|
CNC
TAKIM TEZGAHLARI
A-
CNC TORNA TEZGAHLARI:
Nümerik
kontrollü torna tezgahlarda genelde X ve Z ekseni olmak üzere
iki temel eksen vardır. Bu tür takım tezgahlarında pek çok
profil tornalama işlemlerinin yapılabilmesi için doğrusal
interpolasyon (Linear Interpolation) ve eğrisel interpolasyon
(Circular Interpolation) işlem özelliği yeterlidir. Ayrıca
devir sayısı ve kesici değiştirme, ilerleme hızının belirlenmesi
vb. fonksiyonlara sahiptirler.
İşleme
kapasiteleri daha geniş olan CNC torna tezgahlarında eksen
sayıları 3 yada daha fazla olabilir. Üçüncü eksen tezgah taretinin
eksen hareketi olabilir. Özellikle endüstriyel tip CNC torna
tezgahlarında (Industrial type CNC lathes) tezgahın yapısal
direncini artırmak, daha hassas imalatı gerçekleştirebilmek
ve çıkan talaşları kesme bölgesinden uzaklaştırabilmek için
yapısal ayrıntılarında bazı dizayn değişiklikleri yapılmıştır.
(Şekil A-1)

Şekil
A-1 CNC torna tezgahı
B-CNC
FREZE TEZGAHLARI
CNC
Freze tezgahları operasyon yeteneklerinin çeşitliliği bakımından
işleme merkezlerinden sonra en çok işlem kabiliyetine sahip
olan tezgahlardır. (Şekil B-2) Bu tür tezgahlar en az 3 olmak
üzere 4-5 ve daha fazla eksende işlem yapabilme özelliklerine
sahiptir. Bu tezgahların bütün çeşitleri sürekli iz kontrol
(Continuous Paht Control) ile donatılmıştır. Otomatik kesici
değiştirme (Automatic Tool Change) kolaylıkları bir başka
özellikleridir. Kesici telafisi (Tool Compensation) özellikle
eğrisel frezeleme işlemlerinde ve kalıpçılıkta büyük kolaylık
sağlar.

Şekil
B-2 CNC Freze tezgahı
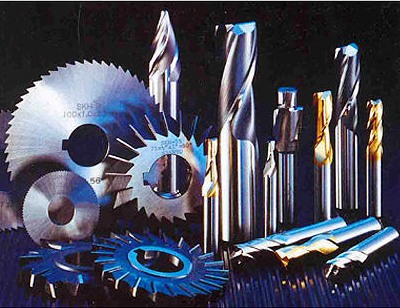 
 
Şekil
B-3 CNC tezgahlarında kullanılan kesici uçlar
Üç
boyutlu (3 Dimension) iş parçalarının ideal profil ve optimum
özellikte işlenmeleri başarıyla gerçekleştirilir. Kullanılan
kesiciler, uçları radyuslu ve yüksek kesme hızına sahip sert
maden ve titanyum kaplı uçlardır. (Şekil B-3)
C-
CNC İŞLEME MERKEZLERİ:
Bu
tür CNC tezgahları noktasal hareket (Point to Point) ve sürekli
iz kontrolü (CPC) ile donatılmıştır. Böyle kompleks ve çok
sayıda operasyonlara sahip iş parçalarının imalatları bir
bağlamada gerçekleştirilir. (Şekil C-1)
a-
Yatay işleme merkezi
b- Düşey işleme merkezi

