|
Dövme istasyon tasarımları Şekil 10'da gösterilen Ø12.9 Rotilin üretiminde, konik açının yüksek olması sebebiyle şekillendirme sırasında kalıp sorunu yaşanabileceği öngörülmüştür. Olası problemlerin önceden tespit edilebilmesi için bilgisayar analizleri ile dövme işlemi simüle edilmiştir. Öncelikle istasyon tasarımı yapılarak malzeme akışı incelenmiş daha sonra kritik istasyonlar olan 2. ve 3. istasyonlarda kalıp analizleri gerçekleştirilmiştir.
Şekil 10 - Soğuk dövme istasyon şekilleri
2. istasyonda gerçekleştirilen konik ekstrüzyon ile kafa hazırlık işlemi deforme olabilen kalıplar ile modellenerek incelenmiştir. Bu istasyonda ekstrüde edilen parça öncelikle konik kısımda akmaya başlamakta ve daha sonra kafa hazırlık formu oluşturulmaktadır. Fakat konik bölgenin tam olarak dolduğu aşamada kalıp iç yüzeyine yüksek basınç etki etmektedir. Bu da eksenel çekme gerilmelerinin oluşmasına sebep olmaktadır (Şekil 11). 3. istasyondaki durumdan farklı olarak istenmeyen gerilme dağılımı dövme işleminin ortasında oluşmakta ve prosesin sonuna kadar devam etmektedir. Bu durum 2. istasyon kalıplarının düşük adetlerde kırılmasına yol açacak ve kalıp sarfiyatını arttıracaktır. Analitik çözümleme yöntemleri ile kovana çakma ve çift sıkıştırma çemberi uygulama yöntemleri de incelenmiş fakat çekme gerilmelerinin ortadan kaldırılamayacağı tespit edilmiştir.
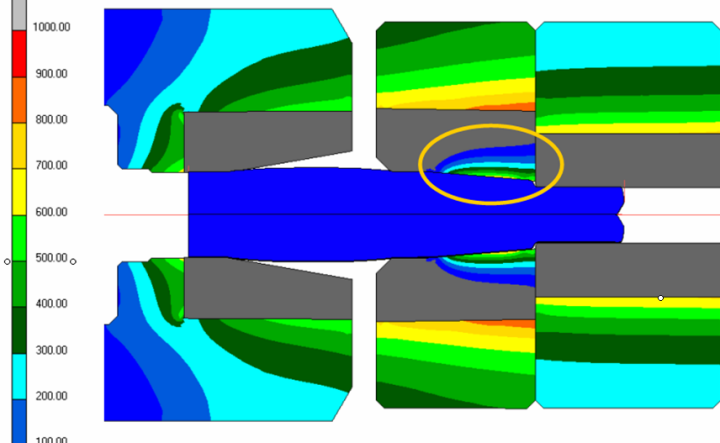
Şekil 11 - 2. istasyon kalıplarında açısal gerilme dağılımı
2. istasyona düşen yükü azaltmak amacıyla, kafa bölgesindeki şişirme işleminin kaldırıldığı yeni bir istasyon dövme sırası tasarlanmıştır (Şekil 12). Ancak yapılan kalıp analizleri kalıp çekirdeğinde çekme gerilmelerinin yok edilemediğini göstermiştir.
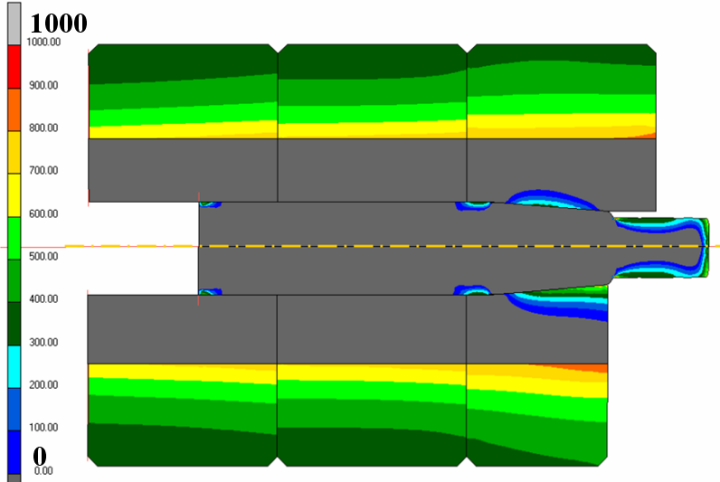
Şekil 12 - 2. istasyon şekli değiştirilen dövme adımları ve 2. istasyon kalıplarında açısal gerilmeler (MPa)
Bu sonuç üzerine üretimde kullanılmak üzere yurtdışından yüksek basınca dayanıklı, ileri teknoloji ürünü kalıplar getirtilmiştir. Analiz sonuçlarını sağlamak amacıyla da firmamız içerisinde kırılması beklenen kalıplar üretilmiş ve üretim sırasında denenmişlerdir. Kalıplar 1300 üretim adedinde, öngörüldüğü şekilde kırılmıştır (Şekil 13).
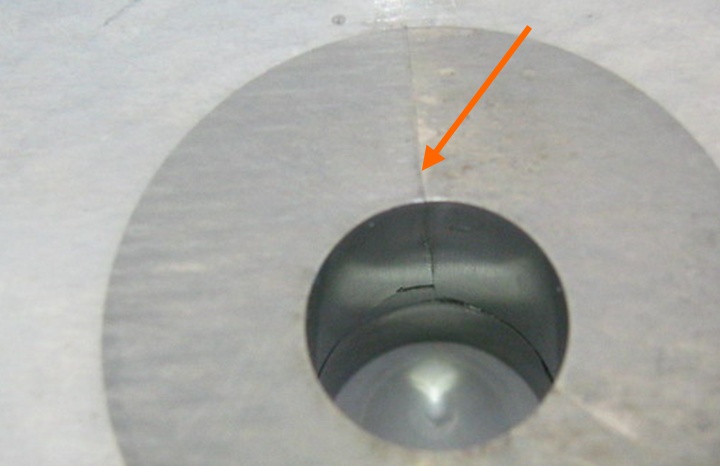
Şekil 13 - Kırılan 2. istasyon kalıbı
3. Sonuçlar
Metal şekillendirme simülasyonları malzeme akışının yanı sıra, dövme kalıplarındaki gerilmeleri hesaplayabilmeleri nedeniyle firmalara önemli kazançlar sağlar. Ancak analizlerin doğru sonuç vermesi, doğru malzeme karakteristiklerinin elde edilmesi, kalıpların teknik resimlere uygun yapılması ve kalıp sıkı geçme modellemesinin doğru tekniklerle yapılmasına bağlıdır. Sıkı geçmenin doğru modellenmesi ile, kalıp hasarları önceden tahmin edilebilir ve iyileştirme önerileri bilgisayar ortamında denenebilir.
4. Referanslar
[1] Önder C.: "Analysis of Bolt Production by Metal Forming"; Yüksek lisans tezi; Ortadoğu Teknik Üniversitesi, Ankara, 2004
[2] MSC. SuperForm Command Reference, 2004
[3] "Kalıp Gerilme Analizlerinin Sonlu Elemanlar Yöntemi Kullanılarak Yapılan Soğuk Dövme Simülasyonlarına Uyarlanması"; Aygen M.; Önder, C.;MSC. Software Kullanıcı Konferansı; Haziran 2006.
[4] Lange, K.: "Handbook of Metal Forming"; Society of Manufacturing Engineers; 1985
|
