|
ÖZET
Geleneksel
kalıplama teknolojisi ile üretilebilecek boyutlarının altındaki
ürünlerin üretilebilmesi mikro kalıplama teknolojisi ile sağlanmaktadır.
Kalıba mikro figürlerin işlenebilmesi için yeni teknolojiler
kullanılır. Ayrıca enjeksiyon makinesinin tasarımında ve enjeksiyon
parametrelerinde yapılan değişiklikler sayesinde mikro ürünler
kalıplanmaktadır.
1.
GİRİŞ
 Günümüzde
mikro kalıplamadan söz edilmesine rağmen bir ürünün mikro
ürün olma sınırı tam olarak belirlenmemiştir. Geleneksel kalıplama
teknolojisinin yetersiz kaldığı noktadan sonrası artık mikro
kalıplama teknolojisinin alanına girer. Artık yeter denebilecek
alt limit ise, tamamen teknolojik gelişmelere paralel olarak
küçülmektedir. Şu anki teknoloji ile kalıplanabilirliğin alt
limiti; ağırlık olarak 0,00013g, cidar kalınlığı olarak 0,01mm
olduğu söylenebilir. Bu araştırmada geleneksel yöntemlerle
kalıplanamayacak kadar küçük plastik ürünlerin kalıplanması
konusu irdelenmiştir. Günümüzde
mikro kalıplamadan söz edilmesine rağmen bir ürünün mikro
ürün olma sınırı tam olarak belirlenmemiştir. Geleneksel kalıplama
teknolojisinin yetersiz kaldığı noktadan sonrası artık mikro
kalıplama teknolojisinin alanına girer. Artık yeter denebilecek
alt limit ise, tamamen teknolojik gelişmelere paralel olarak
küçülmektedir. Şu anki teknoloji ile kalıplanabilirliğin alt
limiti; ağırlık olarak 0,00013g, cidar kalınlığı olarak 0,01mm
olduğu söylenebilir. Bu araştırmada geleneksel yöntemlerle
kalıplanamayacak kadar küçük plastik ürünlerin kalıplanması
konusu irdelenmiştir.
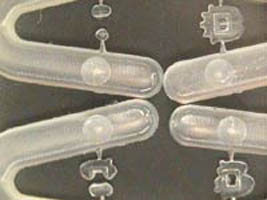
Şekil
1. Mikro ürünlere örnekler:
|
|
|
|
a)
Mikro su motoru dişli kutusu
Boyutları: 3 x 1 x 0.5 mm,
Kütlesi: 0,325g,
Malzemesi: Nylon |
b)
Mikro dişli sistemi. Yanında görünen ise bir plastik malzeme
granürü.
Malzemesi: Asetal
Kütlesi: 0,04mg |
c)
Mikro kalıplama yöntemi ile üretilmiş dünyanın en küçük
ürünü
Boy: 1,3 mm, çekirdek maça çapları: 0,63 - 0,13 mm, Yolluk
giriş çapı: 0,076mm |
Mikro
ürünlere örnek verecek olursak; mikro dişliler, mikro dişli
kutuları, işitme cihazları, medikal cihazlar, mikro motorlar,
saat parçaları, elektronik açma kapama anahtarları, mikro
sensörler, lensler, fiber optik malzemeler vb. Mikro ürünlerde;
federler, delikler, çıkıntılar, kanallar, klipsler gibi kritik
elemanlar bulunmaktadır. Hatta ürün üzerinde insertler bulunmakta
ya da kademeli enjeksiyon işlemi yapılmaktadır.
Mikro
kalıplama teknolojisi geleneksel kalıplama teknolojisine göre
birçok zorlaştırıcı durum içermektedir. Örneğin kalıp ayrıntıları
öylesine küçüktür ki imalatçı görebilmek için büyüteç kullanmak
zorunda kalabilir. Ayrıca eriyik plastiği dar kalıp kesitlerinde
ilerletebilmek için enjeksiyon parametrelerinin iyi tasarlanması
gerekir.

www.desma-tec.de
2.