Şekil
C-1 CNC işleme merkezleri
CNC
İŞLEME MERKEZLERİNİN KAREKTERİSTİK ÖZELLİKLERİ:
-
Prizmatik iş parçalarının bir bağlanışta 3 hatta 4 yüzeyi
aynı anda işlenebilir.
-
Alın frezeleme, delme delik büyütme rayba ve kılavuz çekme,
profil işleme, açılı delik delme vb. işlemler yapılabilir.
-
Kullanılacak olan kesiciler tezgahın magazin kısmına yerleştirilir
ve program içerisinde gerekli olan işlemlerde kullanılır.
Magazinler 10-30-60-80 yada daha fazla kesici kapasitesinde
sahiptir.
-
İş parçalarının tezgaha bağlanma ve çözülme işlemlerinde
robot kol ve ekipmanlar kullanılır. Böylece bu alandaki
zaman kayıpları ortadan kaldırılır.
D-
CNC MATKAP TEZGAHLARI:
CNC
matkap tezgahları (Şekil D-1) işlem fonksiyonları bakımından
konvansiyonel türlerinden çok farklı değildir. Başlı başına
CNC matkap tezgahı olarak değil küçük kapasiteli düşey işleme
merkezi olarak tasarlanırlar. Tezgah tablasının hareketleri
X ve Y eksenleri, kesicinin hareketi ise Z ekseni doğrultusundadır.
Bu
tür tezgahlarda pek çok olasılıklar söz konusudur. (Tabla
sabit kesicinin bağlandığı başlık koordinat eksenlerinde hareket
edebilir. Birden fazla tezgah mili ve tablası bulunabilir.)
Özellikle basit frezeleme, delme ve delik büyütme işlemlerinde
çok kullanışlıdırlar.
Şekil D-1 Matkap tezgahı fonksiyonlu düşey işleme merkezi
DELME
OPERASYONLARINDA İŞLEM BASAMAKLARI:
Kesici alet delinecek hedef noktanın X ve Y koordinatlarına
gönderilir. Hedef noktaya ulaşıldığında kesici iş parçası
yüzeyine emniyetli bir mesafeye (Clearance Height) kadar süratle
yaklaşır. İş parçasının delinme işlemine başlanır. Eğer delik
derinse kesici bir miktar geri çıkarılarak talaşlar boşaltılır
ve tekrar delme işlemine devam edilir. Delme işlemi bitiminde
kesici süratle parça dışına çıkarılır. Kesici bir sonraki
delik için belirlenen koordinatlara gönderilir. CNC matkap
tezgahlarında ayna görüntü (Mirror Image) ve tekrar (Repeat)
döngüleri çok yaygın olarak kullanılır. Ayna görüntü için
gerekli olan X ve Y koordinat değerleri girilir. Tekrar döngüsünde,
tekrar sayısı ve işlemin uygulanılacağı X ve Y koordinat tanımlamaları
yapılır. Böylece program bir hayli kısaltılmış olur. Farklı
kesici boyutları ile ilgili değerlerin tezgah kontrol ünitesinin
ilgili birimine kesici uzunluk telafisi (Tool Length Compensation)
olarak girişleri yapılır. Otomotik kesici değiştirme (ATC)
kolaylığı ile fazla sayıda kesici kullanımında imalata büyük
bir hız kazandırılır.
E-
CNC TAŞLAMA TEZGAHLARI
Silindirik
ve düzlem taşlama işlemlerinde yüksek hassasiyet ve yüzey
kalitesi elde edilmesi gerekir. Bu nedenle özellikle teknolojik
bakımdan Nümerik Kontrolün temel felsefesine çok uygundur.
Ne yazıktır ki bu alanda NC kullanımı son yıllarda olmuştur.
Taşlama ile ilgili bazı özel problemlerini başarı ile çözümleyen
imalatçı firmalar Nümerik Kontrolü imalatları ile bütünleştirerek
kendi NC sistemlerini geliştirmişlerdir. (Şekil E-1)

