|
Makinelerinizin
ve üretilen parçaların teknik özelliklerinden kısaca bahser
misiniz?
M3
Linear ve M1 adını verdiğimiz iki adet makinemiz bulunmakta.
Bunlardan M3'de LaserCUSING® , 3D oyma ve markalama teknolojilerinin
üçü de aynı makinede alttaki modül değiştirilerek ayrı ayrı
kullanılabilir. M1 makinesi ise sadece LaserCUSING® yöntemini
kullanmak isteyenlere uygun fiyatlı bir alternatif yaratıyor.
Şu an takım çeliği, paslanmaz çelik ve hızlı prototip üretimi
için kullandığımız bir bakır alaşımlı çeliğimiz bulunmakta.
Bunlardan takım çeliğimiz 54 HRC'ye kadar yüksek sertliklere
ulaşabilmekte.
Ayrıca
parçalarımızın hepsinde % 99,5 oranındaki yoğunluklara sahip
olduğumuzdan, orjinal çelik malzemelerinin mukavemetlerine
ulaşabiliyoruz. Bunlardan başka dökme kalıplarında da kullanılabilen
bir çeliğimiz mevcut. Ayrıca aluminyum, titanyum ve KromKobalt
malzemelerimizin de Ar-Ge süreçleri devam etmekte. Laboratuvar
makinemizde bu malzemelerden ürettiğimiz birçok parçamız bulunmakta.
Bu parçalara ve malzemelerin tüm özelliklerine web sitemizden
ulaşılabilmesi mümkün: www.concept-laser.de
Yüzeylere
kalıplarda kullanılmadan önce freze veya başka bir talaşlı
imalat yöntemiyle son bir işlem uygulanıyor. Ayrıca daha önce
bahsettiğim "combined processing" yöntemi sayesinde
yapılan deneylerde Ra=1-1,4µm'ye varan çok yüksek yüzey kaliteleri
elde edilebilmiştir.
Karmaşık
geometrili soğutma kanallarının tasarımını nasıl yapıyorsunuz?
Bu konuda özel bir teknik ve/veya CAD yazılımı kullanılıyır
mu? Yoksa çoğunlukla tecrübe ve tahminlere mi dayanıyor?
Oncelikle
kaliphanemizde tasarim icin genelde UG veya CATIA kullaniliyor.
Sogutma kanallarinin tasarimi icin oncelikle normal kalip
tasariminda oldugu gibi kritik bolgelerin belirlenmesi gerekiyor.
Bu bolgelerde parcanin buyuklugune de gore sogutma kanallarinin
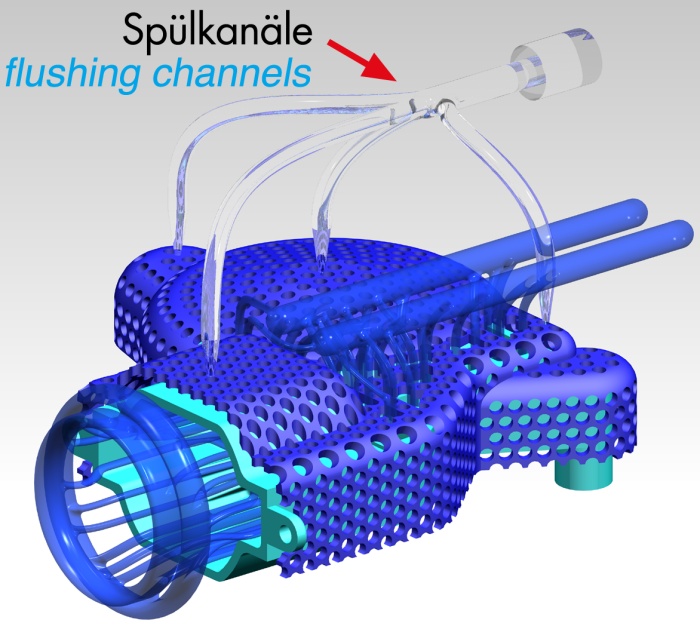
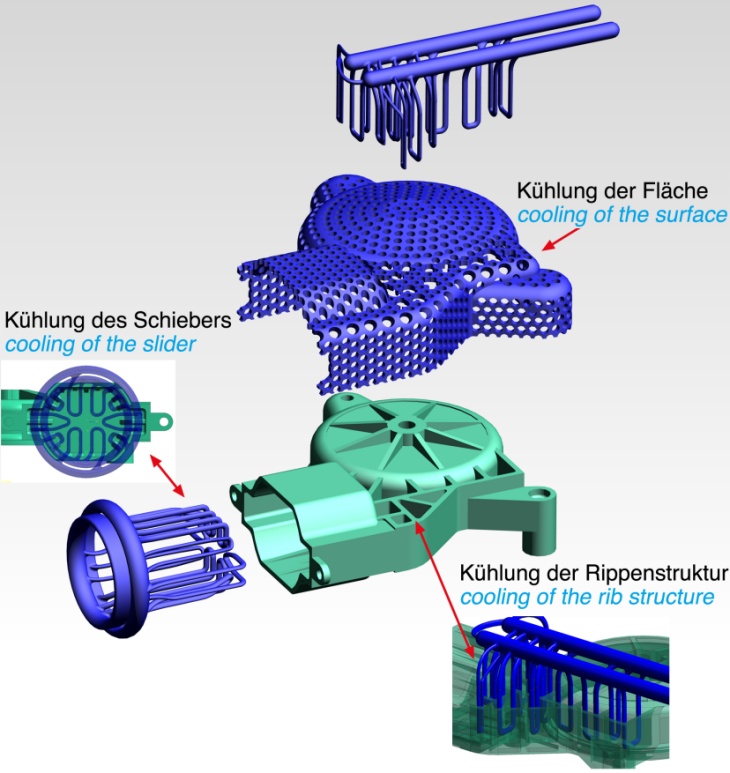
sekli ve boyutlari belirleniyor. Ornegin resimde gorulen elektrikli
supurge kalibinda, cabuk sogutulmasi gereken yuzeylerin olabildigince
yakinina kadar bircok sogutma kanali yerlestirildigi gorulmekte.
