|
Ayhan
Enşici
ensicia@itu.edu.tr,
Şubat 2004
Araştırma Görevlisi
İTÜ
Edüstri Ürünleri Tasarımı Bölümü
Kompozit malzeme tanımı, temel olarak iki veya daha fazla
malzemenin bir arada kullanılmasıyla oluşturulan ve meydana
geldiği malzemelerden farklı özelliklere sahip yeni tür malzemeleri
belirtmek için kullanılmaktadır. Genel olarak ise kompozit
malzeme denildiğinde -ve bu yazıda bahsedilecek olan- elyaf
ile güçlendirilmiş plastik malzemeler anlaşılmaktadır.
İlk
modern sentetik plastiklerin 1900'lerin başında geliştirilmesinin
ardından, 1930'ların sonunda plastik malzemelerin özellikleri
diğer malzeme çeşitleri ile boy ölçüşür düzeyde gelişmeye
başlamıştır. Kolay biçim verilebilir olması, metallere oranla
düşük yoğunlukta olması, üstün yüzey kalitesi ve korozyona
karşı dayanımı plastiğin yükselmesindeki en önemli özelliklerdir.
Bir çok üstün özelliğinin yanısıra sertlik ve dayanıklılık
özelliklerin düşük olması plastik malzemelerin güçlendirilmesi
için çalışmalar yapılmasına neden olmuşur. Bu eksikliğin giderilmesi
amacıyla 1950'lilerde polimer esaslı kompozit malzemeler geliştirilmiştir.
Kompozitler, özellikle polimer kompozitler yüksek mukavemet,
boyut ve termal kararlılık, sertlik, aşınmaya karşı dayanıklılık
gibi özellikleriyle pek çok avantajlar sunarlar. Ayrıca kompozit
malzemeler dayanıklılık ve sertlik yönünden metallerle yarışabilecek
olmasına rağmen çok daha hafiftirler.
Kompozit
malzemeler reçine (Matrix) ve takviye (Reinforcement) bileşenlerinden
oluşur. Kompozitler temel olarak kalıp görevi gören reçine
içine gömülmüş sürekli veya kırpılmış elyaflardan oluşmaktadır.
Bu bileşenler birbirleri içinde çözülmezler veya karışmazlar.
Kompozit malzemelerde elyaf sertlik, sağlamlık gibi yapısal
özellikleri, plastik reçine malzemesi ise elyafın yapısal
bütünlüğü oluşturması için birbirine bağlanması, yükün elyaf
arasında dağılmasını ve elyafın kimyasal etkilerden ve atmosfer
şartlarından korunmasını sağlar.
Tablo
1. Matris, Takviye elemanı ve Kompozit malzeme yapı tipleri
(Olcay ve diğ,2002)
| Matris
Malzemeleri |
Takviye
Elemanları |
Kompozit
Yapının Şekli |
| Polimerler |
Lifler |
Tabakalar |
| Metaller |
Granül
|
Kaplamalar |
| Seramikler |
Whiskers
|
Film-Folya |
| |
Pudra |
Honey-Combs
(Bal peteği) |
| |
Yonga |
Filaman
Sarılmış Yapılar |
Kompozitlerde
matris olarak kullanılan malzemeler;
Kompozit
malzemelerde kullanılan matrisler, polimerlerden (termosetler
ve termoplastikler) metal ve seramiklere kadar değişmektedir.
Polimerler düşük yoğunluklu göreceli olarak düşük dayanıklılıktadir.
Başlıca polimer matris malzemeleri polyester, epoksi, fenol
ve vinil esterdir.
Kompozit malzemelerde takviye amacıyla kullanılan elyaflar;
1
Doğal elyaflar (artık yerlerını sentetik elyaflara bırakmışlardır)
2 Sentetik, organik elyaflar; Naylon, aramid (düşük yoğunluklu
ve güçlü elyaflardir)
3 Sentetik inorganik, elyaflar ; Cam,karbon boron vb.
En çok kullanılan kompozit malzeme kombinasyonlari; Cam elyafı+
polyester, karbon elyafı+epoksi ve aramid elyafi+epoksi birleşimleridir.
