|
2.1.2. Kayıt - Kızak Sistemi ve Yapısı
Mekanik bileşenlerin tamamı, rulmanlar, bilyalı vidalar, kızaklar birbiri ile sürtünmektedir ve ısı üretmektedir. Motorlar ısı üretmektedir. Kesme işlemi esnasında ısı üretilmektedir. Oluşan tüm bu ısı makine mekanik bileşenlerinin, fiziksel şeklini değiştirebilir ki ısındıkça uzama veya soğudukça büzülme meydana gelecektir (3).
Vida şaftının termal genleşmesi;  l = q x t x l formülü ile hesaplanır. Burada; l = q x t x l formülü ile hesaplanır. Burada;
q : Genleşme katsayısı, çelik için 12µ / °C
t: Sıcaklık artışı °C
l: Bilyalı vida boyu mm
Tablo 2.1. 5 °C'lik sıcaklık artışında tabla milindeki uzama (3)
Bilyalı vida boyu (mm) |
Uzama miktarı (mikron) |
500 |
30 |
1.000 |
60 |
1.500 |
90 |
2.000 |
120 |
Değişik hareket boylarına sahip tezgah sistemlerinde, 5 °C'lik bir sıcaklık artışında bilyalı vida boyunda meydana gelen uzama miktarı, Tablo 2.1. de verilmiştir. Bilyalı vida destek rulmanlarının 4 mikronu aşmayacak şekilde eksenel oynamalara olanak tanımasına karşın bu sıcaklık artışı ile elde edilen değerler oldukça yüksek değerlere ulaşmaktadır. Bu ise, kızak sisteminde elemine edilmesi gereken en önemli aşamalardan biridir. Bilyalı vida sisteminde oluşabilecek olan sıcaklık artışlarını en aza indirmek için şu kriterler göz önünde bulundurulmalıdır:
1- Bilyalı vida ve destek rulmanlarındaki ön gerilmenin asgariye indirilmesi,
2- Bilyalı vida adımının daha büyük seçilmesi ve bilyalı vida devrinin mümkün olduğunca düşük seçilmesi,
3- Bilyalı vida sisteminin yağ lanmasında uygun sistemin seçilmesi,
4- Yağlayıcı, hava veya benzeri elemanların kullanılması suretiyle bilyalı vida çevresel yüzeyinin soğutulması,
5- Bilyalı vida sistemini soğutmak için, vida merkezinden, vida boyunca açılan bir kanaldan yağın sürekli temin edilmesi (3).
Böyle bir sistem yapısı Şekil 2.2. de gösterilmiştir.
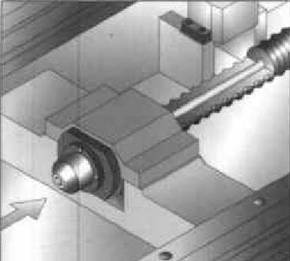
Şekil 2.2. Bilyalı vida sisteminin merkezi sistemle soğutulması (3)
Hareket ne kadar hızlı olursa, daha fazla ısı üretilir. Hassasiyet konuları yanında, ısınma makine aşınmasını hızlandırmakta, bunun sonucu olarak ön gerilmeli rulmanlarda ve diğer mekanik bileşenlerde yüksek temas yükleri oluşmaktadır. Bunun sonucunda, yüksek sıcaklıklar dolayısıyla sistemi oluşturan her bir parçada aşınma kaçınılmaz olmaktadır. Çoğu makine imalatçısı, servo motorlar etrafından ve / veya bilyalı vidanın içinden soğutma suyu dolandıran sistemler kullanmaktadır. Buna karşın sıcaklık farkları dolayısıyla termal gerilmelerin oluşumu kaçınılmazdır. Özellikle tezgah uzun bir süre kapalı kaldıktan sonra, çalıştırılmak için açıldığında makine elemanları arasındaki sıcaklık farklarını en aza indirmek için, makine ilk açıldığında, düşük devir ve ilerleme değerlerinde boşta çalıştırılmak suretiyle ısıtma işlemine tabi tutulur (3).