MİKRO ENJEKSİYON MAKİNELERİ
Mikro
enjeksiyon makineleri geleneksel makinelere göre bazı farklılıklar
içerse de temelde çalışma prensipleri aynıdır. Eriyik plastiğin
kalıp çukuruna transfer ediliş yöntemi en büyük fark olarak
gösterilebilir. Ayrıca kullanılan ekipmanların boyutları da
en büyük farktır. Örneğin extrüder vidasının çapı 14-16 mm
arasındadır, nozul çıkış çapı ise 1,5 mm' dir.
Mikro
enjeksiyon makinelerinde kullanılan extrüder vidasının çapı
14 mm' den küçük yapılamamaktadır. Daha küçük çaptaki extrüder
vidası enjeksiyon esnasında oluşan basınca karşılık veremeyerek
kırılmaktadır. Ayrıca daha küçük çaplı extrüder vidası enjeksiyon
sürecini besleyememektedir. Mikro kalıplarda genellikle soğuk
yolluk tipi kullanılır. Mikro kalıplar için üretilecek sıcak
yolluk sistemleri için gerekli mühendislik altyapısı eksiktir.
Sık kullanılan mikro enjeksiyon makinesinin çalışmasını anlatacak
olursak. İşlem enjeksiyon pistonuna 45° açılı extrüder vidasının
eriyik plastiği ilerleterek dikey dozajlama odasını beslemesi
ile başlar. Dazajlama odasının dolmasından sonra extrüder
vidasının önündeki valfin kapanması ile dozajlama işlemine
geçilmiş olur. Enjeksiyon pistonuna dik konumdaki dozajlama
pistonunun ayarlanan miktarda ilerlemesi ile dozajlama işlemi
gerçekleştirilmiş olur. Dozajlama pistonunu kontrol eden hassas
servo motor sayesinde 0,001 cc hacim hassasiyetinde dozajlama
yapılabilmektedir. Dozajlama işleminin bitmesinden sonra enjeksiyon
ilerleyerek eriyik plastiği kalıp çukuruna dolmasını sağlar.
Şekil
2. Battenfeld firmasının üretmiş olduğu mikrosistem
enjeksiyon tezgahı
|
Dozajlama
işleminin iyi yapılmış olması gerekir. Yetersiz dozajlama
kalıp çukurunun dolmamasına sebep olabileceği gibi aşırı dozajlamada
ürünün kalıba yapışmasına yada kalıbın hassas kesitlerinin
zarar görmesine sebep olacaktır. Dozajlama miktarının tamlığını
sağlayabilmek için enjeksiyon pistonunun hareketi servo motorla
5 mikron hassasiyetinde yapılmaktadır. Toplam enjeksiyon süreci
0,020 saniye sürmektedir. Eriyik plastiğin dar kesitlerden
geçebilmesi için yüksek basınç ve yüksek eriyik sıcaklığına
ihtiyaç vardır. Plastik malzemenin yüksek sıcaklıkta uzun
süreli beklemesi malzemenin iç yapısının bozulmasına sebep
olacaktır. Bu durum göz önünde bulundurularak eriyik plastik
yüksek sıcaklıkta uzun süre bekletilmemelidir. Geleneksel
enjeksiyon tezgahlarında bu süre iki saati bulabilmesine rağmen
mikro enjeksiyon tezgahlarında ise bu süre iki dakikaya kadar
düşmektedir.

www.desma-tec.de
3.
MİKRO KALIPLAR VE ÜRETİM TEKNOLOJİLERİ
Mikro
kalıp tasarımı yapılırken plastik malzemelerin viskoz özellikleri
dikkate alınır. Malzeme donmadan kalıp çukurunu doldurabilesi
için yolluk ve dağıtıcılar ürüne göre çok büyük ebatlarda
yapılmaktadır. Böyle yapılmasının bir diğer sebebi ise extrüder
vidasının transfer hacminin ürün hacminden çok fazla olmasıdır.