Kompozit malzemeler katlı tabakalar veya ince tabakalar halinde
uygulanabilmektedir. 1940'larin sonlarında geliştirilen CTP
(Cam Takviyeli Polyester-CTP/ Glassfiber Reinforced Polyester/GRP,
FIBERGLASS) günümüzde en çok kullanılan ve ilk modern polimer
esasli kompozit malzemedir. Bugün üretilen tüm kompozit malzemelerin
yaklaşık olarak % 85'i CTP'dir ve çoğunlukla tekne gövdeleri,
spor araçlari, paneller ve araba gövdelerinde kullanılmaktadır.
CTP
ve diger kompozit kombinasyonları günümüzde tercih edilmesinin
ve kullanımınlarındaki artisin mutlak sebepleri sağlamlıklari
ve hafiflikleridir. Çeşitli plastik malzemelerin seramik,
metal bazen de sert polimerlerin elyafları ile güçlendirilerek
ileri derecede faydalar sağlayan malzemeler üretmek mümkündür.
İçindeki plastik sayesinde kolaylıkla şekil verilebilen ve
takviye elyaflar sayesinde son derece sağlam, sert ve hafif
olan bu malzeme kombinasyonlari, kompozitler hergün yepyeni
uygulama alanlarında karşımıza çıkmaktadırlar.
Ayrıca metallere kıyasla malzeme yorulması, malzeme üzerinde
hasarların tolere edilmesi ve korozyona dayanıklılık özellikleri
bakımından avantaj sağlamaktadır. Tüm bu faydalarına rağmen
kompozitlerin tamamıyla metalin yerine geçmemesinin dört ana
sebebi vardır;
1.
Titanyum ve çelik gibi metallerin bazi uygulamalarda ihtiyaç
duyulan kritik düzeyde ısı, mekanik özellikleri günümüz kompozitleri
karşılamamaktadır.
2. Yeni geliştirilen matris malzemelerle, elyaflarin tüm karakteristik
özellikleri metaller kadar bilinememektedir.
3. Bazi karmaşık biçimler düsük maliyetler çerçevesinde üretilememektedir.
4. Kompozitler kg başına düsen üretim maliyeti rakamlari metallerden,
özellikle aluminyum, daha yüksektir
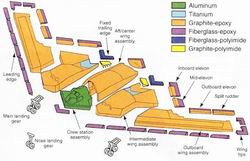
Resim
1.Kompozit Malzemelerinin Uçak Yapımında Kullanıldığı Yerler
Kompozit
malzemelerin genel avantajları;
1.
Farklı mekanik özellikler elde etmek için farklı katmanlardan
ve farklı kombinasyonlarla kompozit malzeme inşa edilebilir.
2. Kompozit malzemeler kimyasallara, korozyona ve hava şartlarına
dayanıklık gösteririr.
3. Karmaşık parçaların tek olarak üretilebilmesinden dolayı
parça sayısının azalmasını sağlarlar. Böylece ara birleştirme
detay ve parçalarının azalmasıyla üretim süresi kısalmaktadır.
4. Yüksek dayanıklılık/ yoğunluk oranı
5. Yüksek modülüs/ağırlık oranı
Dezavantajlar;
1.
Hammaddenin pahalı olması; Uçaklarda kullanılabilecek kalitede
karbon elyafının bir mkarelik kumaşının maliyeti yaklaşık
50 $ 'dır
2. Lamine edilmiş kompozitlerin özellikleri herzaman ideal
değildir, kalınlık yönünde düşük dayanıklılık ve katlar arası
düşük kesime dayanıklık özelliği bulunmaktadır
3. Malzemenin kalitesi üretim yöntemlerinin kalitesine bağlıdır,
standartlaşmış bir kalite yoktur.
