|
Selim Koca
Plasmot Ltd. Şti.
Eylül 2008, Bursa
Özet
Bu çalışmada; kalıpçılık sektöründe oldukça geniş bir uygulama alanı bulan küresel takımlarda efektif kesme hızı, bir başka ifadeyle gerçek kesme hızı (True Cutting Speed- TCS) konusu ele alınmıştır. Bu konuya bağlı olarak frezeleme esnasında işleme yönünün, ölçü ve yüzey hassasiyeti üzerine etkileri incelenmiş ve bir sonuca varılmıştır. Efektif kesme hızını etkileyen en önemli faktör olan "True Cutting Diameter-TCD" parametresinin açıklanmasında görsel unsurlar kullanılmış ve bu işlemler CATIA-V5 yazılımı kullanılarak gerçekleştirilmiştir.
1. Giriş
Küresel takımlar, 3D yüzeylerin işlendiği kalıpçılık sektörü gibi alanlarda oldukça kullanışlı takımlardır. Birçok yeni geometri ve ölçüye sahip takımlar günümüzde yaygın bir kullanım alanına sahiptir. Takım kaplama teknolojisindeki gelişmeler ve sertleştirilmiş çeliklerin doğrudan frezelenmesinin mümkün olması küresel takımların önemini arttırmaktadır [1].
Frezeleme esnasında yüzeyler 2 metot kullanılarak oluşturulur. Bunlar; Up Milling (UM) - konvansiyonel ya da ters yönlü işleme- ve Down Milling (DM) - aynı yönlü işleme- yöntemleridir [2, 3]. Bu yöntemlerin; kesme kuvvetinden ölçü-yüzey hassasiyetine ve hatta takım ömrüne kadar birçok parametreyi etkilediği bilinmektedir.
2. Efektif kesme hızı
2.1. Efektif kesme hızının tanımı
"Efektif" sözcüğünün bir çok anlamı olmasına rağmen kelime manası olarak geçerli, gerçek anlamlarına gelen bir kelimedir. Efektif kesme hızı; özellikle ball nose-tam küre- solid karbür ya da takma uçlu frezelerin talaş kaldırma esnasında; talaş derinliğine bağlı olarak lineer olmayan bir şekilde artan ya da azalan gerçek kesme hızıdır.

Resim 1. SECO JABRO Tornado Ball Nose solid karbür parmak frezeler [4]
Aşağıda, diğer küresel uçlu parmak freze örnekleri gösterilmiştir;

 
 
2.2. Efektif kesme hızının formülasyonu
Küresel takımlarla frezeleme esnasında şayet talaş derinliği takım radyüsünden küçükse efektif çap aşağıdaki formülle hesaplanır [5].
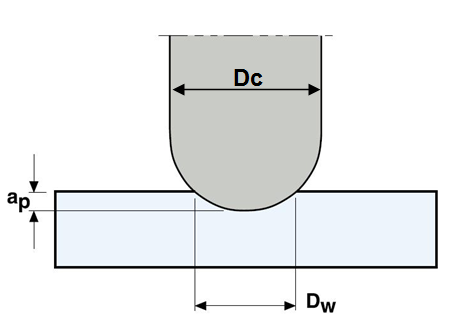
Resim 2. Efektif çapın şematik gösterimi [4]
 (1) (1)
Yukarıdaki formülde;
Dw = Efektif çap (mm)
ap = Talaş derinliği (mm)
Dc = Takım çapı (mm) ifade etmektedir.
Bu formülden hareketle efektif kesme hızı;
 (2) (2)
şeklinde ifade edilebilir.
Burada;
Ve = Efektif kesme hızını (m/dak)
n = Devir sayısını (dev/dak)
ifade etmektedir [4].
Kesme düzleminin takım eksenine dik olduğu durumlarda yukarıdaki formüller geçerli olmakla beraber, takım ekseni işlenen yüzeye dik değilse yukarıdaki formüller geçerliliğini kaybetmektedir. Özellikle 3D yüzeylerin küresel takımlarla işlenmesinde işlemler daha karmaşık bir hale gelmektedir. Takımın yüzeyle olan temas açısı değişmektedir.
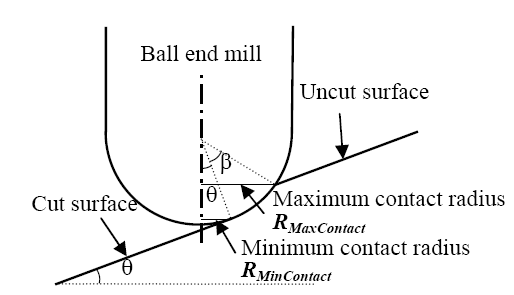
Resim 3. Eğimli yüzeylerde takım-iş parçası ilişkisi [6]
Inconel 718 süper alaşım malzemesi için; 5000 dev/dak devir sayısı, 0.1 mm talaş derinliği ve 80 lik eğim açısı altında 10 mm çapında küresel takımın minimum ve maksimum temas radyüsündeki kesme hızının 22 m/dak - 52 m/dak arasında değiştiği bulunmuştur [6]. Buradan da anlaşılacağı üzere eğimli yüzeylerin işlenmesinde takım temas yüzeyi farklılık gösterdiğinden ötürü kesme hızı değerleri de değişkenlik göstermektedir.
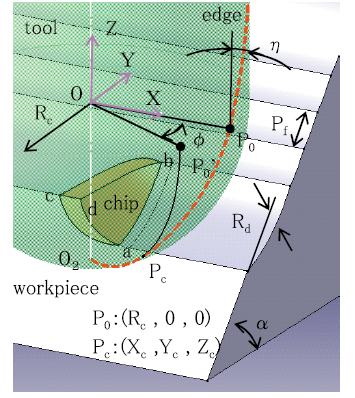
Resim 4. Eğimli yüzeylerin küresel takımlarla işlenmesinde kesme mekanizması [1]
Hiroyasu ve ekibi yapmış oldukları çalışma neticesinde; eğimli yüzeylerdeki kesme kuvvetinin ve kesme hızının takım helis açısına da bağlı olduğunu keşfetmişlerdir.
|
