|
3. Kalıp Gerilme Analizi Örnekleri
Bu bölümde bağlantı elemanlarının soğuk dövme yöntemi ile üretilmesinde karşılaşılan kalıpla ilgili sorunlar ve çözümlerinde sonlu eleman yönteminin kullanılmasına ilişkin örnekler verilmiştir:
3.1. M12x25 Küre Bijon Kalıp Kırılma Analizi
M12x25 küre bijonların (Şekil 5.a) 3. istasyonda gerçekleştirilen kafa dövme işleminde (Şekil 5.b.) yaşanan kalıp kırılması sebebiyle bu parçaların üretiminde problem yaşanmıştır. Ömürleri yaklaşık 50.000 olan kalıplarda radyus ile kafa altı düzlüğünün birleşme yerinde sürekli olarak radyal kalıp kırılması ile karşılaşılmaktadır (Şekil 6).
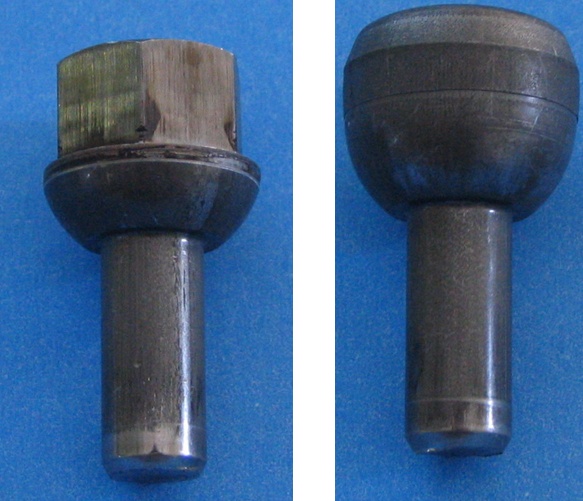
Şekil 5 - a) M12x25 küre bijon b) 3. istasyon kafa dövme numunesi

Şekil 6 - Kırılmış örnek kalıplar
C25B malzemeden üretimi yapılan bu parçanın öncelikle tel çekme, ekstrüzyon ve kafa ön hazırlık işlemleri rijit kalıplar ile modellenmiştir. 3. istasyonda kalıpların hassas incelemesinin yapılması için tüm sabit kalıp elemanları sonlu eleman ağıyla örülmüştür (Şekil 7).
Karpit malzemeden üretilen dış çapı 38 mm olan kalıp çekirdekleri öncelikle dış çapı 49 mm olan çelik sıkıştırma çemberine, daha sonra da dış çapı 90 mm olan sıkmalı kovana sıkı geçirilmektedir.
Kalıpların sıkı geçme miktarları; karpit - çember arasında yaklaşık 0.20 mm, çember - kovan arasında ise 0.1mm dir.
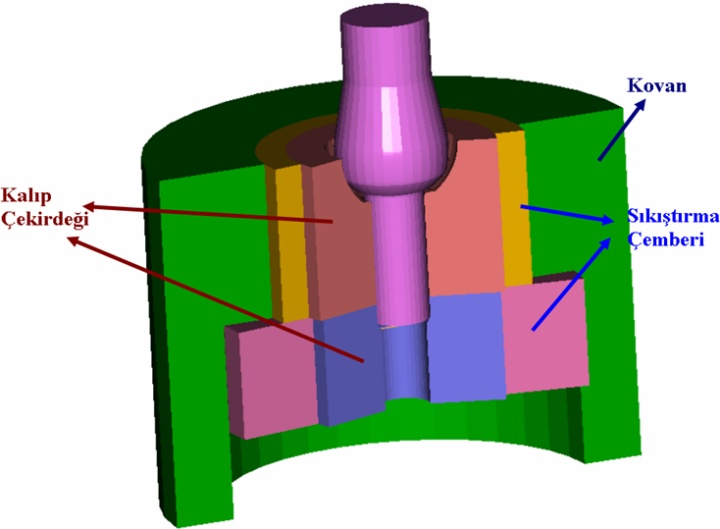
Şekil 7 - 3. istasyon kalıp modeli
Dövme işlemi sırasında kalıpta kırılmanın yaşandığı bölgede asal çekme gerilmelerinin 800MPa'a kadar çıktığı görülmektedir. Dövme sırasında çekirdek üzerinde açısal çekme gerilmesi oluşmadığı görülmüş ve kırılmaya asal çekme gerilmelerinin sebep olduğu belirlenmiştir. Ayrıca bu çekme gerilmelerinin yönü Şekil 8'de gösterildiği gibi kalıbın kırılma yönündedir.
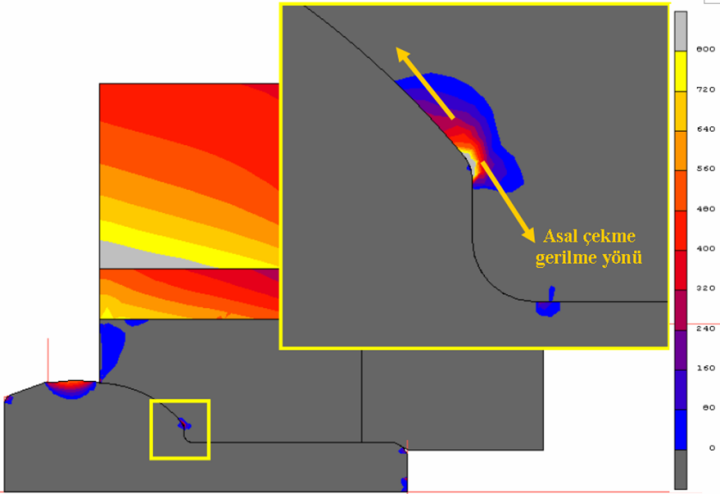
Şekil 8 - Kalıp üzerindeki asal çekme gerilme dağılımı
Probleminin nedeninin anlaşılmasının ardından çözüme yönelik olarak, Şekil 9'da görülen kalıp tasarımı düşünülmüştür. Bu tasarımda kalıplar üzerinde herhangi bir çekme gerilmesi görülmemiştir. Kalıbın analizler sonucu sağlıklı bir şekilde çalışacağı öngörülmüş, kalıplar bu şekilde üretilmiş ve üretim kalıp kırılması gerçekleşmeden tamamlanmıştır.
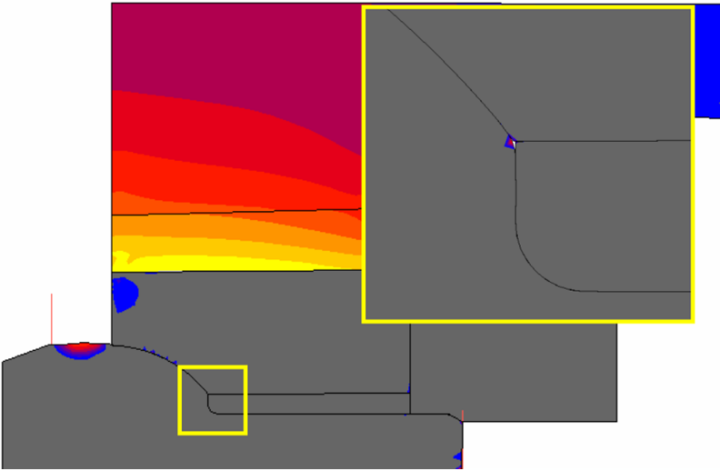
Şekil 9 - Parçalı çekirdek üzerinde asal gerilme dağılımı
3.2. Ø12.9 Rotil Kalıp Hasarının Üretim Öncesinde Tahmin Edilmesi
|