Yüksek hızda işleme için kutu tipi kızak yapısı yerine lineer kızaklı sistemler kullanılır. Makinanın ana hareketli kısımlarının, rulmanlar üzerine konulması dolayısıyla sürtünme azaltılır, eksen hareketlerinin icra edilmesi için daha az kuvvete gereksinim duyulur ve daha az ısı oluşur (3).
2.2. CNC Kontrol Sistemi
2.2.1. Önüne Bak Kontrolü (Look Ahead Control)
Look-Ahead, sadece bir kaç yeni kontrol sisteminde bulunan oldukça yeni bir unsurdur. Look-Ahead, point-to-point (nokta-nokta) hareketlerin, yüksek hızda yapılması sırasında bindirme olayından korunmak amacıyla geliştirilmiş bir kontrol fonksiyonudur (4, 5).
Look-Ahead fonksiyonunun, işleme sırasında takım yolunu programlanan konturda takip etmesi için bir sonraki işleme bloklarına ait çok sayıda bloğu (noktasal hareketler) görebilmesi ve bu bloklardaki kontur değişimlerine göre değerlendirme yapması gereklidir (4, 5).
Yüksek hızda işleme için gelişmiş kontroller ve CAD/CAM entegrasyonu sonucu CNC tezgahlar 3D yüzeylerin işlenmesinde daha fazla kullanılmaya başlamıştır. CNC uygulamalarında, takımın eski NC ve CNC tezgahlarda görülen bekleme olmaksızın, noktalar arasında akıcı bir şekilde kesme işlemini yapabilmesi gerekir. Eğer bir CNC makinada çok küçük artış birimleri ile (0.1..1) nokta-nokta hareketleri yapacak şekilde yüksek hızda işleme yaptırılmak istenirse; ani kontur değişimlerinin olduğu bölgelerde CNC tezgahın konturdan sapması ve parçaya dalması yüksek hızlı kontrolle donatılmış makinalar haricinde kaçınılmazdır (4, 5).
2.2.2. Servo Çevrim Zamanı (Servo Cycle Time)
CNC, kontrolün her bir ölçme işlemini alıp, komut olarak vermesi için gerekli olan zaman olarak tanımlanır. Başka bir deyişle, eğer kontrol sistemi servo-çevrim zamanı 20 ms (1 mili saniye = 1/1.000 saniye) ise, neticede eksen pozisyonlarının ölçülmesi ve yeni yön komutlarının verilmesi saniyede 50 defa yapılır (4, 5).
İşleme yapılan şartlar:
İlerleme miktarı: 2.500 mm/dak
İstenen yüzey hassasiyeti: 0,01 mm
Servo çevrim süresi: 3 ms
Basit bir hesaplama ile dakikada 2.500 mm yol alan tabla, 1 saniyede 2.500/60 = 41,66 mm yol alır. 1 saniyelik süre içerisinde 1.000/3 = 333 defa eksen pozisyonlaması yapılır. 1 saniyede alınan yol 41,66, 333'e bölünürse her bir ölçüm işlemi neticesinde makine tablasının aldığı yol, 0,125 mm olarak bulunur. İstenen yüzey hassasiyeti 0,01 mm olduğundan bu yüzey kalitesini elde etmek imkansızdır. Çünkü makine 0,125 mm artış değerleri sonucunda kontrol dışı kalır.
2.2.3. Doğrudan Sayısal Denetim (DNC - Direct Numerical Control)
Takım yoluna ait program bilgilerinin, CNC kontrolün yüksek hız performansından ödün vermeden, CNC kontrol sistemine mümkün olan en hızlı biçimde aktarılması gerekmektedir. CNC kontrol sistemine, programın dış ortamdaki bir bilgisayardan yüklenecek şekilde işleme operasyonu yaptırılması DNC (Direct Numerical Control) olarak adlandırılır (4, 5).