Öyle ki enjekte edilen plastiğin %1 lik kısmını ürün olarak
elimize alabiliriz. % 99 luk kısım ise ya çöpe gitmektedir
yada geri dönüştürülmüş malzeme olarak kullanılmaktadır. Fakat
ürünler çok özel amaçlı kullanıldığı için geri dönüşümlü malzemeler
pek kullanılmak istenmez. Çöpe giden malzeme miktarı, kalıpta
değişiklikler yapılarak hem dolum garantisini hem de yeterli
malzeme miktarını sağlayarak % 80 lere kadar düşürülebilmektedir.
Bu azalma miktarı az gibi görünse de çok pahalı (10USD/g civarında)
olan medikal malzemelerde büyük kazançtır.
Geleneksel
ürün ölçeğinde 64 gözlü kalıp üretilebilirken mikro ölçekte
bu değer çok komiktir. Çok gözlü bir kalıpta ne istenen tolerans
hassasiyeti ne de dolum dengesi sağlanabilir. Göz sayısı mümkün
olduğu kadar küçük tutulmalıdır. Mikro ölçekli ürünlerde yüzey
kalitesi oldukça önemlidir. İmal edilen kalıp çekirdek yüzeyi
ilk bakışta pürüzsüz görünse de yakından bakıldığında istenen
yüzey kalitesini veremeyeceği görülür. Bu yüzden kalıp kaliteli
bir şekilde parlatılmalıdır.
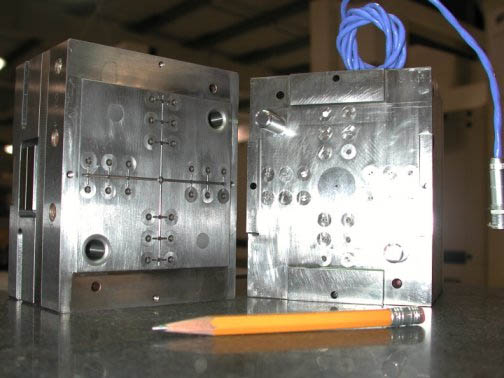
Şekil 3. 24 gözlü, sıcak yolluk burçlu mikro kalıp |
Mikro
parçaların üretileceği plastik malzemeler iyi seçilmelidir.
Tavsiye edilen yüksek akış indeksine ve uygulama sıcaklığında
düşük viskoziteye sahip plastiklerdir. Ayrıca, cam elyafı
takviyeli malzemeler dar kesitli kanallardan akış için uygun
değildir. Mikro ürünlerin üretimi için kullanılan özel plastikler
üretilmektedir.
Mikro ölçekli kalıpların üretimi için geliştirilen elektronik
sinyal algılayıcılar sayesinde üretim toleransı ±10 nanometreye
kadar indirgenmektedir.
Mikro
kalıp üretiminde kullanılan teknolojiler; EDM, mikro frezeleme,
asitle aşındırma, lazerle işleme, UV lithography olarak sayılabilir.
3.1.
MİKRO FREZELEME YÖNTEMİ
Mikro
frezelerin geleneksel frezelere göre farkı boyutlarının küçük
olması ve işleme hassasiyetinin yüksek olmasıdır. Hassas servo
motorlar ve hareket elemanları kullanılarak tezgah eksen hareketlerinin
kararlılığı sağlanmış olur. Geleneksel CNC freze tezgahının
işleme hassasiyeti 1-3 mikron olabilmekteyken, CNC mikro freze
tezgahının işleme hassasiyeti 30 nanometreye kadar inmektedir.
Hareket hassasiyetini sağlayabilmek için hava taşımalı yataklar
kullanılmaktadır. Ayrıca henüz deney aşamasında olan hidro-dinamik
akışkan destekli yataklama da bu amaçla kullanılacaktır.
Mikro
frezelerde elmas kesiciler kullanılmaktadır. 200 mikrona kadar
küçük çaplı elmas kesiciler üretilmektedir. Bu kesicilerle
son derece küçük detaylar ve pürüzsüz yüzeyler elde edilebilmektedir.
Ayrıca elmas kesiciye ultra-sonik titreşim hareketi yaptırarak
ta kalıp yarımları işlenmektedir. Elmas kesicilerin en büyük
dezavantajı çelik malzemeleri işleyememeleridir. Çelik yerine
nikel, alüminyum veya bakır kalıp takımları işlenmektedir.
