|
Gövde
tasarımı yapılırken ağırlığın ve üretim masraflarının azaltılması
ve yüksek eksen hızlarında çalışma özelliği hedeflenir. Tezgah
döküm gövdesi mekanik kuvvetlerden doğan deformasyonları azaltmak
için takviyeler, kalın ve ince kesitler, bölmeler, sinirler,
delikler ihtiva eder. Bu yapı tarzı hem tezgahtan doğan hem
de çevre sıcaklığından ileri gelen ısıl deformasyonların kontrol
altına alınmasını çok zorlaştırır. Tezgahta bir bölgenin daha
sıcak (örneğin elektrik panosu tarafı), başka bir bölgenin
daha soğuk kalması genleşme hesaplarını alt üst eder. Örneğin
bir dik işleme merkezinde düşey kolonun iş mili tarafı daha
çok ısınır ve kolonun arka tarafı atmosferle temas ettiğinden
pek o kadar ısınmaz.
Isınan
ön taraf uzayarak iş mili ekseninin düşey konumdan ayrılmasına
ve alt ucunun operatör tarafına yaklaşmasına yol açar. Yani
iş milinin düşey konumdan saptığı görülür. İş milinin alt ucuna
bağlı takım da teorik konumdan farklı bir konuma gelerek oradan
talaş kaldırır.
Otomotiv
sac kalıpları gibi büyük ebatlı kalıplar çift kolonlu işleme
merkezlerinde üretilmektedir. Bu kalıpların ağırlığı 35 ton
civarındadır. Tezgah, kalıp ağırlığından, hareket sırasında
doğan ivme kuvvetlerinden ve boyları oldukça uzun (birkaç
metre) tezgah elemanlarında ısıl genleşmelerden doğan deformasyonlarla
başa çıkmak ve bitmiş kalıp ölçülerinin birkaç mikron hassasiyetle
CAD resmine uygun olmasını sağlamak zorundadır; ve modern
tezgahlar bu gereksinimleri tatmin edebilmektedirler.
Tezgah
elemanlarında ısı kalkanları, bazı bölgelerde kullanılan soğutma
fanları ve nihayet makine elemanlarının simetrik yapılması,
ısıl uzamaların tezgah yazılımı tarafından kontrol altında
tutulması, bugün kullanılan belli başlı çarelerdendir.
Isıl
tesirlerin kompansasyonu (telafisi) modern tezgahların klimalı
odalara ihtiyaç hasıl olmadan, en hassas ve sofistike (dolayısıyla
değerli) parçaların ve kalıpların imal edilmesine olanak tanımaktadır.
Soğutma suyunun sıcaklığının kontrolü (Thermo regulation) kullanılması
durumunda 3 ila 4 mikron mertebesinde ölçü sapmalarına Türkiye'de
klimasız fabrika ortamında erişilmiştir.
2.3.
Kontrol elektroniği cephesindeki gelişmeler
Bilgisayar
teknolojisi meşhur Moore kanununa uyarak gelişmeye devam ediyor.
(Entegre devrelerde santimetrekareye düşen transistor sayısı
her onsekiz ayda ikiye katlanıyor - Gordon Moore_Intel_ 1965)
Tezgah
bilgisayarı üreticileri donanımla ilgili gelişmeleri yakından
takip ediyorlar ve elde edilen faydayı derhal müşterilerine
aktarabiliyorlar. Daha yüksek torklu, daha yüksek güçlü motorlar
ve sürücüler, yukarıda bahsedilen enkoderler, ham ve işlenmiş
parçayı ölçen donanımlar, CAM yazılımlarını işleyen kartlar,
tezgahta hareketli aksamın, takımların birbirine veya iş parçasına
çarpmasını önleyen fonksiyonlar, Robot uygulamaları... Bunlar
için gereken çok sayıda mikroprosesörün (işlemcinin) birlikte
ve uyum içerisinde çalışması, Modern tezgah bilgisayarlarının
üstünlüğünü ortaya çıkarıyor.
2.4.
Yazılım
Yazılım
da kendi içinde iki büyük gruba ayrılmaktadır. Birincisi tezgah
bilgisayarı yazılımıdır. Modern yazılımlar modüler olarak
hazırlanmakta, basit tornalardan 9 eksenli işleme merkezlerine
kadar her çeşit tezgaha uygun özelliklerde düzenlenebilmektedir.
