2.3.1. Takım Yolu Oluşturulurken Bilinmesi Gereken Temel Noktalar
1. Sabit Talaş Hacmi: Kaldırılan talaş hacmini sabit ya da sabite çok yakın hale getirmek gerekir. Bunu yapmak için yana kayma hareketlerinin değerlerine dikkat etmek gerekmektedir.
2. Yumuşak Takım Hareketi: Yüksek hızlarda takımın keskin ve ani geçişler yapmamasını sağlamak gerekir. Keskin takım yollarının köşeleri yuvarlatılmalıdır.
3. Dış köşelerde de iç köşelerde olduğu gibi takım yollarının köşeleri yuvarlatılmalıdır.
4. Derin dişi ve cep işlemelerinde farklı uzunluklara sahip farklı takımlar efektif olarak kullanılmalıdır. Kısa takımlar uzun takımlara göre daha rijit olduklarından derin ceplerde daha iyi kesme yaparlar.
5. Kaba pasolarda 5-10 derecelik helisel giriş, yari finiş ya da finiş pasolarda ise dairesel giriş tercih edilmelidir.
6. Finiş işleme yaparken, scallop yüksekliğini minimumda tutmak gerekir. Bu değeri 0.001mm civarında, kesim toleransları 0.001-0.005 arasında ayarlamak yüzey kalitesini iyileştirecektir.
7. Parçaların finişini yaparken, tek seferde finiş atmak yerine bölgelere ayırıp o bölgeye en uygun formda işleme yöntemi seçmek gerekmektedir (6).
2.4. Kullanılan Kesici Takımlar
2.4.1. Kaplamalı Sinterlenmiş Karbürler
En belli başlı kaplama malzemeleri titantum karbür (TiC), titanyum nitrür (TiN), alüminyum oksit - seramik (Al203) ve titanyum karbo nitrür (TiCN)' dür. Titanyum karbür ve alüminyum oksit yüksek aşınma direnci sağlayan, kimyasal olarak başka malzemelerde reaksiyona girmeyen, takım ile talaş arasında kimyasal ve ısıl bir kalkan oluşturan, çok sert malzemelerdir. TiN, o derece sert olmamasına karşın kesici ucun yüzeylerinde daha düşük sürtünme katsayısı ve daha iyi krater aşınması direnci sağlamaktadır. TiN' in altın sarısı bir rengi vardır (7).
Yüksek hızda işlemelerde kesici takım seçerken 40 HRC nin altındaki malzemelerde TiN (titanyum-nitrür) ve TiCN (titanyum-karbo nitrür), 40 HRC ve üzerindeki sertliğe sahip malzemelerde TiAlN (titanyum-aluminyum-nitrür) kaplanmış kesici takımların kullanılması tavsiye edilmektedir. TiAlN kaplanmış kesici takımlar, diğer takımlara göre 8 kat daha pahalıdır, fakat genel ortalamada ömür ve tezgah saati olarak diğer takımlara göre daha verimli olmaktadırlar (2).
2.4.2. PCBN Kesici Takımlar
Çok kristalli kübik bor nitrür uçlar ile daha yüksek kesme hızlarında, daha fazla talaş derinliğinde kesme yapılabilir ve sertleştirilmiş çeliklerin ve sertliği 35 HRC ve daha yukarı olan sert Ni, Cr - Ni alaşımlı Inconol, Rene, Waspalay, Stellite gibi yüksek sıcaklık alaşımların işlenmesinde kullanılabilmektedir (8).
Çok kristalli kübik bor nitrürlerin temel özellikleri;
1- Yüksek sertlik,
2- Yüksek abrasyon direnci,
3- Yüksek basma dayanımı,
4- Yüksek termal iletkenlik (8)
Bu takımlarla aşağıdaki malzeme grupları yüksek performansla işlenebilmektedir.
1- Sertliği 45 - 65 HRC olan malzemeler, AISI 4340, 8620, M2 ve T15 gibi sertleştirilmiş çelikler ve nikel esaslı sert malzemeler
2- Brinell sertliği 180 - 240 olan dökme demirler, abrasiv demirli metaller ve nikel dirençli malzemeler,
3- Sertleştirilmiş parçaların bitirme işlemlerinde, tipik olarak takım çelikleri veya talaş derinliği 0.5 mm' den az ve 0.2 mm' lik yüzeyi sertleştirilmiş parçalar,
4- Jet motoru parçaları gibi uzay endüstrisinde kullanılan yüksek nikel alaşımlı süper alaşımlar (8).