4. Kompozitler kırılgan (gevrek) malzeme olmalarından dolayı
kolaylıkla zarar görürler, onarılmaları yeni problemler yaratabilir.
o
Malzemelerin sınırlı raf ömürleri vardır. Bazı tür kompozitlerin
soğutularak saklanmaları gerekmektedir.
o Sıcak kurutma gerekmektedir.
o Kompozitler onarılmadan önce çok iyi olarak temizlenmeli
ve kurutulmalıdır. Bazı durumlarda bu zor olabilir.
o Bazı kurutma teknikleri uzun zaman alabilmektedir
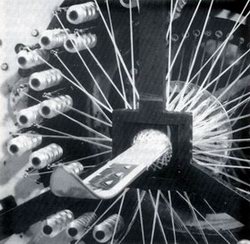
Resim
2.Kar kayaklarının kompozit malzeme ile üretilme aşaması
Matrisler;
Kompozit
malzemelerde polimer esaslı matrislerin yanısıra metal, seramik
türevi malzemeler de matris olarak kullanılmaktadır. Diğer
matrislerin kullanılmasına rağmen kompozit malzemelerin %
90'ı polimer esaslı matrislerle üretilmektedir. Matris
malzemelerinin genellikle plastik esaslı olmasından dolayı
kompozit malzemeler de genellikle takviye edilmiş plastikler
olarak adlandırılırlar. Metal matrisler büyük çaplı uygulamalarda
kullanılmak için çok pahalı ve çalışılmaları çok zordur. Seramik
matrisler ise yüksek oranda kırılgan olmalarından dolayı yeterli
dayanıklılığa sahip olmamaları nedeniyle kullanım alanları
yüksek ısı ile kullanılan yerlerle sınırlanmaktadır. Karbon
matrisli kompozit malzemeleri üretmek çok zor ve çok pahalıdır.
En çok tercih edildikleri uygulamalar yarış arabalarının ve
uçakların fren balatalarıdır. Tüm diğer matris alternatifleri
arasında ticari olarak en uygun olan plastik matrisler arasında
ise en çok kullanılan termoset esaslı olan polyester ve epoksi
reçineleridir.
Matrisler
güçlü yapıştırma, çevre ve atmosfer şartlarına yüksek dayanım
ve yüksek mekanik özellikler gösterirler. Bir matrisin öncelikle
sağladığı mekanik özellikler yüksek sertlik ve yüksek dayanıklılık
değerleridir. İyi bir malzeme sert olmalıdır, fakat gevrek
bir malzemenin gösterdiği davranışlardan dolayı performansı
düşmemelidir. Bu özellikleri büyük ölçüde karşılayan polimer
esaslı matrisler termoset ve termoplastik matrisler olarak
iki tür olarak bulunmaktadır;
Termoset Matrisler;
Termoset
esaslı kompozit malzeme matrisleri olarak en çok kullanılanlardır.
Termoset plastikler sıvı halde bulunurlar, ısıtılarak ve kimyasal
tepkimelerle sertleşir ve sağlamlaşırlar. Termoset polimerlerin
polimerizasyon süreci termoplastiklerden farklı olarak geri
dönüşü olmayan bir süreçtir. Yüksek sıcaklıklarda dahi yumuşamazlar.
Çoğu termoset matris sertleşmemeleri için dondurulmuş olarak
depolanmak zorundadır. Dondurucudan çıkarılıp oda sıcaklığında
bir müddet (1-4 hafta arası) bekletildiğinde sertleşmeye başlar
ve özelliklerini kaybederek biçim verilmesi zor bir hâl alır
ve kullanılamaz duruma gelir. Dondurucu içinde olmak şartıyla
raf ömürleri ise 6 ila 18 ay arasında değişmektedir. Termoset
reçineler kimyasal etkiler altında çözülmez ve olağandışı
hava şartlarında dahi uzun ömürlü olmaktadırlar. Aşağıda en
yoğun kullanılan matrisler ve genel özellikleri yeralmaktdır;
*
Bu rapor www.designophy.com sitesinden alınmıştır.
|