Şekil
E-1 CNC taşlama tezgahı
Torna
ve freze tezgahlarında kullanılan standart kontrol tasarımları
taşlama tezgahlarında kullanışlı değildir. Bu nedenle taşlama
tezgahlarının kontrol sistemlerinde diğer tür tezgahlardan
farklı çözümlere ihtiyaç vardır. Bunlar ;Bazan 0. 1 mikrona
varan yüksek hassasiyet. Çok geniş bir ilerleme hızı alanı.
İlerleme hızları 0. 02 mm/dak. İle 60 m/dak. arasında değişir.
Taşlama işlemleri ile ilgili özel taşlama döngüleri (Canned
Grinding Cycles) . Kademeli ilerleme artışı, bekleme, salınım,
rutin, taş bileme vb. bu döngülere örnektir. Otomotik kesici
telafisinin zımpara taşının bilenmesinden sonra yapılması.
Doğrusal (Linear) ve eğrisel (Circular) interpolasyon hız
kesilmeden yapılmalı. Herhangi kontur sapmalarında zımpara
taşının bilenmesi. Programa sonradan yapılacak veri girişleri
ve düzeltme işlemlerinin kolaylıkla yapılabilmesi. Taşlama
tezgahlarında kullanılan kesici miktarı fazla olmadığı için
telafi işlemi daha basittir.
F-
CNC PRES VE ZIMBALI DELİCİLER:
 |
|
Şekil
F-1 CNC zımbalı deliciler |
CNC
Pres ve zımbalı delicilerle konum değiştirmeler iki eksenli
sürekli iz kontrolü şeklinde ve yüksek değerlerde yapılır.
Programlanabilen kurs ilerlemesi sac malzemelerin kalınlıklarına
göre değiştirilebilir. Genelde bu tezgahlarda imal edilen
parçalar benzerdir. Bu nedenle program hafızaları geniş ölçüde
kombine ve tekrarlanabilir programlama yeteneklerine sahiptir.
(Şekil F-1)
Zımbalı
delicilerde zımba şekilleri basitten kompleks profillere kadar
değişik işlem yapabilecek özelliklere sahiptir. Bunun için
yaygın olarak kullanılan zımbalar standartlaştırılmış ve hazır
olarak bulunabilir. Yine bu tür tezgahların zımba uçlarının
otomatik olarak değiştirilme özellikleri de vardır. Zımba
taretlerinin en yaygın olarak kullanılan 36 istasyonlu olanlardır.
Bilgisayar yardımı ile imal edilecek parçalar ve sac plakalar
üzerine yerleştirilir. Böylece en az fire verebilecek şekilde
optimum parça yerleşimi sağlanır. Parçaların taşınmaları ve
tezgaha sürülme işlemi, mamül ve artık parçaların uzaklaştırılmaları
programlı taşıyıcılar yardımıyla yapılır.
G-
CNC NOKTA KAYNAK MAKİNALARI:
Nümerik
Kontrollü Nokta Kaynak Makineleri (Numerical Controlled Spot-Welding
Machines) son yıllarda özellikle otomotiv endüstrisi alanında
uygulamaya konulmuştur. Parçaların transfer hatları üzerinde
kaynaklanması manuel kaynaklamaya göre büyük bir başarıyla
gerçekleştirilir. Karmaşık geometriye sahip parçaları seri
ve istenilen tamlıklarda kaynaklanır.
Program
ilk parçanın yapımıyla düzenlenir ve tekrarlanır. Bu işlem
'Playback' tekniği olarak isimlendirilir. Yani kaynak yapılacak
parçanın her bir kısmı manuel olarak ayarlanır ve klavye aracılığı
ile hafızaya girişi yapılır. Böylece yardımcı koordinat hesaplamaları
da ortadan kalkmış olur. CNC nokta kaynak makinelerinin pek
çoğu CNC kaynak hattıyla şebekelendirilir. İşlem esnasında
hafızadan gerekli olan kaynak programı çağrılır ve kaynak
işlemi yapılır.
Bu
makinelerdeki CNC temelde operasyon kontrolünden çok makine
kontrolüdür. Oksiasetilen, plazma yada lazer kesicilerde işlemi
yapan başlık tezgah milidir. Eğer bu başlıklar yerine bir
kaynak torku takılırsa CNC kaynak makinesi elde edilir. Kaynak
işlemlerinde robot kullanımı en başarılı ve yaygın olan uygulamadır.
DİĞER
TÜR CNC TAKIM TEZGAHLARI:
Yüksek
verim ve hassasiyetinden dolayı CNC günümüzde her türlü imalat
sisteminde yaygın olarak kullanılmaktadır. Otomatik kesici
değiştirme özellikleriyle de otomasyonda büyük ölçüde kolaylık
ve zaman tasarrufu sağlar.
Günümüzde
CNC 'nin kullanıldığı tezgah çeşitleri yalnızca yukarıda bahsedilenler
değildir. Ancak bunlar en yaygın olarak kullanılanlardır.
Bunların dışında CNC 'nin kullanıldığı tezgah türleri:
-
Üç boyutlu ölçme ve kontrol tezgahları
-
Alet bileme tezgahları
-
Testere tezgahları
-
Montaj sistemleri
-
Erozyon tezgahları
-
Kaplama tezgahları
-
Malzeme taşıma sistemleri
-
Lazer kesme tezgahları
-
Boru bükme makineleri
-
Sıvama tezgahları
-
Alevle kesme makineleri
|