DNC tipik olarak, 110 . 38 400 baud veya bits /sn hızlarında seri haberleşme vasıtasıyla yerine getirilir. Haberleşme hızı olarak, en yaygın şekilde kullanılan hız 9600 baud (960 karakter/sn- 9600/8=1200 Byte/sn) dir. CNC için program bilgileri, bloklar şeklindedir ve ortalama olarak her bir satırda (blok) yaklaşık 20 karakter bulunur. Örneğin G1 X123.456 Z234.567. Her ne kadar boşluk (space) gibi "kontrol" karakterleri görünmese de bunlar da iletim sırasında zaman alır. 3, 4 veya 5 eksen işleme operasyonları için, ek adres ve sayısal değerlerin, satır numaralarının ve ilerleme v.s. gibi değerlerin eklenmesi suretiyle, tek bir bloktaki gönderilecek karakter sayısı daha da artar. 960 karakter/sn haberleşme hızında, CNC gerçekte işleme kapasitesi açısından 960 / 20 = 48 blok/sn gibi çok kısıtlı sayıda bloğu icra edebilecektir. Saniyede 48 satırlık bir haberleşme Yüksek hızda işleme için oldukça düşüktür (4, 5).
2.2.4. Direkt CNC Ağ Bağlantısı (DCN- Direct CNC Networking)
Direkt ağ bağlantısı veya DCN, yüksek hızda işlemedeki veri transfer problemine daha iyi çözüm sunmaktadır. DCN basit olarak, DNC sistemini komple elimine etmek suretiyle CAD/CAM bilgisayarından CNC kontrol sistemine direkt ağ bağlantısı sağlayan mevcut ağ mimarilerini kullanmaktadır. DCN normal olarak DNC sisteminden 1.000 kat daha hızlıdır. En basit şekilde, 9.600 baudla haberleşen bir DNC sisteminde, 10 Mb lık bir dosya 3 saat içinde transfer edilirken, aynı dosya DCN ile bir dakikadan az bir zamanda transfer edilebilir (4, 5).
Günümüzde kullanılan en yaygın ağ bağlantısı ethernet olmasına rağmen, Arcnet, Token Ring ve Fast Ethernet günümüzde kullanılan yaygın ağ bağlantılarındandır. Bu noktada ethernetin veri transfer hızlarına bakıldığında standart ethernet bağlantısı ile saniyede 1 milyon karakter (10 Megabit ) veri transferi yapılabildiği düşünüldüğünde, DNC haberleşme hızından 1.000 kat daha hızlı olduğu görülmektedir (4, 5).
2.2.5. Dijital Sinyal İşlemcisi (DSP- Digital Signal Processing)
Sıradan bilgisayarların yüksek performanslı CNC ler olarak kullanılabilmesini sağlayan teknoloji DSP olarak adlandırılır (4, 5).
Hızlı servo çevrim zamanlarının temel anahtarı DSP'dir. DSP ayni zamanda CNC kontrolün ivmelenme ve yavaşlama rampalarını da etkilemektedir (4 ,5).
DSP lerin bir başka faydası da, bilgisayardaki ana işlemcinin diğer görevleri yapmak için rahat çalışabilmesidir. Gerçekte, makina kontrolü olarak DSP ile entegre edilmiş çoklu işlemcilerin kullanıldığı bir bilgisayar, büyük performans artışı sağlamaktadır. DSP eksen pozisyonlarının ölçümünde ve eksenlere yeni komut değerlerinin verilmesinde kullanılırken; ana bilgisayar da ağ bağlantısı üzerinden takım yolu verilerinin alınmasını ve bu takım yolu verilerine göre uygun ilerleme değerinin verilmesini sağlamaktadır (4, 5).
|