Yazılım, tezgahın ve çevre birimlerinin (robotlar, konveyörler,
çubuk besleme sistemleri, palet konveyörleri ve rafları, takım
ölçme makineleri, iş parçası ölçme makineleri, diğerleri) tamamını
kontrol altında tutar ve onların önceden tasarlanan program
dahilinde ve ahenk içinde çalışmalarını sağlar, kontrol eder,
gerekirse düzeltir.
Kalıpçı
tezgahlarında kullanılan bazı yazılımlar (örneğin Nurbs yazılımları)
CAD programının ürettiği Nümerik Kontrol (NC) datasını analiz
ederek kalp yüzeyini işleyen fonksiyonları kendisi üretir
ve tezgah iş miline uygulattırır.
Genelde
kalıp yüzeyleri spline eğrilerinden ibarettir. Spline'lar,
NC datası olan küçük boylu doğrusal çizgilerin enterpolasyonundan
elde edilir. Doğrusal çizgilerin kalıp üzerine işlenmesi için
tezgahın köşelere yaklaşırken yavaşlaması ve köşeyi geçtikten
sonra hızlanması gerekir. Bu yapılmayıp tezgah hareketinin
hızı sabit tutulursa kalıp işleme süresi çok uzar, yani maliyeti
artar. Bunu yanında kalıbın hassas olması isteniyorsa doğrusal
çizgilerin boyu daha kısa yapılmalıdır ki bu defa da NC datası
çok büyür.
Nurbs
yazılımı CAM tarafından üretilen küçük lineer hareket çizgilerinin
enterpolasyon komutlarını otomatik olarak Nurbs eğrilerine
(Nurbs splines) tahvil eder, köşelerde ivmelenmeyi ve yavaşlamayı
sağlar ve böylece kısa zamanda yüksek kaliteli kalıp işlenmesini
mümkün kılar.
Nurbs
yazılımı ayrıca tezgah özelliklerini, kalıbın şeklini, işleme
şartlarını, takım özelliklerini ve buna benzer özel şartları
da hesaba katarak optimum ilerleme değerleriyle ivme değerlerini,
kalıbı istenilen hassasiyette ve kısa zamanda bitirecek şekilde
ayarlar. Bu fonksiyona adaptif biçim kontrolü denilmektedir.
Yazılımın
ikinci büyük grubu CAD/CAM yazılımlarıdır. Bunlar kalıpçılığın
vazgeçilmez öğeleridir. Bu yazılımlar da modüller halinde
tasarlanır, üretilir ve satılır, zaman içerisinde yeni versiyonları
ortaya çıkar. Yazılım firmaları ürünlerinin bakımından ve
güncellenmesinden sorumludur.
CNC
kalıp tezgahlarında kullanılan çok sayıda kalıp yazılımı mevcuttur.
Bir kalıp yazılımı (CAD/CAM) satın alınmadan önce ihtiyaçlar
doğru tespit edilmeli, satıcıdan demo istenmeli, yazılımın
ileride firmada ortaya çıkacak gelişmelere ve ihtiyaçlara
cevap verecek şekilde modüler olmasına dikkat edilmelidir.
Bazı CAD/CAM satıcıları Post Prosesör yazılımları için bir
servet isteyebilmektedirler fakat bir çok CAD/CAM yazılımı
Post Prosesörü kilitli olarak içinde barındırır.
2.5.
İlerleme hatası telafisi
Bir
kalıbı yüksek işleme hızlarıyla işlerken kesme yüzeyinde oluşan
kesme kuvvetleri sürekli değişir. Bunun yanında kızak yüzeylerindeki
kayma direnci de kendi kurallarına göre değişim gösterir.
Kesme
yüzeyinde oluşan kesme kuvvetleri kesici ucun (insertin) metal
ile temas noktasının konumuna, mevzii metalürjik yapıya ve
kesme derinliğine bağlıdır.
Kesici
takımın eksen hareketleri sırasında yön değiştirmesi (güneyden
kuzeye doğru giderken batıdan doğuya harekete başlaması) da
yüzey kalitesini etkiler.
Takım
uzunluğu, takım defleksiyonu (eğilmesi) derin kalıplarda kesme
noktası konumunun değişmesine sebep olur.
Eksen
hareketinin hızlanması ve yavaşlaması (köşelere yaklaşırken
eksen hızı azalır, köşeyi geçtikten sonra hızlanır) kesme
kuvvetlerini ve takım defleksiyonunu etkiler.
