir sonraki bloka geçirilir. Bu işlem sırasıyla program
sonuna kadar devam eder.
Parça
programları standart kağıt şerit üzerindeki yer ve diziliş
şekillerine göre farklı nümerik (sayısal) ve alfa nümerik
(alfa sayısal) değer ve anlamları vardır.
CNC
takım tezgahlarının fiziksel tasarım ve konstrüksiyonların
NC tezgahların aynıdır. Ancak NC takım tezgahlarında yapılmaları
pratikte mümkün ve ekonomik olmayan bir dizi fonksiyonel özellikler
bu tür tezgahlara ilave edilmiştir.
Bu
özellikler şunlardır;
-
Tezgaha yüklenmiş olan parça programları kontrol ünitesi
hafızasında saklanabilir, buradan çağrılarak defalarca işletilir.
-
Tezgah kontrol ünitesini besleyen özel bir güç kaynağı mevcuttur.
Tezgahın enerjisi kesilse bile program vb. veriler muhafaza
edilir.
-
Parça programı üzerinde yapılması düşünülen değişiklikler
istenildiği anda ve kolaylıkla yapılır. Değiştirilmiş olan
program son şekliyle hem işletilir hem de hafızada saklanır.
-
Bazı rutin operasyonlar program içerisinde döngüler (Cycles)
şeklinde tanımlanır ve gerekli yerlerde kullanılır. (Delik
delme, delik büyütme, dikdörtgen cep frezeleme, kademeli
ve konik tornalama, radyüs tornalama vb.)
-
Bir iş parçası üzerinde döngüler dışındaki tekrarlanması
gereken operasyonların programlama ana program (Main Program)
içerisinde birkez yazılır ve Alt Program (Sub Program) adıyla
isimlendirilirler. Ana programın uygulanması sırasında bu
alt programlar gerekli yerlerde çağrılarak işlem tamamlanır.
Buna örnek olarak ADANA yazısının programını verebiliriz.
Burada A harfi için bir alt program yazılır. Ancak bu program
farklı X mesafesinde sadece koordinat tanımlamaları yapılmak
suretiyle uygulanır. Böylece normal program %40 daha kısaltılmış
olur.
-
Bir parçanın programı yazıldığında normal olarak belirli
tür ve çaptaki kesicilere işlenir. Programlama esnasında
kesici çapının dikkate alınarak bazı belirli ölçüsel kaydırmaların
yapılması gerekir. Halbuki kesici telafisi (Cutter Compensation)
kolaylığı ile bu kaydırmalar CNC kontrol ünitesi (CNC Control
Unit) tarafından programın işletimi esnasında yapılır. Kullanılan
kesici kırıldığında ve aynı çapta başka bir kesici bulunamadığı
durumlarda farklı çaptaki kesici ile programa kalınan yerden
devam edebilme kolaylığı sağlar. Kontrol ünitesi yeni kesicinin
çapına göre gerekli ölçüsel kaydırmaları yapar.
-
Bilgisayar
sayesinde konum değiştirmeler, devir sayısı ve ilerlemelerde
optimum değerlere ulaşır. Bunun sonucu olarak CNC takım
tezgahlarında ideal çalışma koşulları sağlanmış olur. Alın
tornalama işleminde iş parçasının çapı sürekli olarak değiştiğinden
buna bağlı olarak devir sayısının da değişmesi gerekir (Constant
Surface Speed). Sonuç olarak elde edilen yüzey kalitesi
ve hassasiyet konvansiyel tezgahlara (Conventional Machines)
kıyaslanmayacak derecede iyidir.
-
CNC kontrol ünitesinde bilgisayar kullanımı sonucu diğer
pek çok bilgisayar ve sistemleriyle iletişim kurabilme avantajına
sahiptir.
-
Parça imalatınageçilmeden önce görüntü ünitesi (Visual Display
Unit) yardımıyla grafik olarak parça programının benzetimi
mümkündür.
-
Kesici aletlerin değiştirilmeleri her hangi bir manuel müdahale
olmaksızın yapılır. Bunun için dönerli taretler (Rotary
Turrets) yada paletli kesici magazinleri kullanılır.
Şekil
1.3 Kesici taret ve magazinler
CNC
TAKIM TEZGAHLARININ AVANTAJLARI:
-
Konvansiyonel tezgahlarda kullanılan bazı bağlama kalıp,
mastar vb. elemanlarla kıyaslandığı zaman tezgahın ayarlama
zamanı çok kısadır.
-
Ayarlama, ölçü, kontrolü, manuel hareket vb. nedenlerle
oluşan zaman kayıpları ortadan kalkmıştır.
-
İnsan faktörünün imalatta fazla etkili olmamasından dolayı
seri ve hassas imalat mümkündür.
-
Kalifiye insan ihtiyacına gerek yoktur.
-
Tezgah operasyonları yüksek bir hassasiyete sahiptir.
-
Tezgahın çalışma temposu her zaman yüksek ve aynıdır.
-
Her türlü sarfiyat (elektrik, emek, malzeme vb.) asgariye
indirgenmiştir.
-
İmalatta operatörden kaynaklanacak her türlü kişisel hatalar
ortadan kalkmıştır.
-
Kalıp, mastar, şablon vb. pahalı elemanlardan faydalanılmadığı
için sistem daha ucuzdur.
-
Depolamada daha az yere gerek vardır.
-
Parça imalatına geçiş daha süratlidir.
-
Parça üzerinde yapılacak değişiklikler sadece programın
ilgili bölümünde ve tamamı değiştirilmeden seri olarak yapılır.
Bu nedenle CNC takım tezgahlarıyla yapılan imalat büyük
bir esnekliğe sahiptir
CNC
TAKIM TEZGAHLARININ DEZAVANTAJLARI:
Her
sistemde olduğu gibi CNC tezgah ve sistemlerinin avantajları
yanında bazı dezavantajları mevcuttur. Bunlar şunlardır;
-
Detaylı bir imalat planı gereklidir.
-
Pahalı bir yatırımı gerektirir.
-
Tezgahın saat ücreti yüksektir.
-
Konvensiyonel tezgahlara kıyaslandığında daha titiz kullanım
ve bakım isterler.
-
Kesme hızları yüksek ve kaliteli kesicilerin kullanılması
gerekir.
-
Peryodik bakımları uzman ve yetkili kişiler tarafından düzenli
olarak yapılmalıdır.
CNC'NİN
ENDÜSTİRİDEKİ KULLANIM ALANLARI:
Günümüzde
endüstrinin talaşlı imalat adını verdiğimiz bölümü CNC' nin
en yaygın biçimde kullanıldığı alandır. Bugünkü CNC'nin doğmasına
da bu alanda karşılaşılan problemlerin sebep olduğu yukarıda
açıklanmıştı. Üç eksenli bir freze tezgahı ilk kez 1952 yılında
çalıştırıldığında bu tezgah o günkü bazı imalat problemlerinin
çözümünü sağladığı için çok mükemmeldi. Freze tezgahlarına
uygulanan bu sistemler daha sonra torna, taşlama vb. takım
tezgahlarına da uygulandı. Günümüzde imalatın yapıldığı hemen
hemen her alanda CNC kullanılmaktadır.
CNC'nin
kullanıldığı başlıca alanlar;
-
Talaşlı imalat
-
Fabrikasyon ve kaynakçılık.
-
Pres ileri
-
Muayene ve kontrol.
-
Montaj.
-
Malzemelerin taşınması.
|
