|
Esnek İç Maçalar:

Esnek iç maçalar
 Yay çeliğinden yapılan "esnek iç maçalar", plastik enjeksiyon kalıpçılığında kısa mesafeli (0-6mm) ters açı (undercut) bölgelerini çıkarmak için kullanılırlar. Aynı zamanda geniş alın yüzeyleri sayesinde, itici görevi de yaparlar. Yay çeliğinden yapılan "esnek iç maçalar", plastik enjeksiyon kalıpçılığında kısa mesafeli (0-6mm) ters açı (undercut) bölgelerini çıkarmak için kullanılırlar. Aynı zamanda geniş alın yüzeyleri sayesinde, itici görevi de yaparlar.
Esnek iç maça kullanımının avantajları şunlardır.
- Standart olarak bulunabilirler. Kırılma, aşınma, deforme olma durumlarında yenisi ile değiştirilebilirler. Yedek parça sorunu yoktur.
- Esnek iç maça yuvası açmak oldukça kolay bir işlemdir. Esnek iç maça yuvalarından bazıları telerozyon tezgahlarında açılırken, bazıları ise matkap tezgahlarında delinerek, rayba çekilir.
- Hareket eden, sürtünen parça sayısı, standart maça sistemlerine göre daha az olduğu için, aşınma, problemleri en az olan sistemdir.
- Genel olarak, esnek iç maçalar ve yuva açma maliyetleri, standart maçalara göre daha ekonomiktir.
- Esnek iç maçalar aynı zamanda, itici olarak ta kullanılır.
Esnek iç maçaların üreticisi CUMSA'nın standart ölçüleri
Esnek iç maça kullanma talimatları
- Esnek maça yuvasının bu ölçüsü, H ölçüsü kadar olmalıdır.
- Bu ölçü, C öçlüsünün en az 1/3'ü kadar olmalıdır.
- Esnek iç maça stroku, C ölçüsüne eşit yada daha küçük olmalıdır.
- Esnek iç maça şaftına yuva vazifesi yapan plakanın kalınlığı en az 15mm olmalıdır.
- Ters açılı bölgedeki çıkma açısı en az 50 olmalıdır.
- Esnek iç maçanın boyu, delik boyundan 0,02-0,05mm uzun olmalıdır.
- Genel toleranslar H7/g6'dır.
- Esnek iç maça boyu ayarlandıktan sonra, alın yüzeyinden 0,1mm silinmelidir.
Esnek iç maça kullanma talimatları
Esnek iç maça boyu ayarlandıktan sonra, alın yüzeyinden 0,1mm silinmelidir. Aksi taktirde maça plastik ürün içerisine gömülür ve yana doğru kayamaz, görevini yerine getiremez.
Esnek iç maçanın alın yüzeyinden 0,1mm silinmelidir.

Esnek iç maça kalıp kapalı ve açık durumu
Esnek iç maçaların bulunduğu bir kalıbın otomatik çalışması için, itici sisteminin çift kademeli olması gerekir. İlk itici grup hareket ettiğinde, esnek iç maçalar ve itici pimler beraber hareket eder. Ters açılı bölgeler kurtulduğunda, ikinci grup itici pimler devreye girerek, ürünün kalıp dışına düşürülmesi sağlarlar.
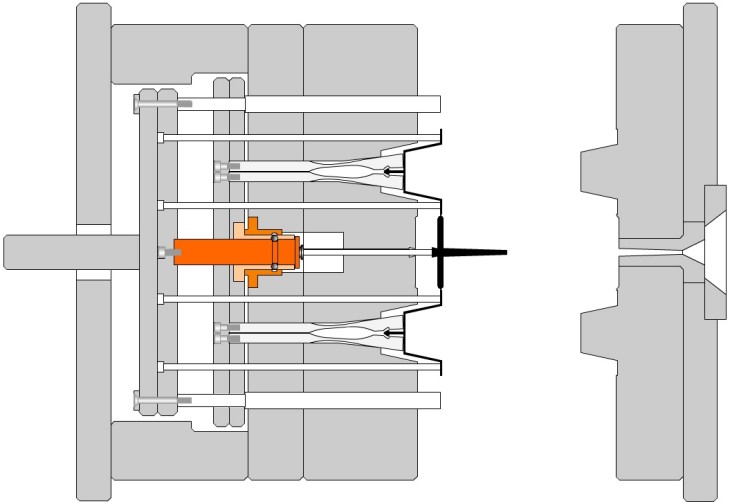
Karşılıklı olarak yerleştirilmiş iki adet esnek iç maçalı, çift itici plakalı bir kalıp seti aşağıda gösterilmektedir;
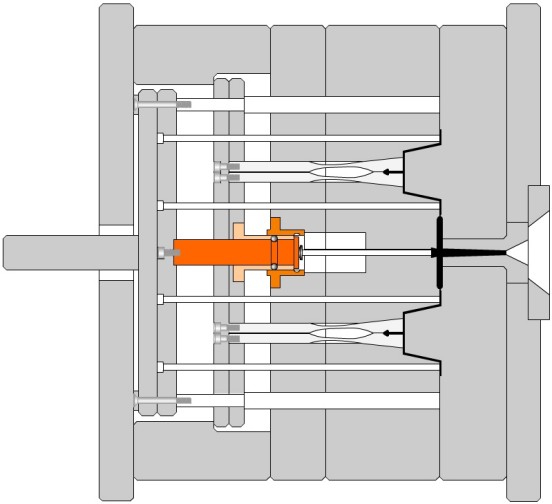
Karşılıklı olarak yerleştirilen iki adet esnek iç maça (kalıp kapalı)
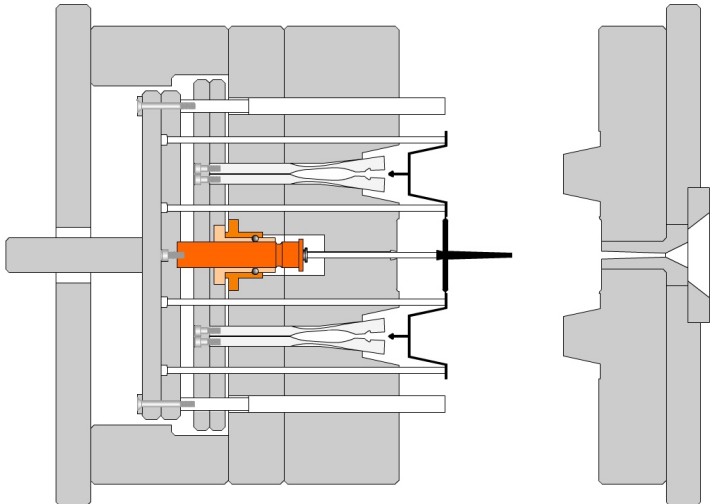
 Kalıp açılmış, itici plakalar beraber hareket etmiş ve ters açılı bölgeyi kurtarmış fakat ürünü henüz kalıp dışına düşürememiştir. Kalıp açılmış, itici plakalar beraber hareket etmiş ve ters açılı bölgeyi kurtarmış fakat ürünü henüz kalıp dışına düşürememiştir.
Üst itici plakası durarak sadece alt itici plakası hareket ediyor ve ürünü kalıp dışına düşürüyor.
|