Bu
mahzurların kalıp yüzeyi üzerindeki negatif tesirlerini azaltmak
için;
a)
defleksiyon kontrolü ve telafisi (deflection compensation
control),
b) hareket yönü değişmesi telafisi (arc quadrant projection
compensation),
uygulanır.
a)
Defleksiyon kontrolü ve telafisi
Eksen
hareketi basit olarak gidip geri dönme tarzında ise, mekanik
defleksiyon (şekil değiştirme) sebebiyle kesme derinliğinin
değişmesi olağandır. Bunun sebebi eksen ileriye doğru hareket
ederken bilyeli vida boyunun değişmesi (genleşme veya büzülme)
ve geri dönüş sırasında bunun tersinin doğmasıdır.
Metalik
malzemeler Hooke kanunu uyarınca, bir basma veya çekme yüküne
maruz kaldıklarında şekil değişikliğine uğrarlar. Şekil
değişikliğinin mertebesi basit bir formülle hesaplanabilir.
Defleksiyon
kontrolü ve telafisi, mekanik şekil değiştirmenin vuku bulduğu
her noktada, servo motorlar yardımıyla uygulanır. Bu fonksiyonun
uygulandığı büyük kalıp üretim tezgahlarında hızlanma ve
yavaşlama sırasındaki pozisyon (konum) hataları normal değerlerin
1/4 üne düşürülmüştür.
b)
Hareket yönü değişmesi telafisi (HYDT)
Eksen
hareketleri ve takım yolunun yay eğrileri şeklinde olduğu
hallerde kızaklardaki değişken kayma sürtünmesi sebebiyle
eksen motorlarının torku ancak gecikerek bu sürtünmeleri
yenebilir. HYDT, takım yolu yay şeklinde ise eksen hareket
motoru torkunu ideal sınırlar arasında tutar.
HYDT
küçük kalıp işleme merkezlerinde uygulanmaktadır. Bu sayede
yay eğrileri şeklindeki takım yollarında yüksek kalıp işleme
hızlarına rağmen yüzey hataları 2 ila 1 mikrona ve hatta
daha aşağısına düşürülebilmiştir. Ayrıca kalıp yüzeyindeki
çizikler de gözden kaybolmuştur.
2.6.
Derin Kalıplar / Uzun Takımlar
Derin
kalıplarda kullanılması mecburi olan Boy / çap oranı büyük
olan kesici takımların rijitliği düşük olduğundan defleksiyon
sebebiyle titreşimlere ve yüzey kalitesinin bozulmasına sebep
olurlar. Kalıp boşluklarının dip tarafında bulunan sinir ve
takviye oyukları zorlukla işlenir veya dalma erozyonla yapılır
ancak bu durumda kalıp üretim süresi uzadığı gibi kalıp iki
bağlamada yapıldığından ölçü hataları ortaya çıkar.
|
|
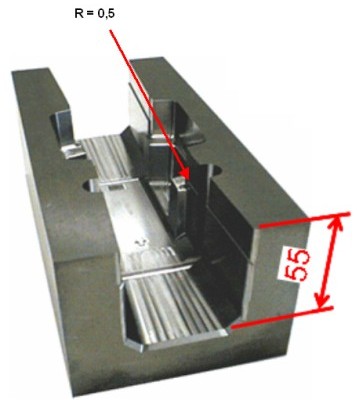
Şekil-2
DERİN PARÇALARIN İŞLENMESİ
Tezgah: Yatay İşleme Merkezi
Malzeme: DAC 10
Sertlik: 51 HRC
R = 0,5
Takım:
L/d = 17,5
Kaynak: OKUMA Corp., Japonya
|
Bugün
çok az sayıda kalıp işleme tezgahı "Super L/D işleme
tekniği" adı ile anılan bir özeliğe sahiptir. Bu teknikte
takım yolları, kesme kuvvetlerini minimuma indirecek tarzda
hesaplanır; köşeler adım adım çok kademede işlenir; köşelerin
finiş işlemi kontur işleme metodu ile bitirilir.
Bunun
yanında kesici takım ve insert rijitliğini arttırmak için
bilinen metotlar uygulanır.
Derin
kalıpları işlemek için kullanılan takımlarda boy / çap oranı
22 ye erişilmiştir. Bu oran bir çok kalıbın dalma erozyon
metodu kullanılmadan, işleme merkezinde ve bir bağlamada işlendiğini
ortaya koyuyor.
|