Bu sogutma kanallarinin yuzeye minimum yakinligi gibi bazi
limitleri olmasina karsi, yontemimiz sayesinda istediginiz
kadar karmasik ve cok sayida kanal yerlestirebiliyorsunuz.
Su ana kadar 0,8 mm ve hatta daha yakina kadar sogutma kanali
yerlestirdik. Tabii bu kanallari dediginiz gibi en iyi akisi
ve sogutmayi saglayacak sekilde kullanmak cok onemli. Bunun
icin kaliphanemizdeki proje yoneticilerinin tecrubelerine
dayanilarak konstruksiyon yapiliyor. Bunun nedeni ise piyasada
bu analizi tam anlamiyla yapacak bir programin olmamasi ve
analizlerin bu nedenle zaman kaybettirmesi. Ancak olusturulan
kaliplarin sekilde de goruldugu gibi ne kadar efektif oldugunu
gosteren deneylerimiz de mevcut.
Isı
transfer analizlerinde bir CAE yazılımı kullanıyor musunuz?
Isi transfer analizlerini de tecrubelere dayanarak yapiyoruz.
Cunku konuya artik hakim oldugumuz icin proje yoneticileri
analizi tecrubeleriyle programlardan daha hizli bir sekilde
cok iyi bir sekilde yapabiliyorlar. Bunun icin parca boyutuna,
sogutma kanallari ve bunlarin yuzeye yakinligina ve plastik
malzemenin ozelliklerine gore bircok seye dikkat edip kullandiklari
yaklasik formuller de var. Bunun yerine su an icin bu isi
hizli bir sekilde yapacak ve en uygun sogutma kanalini kisa
surede belirleyebilecek bir program bulunmamakta. Ama teknoloji
cok yeni oldugu icin belki ileride bu gibi programlar piyasaya
cikabilir.
Otoinşa
teknolojisi ile direkt metal kalıp inşasında Avrupa ve Dünya'daki
gelişmeler ne yönde? Sanayicimize sunduğu potansiyel avantajlar
nelerdir? Bu yeni teknolojilerin ülkemizde de önemli bir yere
sahip olmasi için engeller nelerdir?..
İlk
başlarda soğutma kanallarıyla plastik parça soğuma süresini
yüzde 10 ile 20 arasında azaltmamız bile büyük bir başarı
olmuştu. Daha sonra bunları optimize etmeye başladıkça yüzde
60'ı gecen oranları yakalamanın mümkün olduğunu gördük. Böylece
parçaların üretim hızı (cycle time) yüzde 20 civarında azalmaktadır.
Bu konuda da kalıpçılık firmamızın farklı patentleri oldu.
Örneğin artık basit soğutma kanallarıın yerine tüm yüzeyi
soğutabilen teknikler geliştirildi. Bu bize ve Concept Laser
makinesini kullanan firmalara sektörde inanılmaz avantajlar
sağladı. Örneğin Çin'deki kalıpçılar nerdeyse bizim çeliği
aldığımız fiyata kalıp üretirken, biz "teknolojik kalıp"
üreterek, imalat sürelerini düşürmekle kalmadık, parça başına
düşen maliyeti de yüksek oranda düşürdük. Başka bir örnek
olarak da kalıpların küçültülebilmesini gösterebiliriz. Artık
üretim süresi oldukça düştüğünden, bir kalıpta aynı anda basılması
gereken parça sayısı da azaltılabilir. Bu sayede hem kalıp
maliyeti düşürülmekte, hem de aynı parça daha basit enjeksiyon
makinelerinde basılabilmektedir. Soğutma kanallı kalıplarımız
senelerdir sorunsuzca çalışmaktadır. Bu hem bu kalıpları kullanan
müşterilerimizin memnun olmasını sağladı, hem de bu teknolojiyi
kullanmak isteyenlerin sayısını artırdı. Almanya'da 5000'in
üzerinde kalıpçı olduğunu düşünürsek, sadece kalıpçılıktaki
pazarın büyüklüğü görülüyor. Kalıphanemizde yapılan kalıpların
hemen hemen hepsinde soğutma kanallı parçalar bulunuyor. Teknolojiye
verdiğimiz bu önem sayesinde Hofmann kalıpçılık firması geçen
aralık ayında Almanya'da 2005 yılının en iyi kalıpçısı seçildi.