Başka bir deyişle, PCBN kesici takımların en iyi uygulama alanları, kaplamalı sinterlenmiş karbürlü kesici takımlarla işlenemeyecek ya da bu takımların çok çabuk aşınıp bozunmasına neden olacak malzemelerin işlenmesidir (8).
2.5. HSM Sonucu Elde Edilen Yüzey Kalitesi
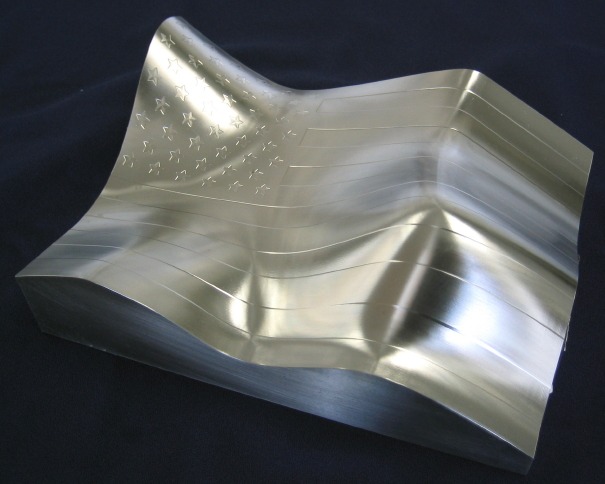
Yüksek hızda işlemede, son pasoda 0.1 mm stepover, pozitif boşluk açılı (rake angle) küçük takımlar ile işleme stratejisi geliştirildiğinde yüzey üzerinde 0.001 mm pürüzlülük (cusp) oluşmaktadır, bu ise ek bir işçilik gerektirmeyecek kadar düzgün yüzeylerin elde edilmesi sağlar. Şekil 2.3. de HSM sonucu elde edilen yüzey kalitesi gösterilmiştir (2).
Şekil 2.3. HSM ile elde edilen yüzey kalitesi (9)
VIBRA-FREE HD Roughing & Finishing Milling
3. SONUÇ ve İRDELEME
Bu çalışmada, imalat sürelerini sertliğe bağlı kalmaksızın en az %40 azaltabilen, Yüksek hızda işleme tekniği ele alınmıştır. Bu işleme yönteminin teorik alt yapısı yaklaşık yüz yıl öncesine dayanmaktadır ancak ülkemiz sanayisinde yeni uygulama alanı bulmaktadır. Bu tekniği verimli kullanabilmenin yolu Yüksek hızda işleme yöntemine uygun CNC tezgahtır. Bu tezgahların ise diğer CNC tezgahlarından en önemli farkı mekanik aksamı yanında servo çevrim zamanlarının çok hızlı olmasıdır. Bu teknolojiyi daha ileri götürmenin yolu servo çevrim zamanlarının daha kısa tutulmasından geçmektedir.
KAYNAKLAR:
1. MERTOĞLU, Tolga, Tezmaksan A.Ş., İstanbul, Temmuz 2006
2. KALAYCIOĞLU, Bülent, Altar Teknoloji Ltd. Şti.
3. MAMUR, Turgay, Yüksek Hızda İşleme ve Makine Mekaniği, www.makineteknik.com
4. Yüksek Hızda İşlemede Kontrol Sistemi Yapısı, www.makineteknik.com
5. www.deltatau.com > Delta Tau Data Systems, Inc. - Motion Control
6. ALPAY, Cem, Unigraphics NX3 ile Yüksek Hızda İşleme Teknikleri, Üçgen Yazılım
7. ÇAKIR, M., C., Modern Talaşlı İmalatın Esasları, Ceylan Matbaacılık, 1999
8. ŞAHİN, Yusuf, Talaş Kaldırma Prensipleri, Cilt 1, Nobel Yayın Dağıtım, Ankara, 2000
9. www.vibrafree.com > VIBRA-FREE: UHSHM (Ultra-High-Speed-Hard-Milling)