Benim
fikrim bu teknoloji Avrupa'da oturdukça, ülkemizde de kalıpçılarımız
bu yöntemi kullanmaya başlayacaklardır. Çünkü bahsettiğim
gibi bu yöntem ilerde hemen hemen bütün kalıplarda kullanılacak.
Bu teknolojiyi kullanmayan kalıpçıların ilerisi için soğutma
kanallı kalıplara karşı durabilmesi çok zor görünüyor. Tabii
şu an için bu teknoloji daha çok karmaşık parçaların kalıplarında
kullanılıyor. Ancak gelişen teknolojiye Türk kalıpçılığı da
olabildiğince çabuk ayak uydurmalıdır.
Gelişen
bu yeni kalıp imalat teknolojileri ışığında ülkemizdeki sanayicilere
ve eğitim kurumlarına neler tavsiye edersiniz?..
Sanayiciler
için tavsiyem Türkiye içinde ve hatta global pazarda rekabet
için bu teknolojileri gözardı etmemeleri. Söylediğim gibi,
kalıpçılıkta "cycle time"ın bu şekilde büyük oranlarda
düşürülmesi Türk kalıpçılığına da güç getirecektir. Bu sadece
kalıpçılar için değil aynı zamanda fonksiyonel parça yapan
otomotiv ve benzer sektörler için de geçerli. Aynı zamanda
dişçilikte de KromKobalt alaşımlarının üretiminde ileride
bu teknolojinin dökme yöntemlerinin yerini alacak olması bile
mümkündür.
Eğitim
kurumları da henüz gecikmeden bu gibi teknolojilere yönelik
araştırma geliştirme faliyetlerini başlatmalıdırlar. Almanya'daki
gibi sektörün yeni teknolojileri öğrenmesindeki destek daha
çok üniversitelerden gelmelidir. Ayrıca genel olarak lazer
teknolojilerine yönelik araştırmalar da gerek eğitim kurumlarımız
ve gerek firmalarımız tarafından yapılmalı ve hatta üniversitelerde
imal usullerinde, lazer gibi gelecekte çok kullanılacak yöntemler
derslerde de ögretilmelidir. Bu konularda tüm sanayi kuruluşlarına
ve üniversitelere de istedikleri her an elimden geldiğince
yardım edebileceğimi belirtmek isterim.
Kariyerini bu yeni imalat teknolojileri doğrultusunda yapmak
isteyen gençlere neler tavsiye edersiniz?
Öncelikle
en önemli şey gerek stajlarda gerek üniversite hayatında teoriden
çok, üretim yöntemlerini görerek öğrenmeleri. Tabii kendi
tecrübelerime dayanarak bunu olabildiğince yeni teknolojiler
kullanan ve hatta geliştiren firmalarda yapmalılar. Bu sayede
kısa zamanda çok şey öğreneceklerdir. Bunun için imkanları
elverdiği ölçüde Almanya gibi makine fakültelerinin birer
büyük şirket gibi çalıştığı ve birçok yeni teknoloji ürettiği
bir ülkede staj yapmaları ve hatta master yapmalarını öneririm.
Almanya'da birçok fakültede öğreniminiz süresinde çalışırsanız,
eğer hevesiniz de varsa, kısa bir sürede çok şey ögrenebileceğinizi
ifade etmek isterim. İnanın birçok yeni teknoloji, üzerinde
çalışmanızı bekliyor. Yapmanız gereken sadece bunun için adım
atmak.
*
Not:
Otoinşa
teknolojileri 1986'da ABD'nde ticari olduğu ilk yıllarda
sadece hızlı model ve prototip imalatı amacıyla geliştirilip
kullanıldığından, bu teknolojiler, kapsamı ve anlamı bakımından
çok uygun olan "autofabrication" (otoinşa)
veya "automated fabrication" yerine çoğunlukla
"rapid prototyping" (hızlı prototipleme)
adıyla anılmıştır.
Sonraları,
gelişen teknoloji ve açılan yeni uygulama sahaları (rapid
tooling - hızlı kalıp imalatı gibi) ile birlikte artık bu
ismin yetersiz ve dar kapsamlı kaldığı ilgili çevrelerce de
kabul edilmesine rağmen ilk yıllarda verilen bu isme piyasa
alışmış olduğu için değiştirmek mümkün olmamıştır. Otoinşa
teknolojileri için daha birçok farklı isimlendirme ve kısaltmalar
kullanılabilmektedir; Bunlardan bazıları, "additive
fabrication", "additive manufacturing",
"Solid Freeform Fabrication, SFF", (katı,
serbest şekilli inşa), "Free Form Fabrication, FFF",
"Layered Manufacturing" (katmanlı imalat),
"3D Printing" (3 Boyutlu Yazıcı) şeklindedir...
Daha fazla bilgi için:
|