Çelik kalıp takımları için karbür kesiciler üretilmektedir.
Karbür kesicilerde ise 125 mikron çapa kadar kesiciler üretilmektedir.
Böylece daha küçük detaylar elde edilebilmektedir. Fakat elmas
kesici kadar pürüzsüz ve düzgün yüzeyler elde edilememektedir
3.2.
EDM YÖNTEMİ
CNC
EDM tezgahları sayesinde 1,5 mikron dalma hassasiyeti ile
kompleks parçaların kalıp çekirdekleri kolaylıkla üretilebilmektedir.
Tezgah eksen hassasiyeti ±2 mikron olduğundan maksimum ölçü
tamlığı sağlanmış olur. Elektro-tel erozyon teknolojisi kullanılarak
ta kalıp imalatı yapılmaktadır. Küçük profilleri oluşturabilmek
için 0,025 mm çapındaki tel ile kesim yapılmaktadır.
3.3.
UV-LITHOGRAPHY YÖNTEMİ
Kalıp
ve prototip üretiminde yepyeni bir yaklaşım olan UV-Lithography
teknolojisi mikro
kalıp üretiminde de kullanılmaktadır. Üretim süreci cam veya
silikon tabanlı bir yüzeyden başlar. Dilimler halinde bölünen
ürün geometrisi her firmanın kendine has ürettiği teknoloji
ile katman katman inşa edilir. En alt geometriden başlanarak
her katman inşa edilerek kalıp çekirdeği oluşturulmuş olur.
Bu kalıp çekirdekleri daha sonra nikel veya nikel alaşımları
ile kaplanır. Böylece elde edilen kalıp yüzeyi EDM ve mikro-frezeleme
ile elde edilenden çok daha pürüzsüz ve düzgün olur.

Şekil 4. UV-Lithography teknolojisi ile üretilmiş kalıp
çukuru.
Basılan plastik malzeme: Nylon, dişli çapı: 0,48 mm
ürün cidar kalınlığı: 0,066 mm. |
UV-Lithography
yöntemi ile 10 mikrona kadar girinti ve detaylar kolaylıkla
oluşturulabilir. EDM ve mikro-frezeleme teknolojisinde bu
değerin 100 mikron olduğu düşünülürse oldukça mükemmel bir
hassasiyet ortaya çıkmaktadır. Parça ölçüsünde ise ±2 mikrona
kadar ölçü toleransı sağlanır. Ayrıca bu yöntemle üretilen
çok gözlü kalıplarda çekirdeklerin birbirini karşılamama sorunu
ortadan kaldırılır. Bu yöntemle bir kalıp 6- 8 hafta arasında
yapılabilmekte olup her göz için 5 milyon baskı yapılabilmektedir.
Fakat bu yöntemin henüz giderilmemiş sorunları vardır. Kalıp
üretimi pahalıdır, kalıp sadece x ve y eksenlerinde inşa edildiği
için kalıp çekirdeği tasarlanırken üretim kalitesi de göz
önünde bulundurulmalıdır.
3.4.
LAZERLE AŞINDIRMA YÖNTEMİ
Mikro
kalıp üretiminde kullanılan bir diğer yöntem ise lazerle aşındırma
teknolojisidir. 5 mikron genişliğindeki lazer ışık demetinin
10-100 nanosaniyelik atımlarla kalıp çeliği üzerine yönlendirilmesidir.
Böylece çelik aşındırılarak kalıp çekirdeği oluşturulmuş olur.
Işık demetinin genişliği 355 nm'ye kadar düşürülebilir. Küçük
ışık demetleri yüzey kalitesinin yüksek olduğu durumlarda
kullanılır. Her ne kadar aşındırıcı lazer ışınının genişliği
bu kadar küçültülebilse de kullanılan tezgahın eksen hassasiyetine
bağlı bir tolerans sınırının olduğu da unutulmamalıdır. Uzun
süreli lazer atımları malzeme üzerinde ısısal yığılmalara
sebep olur. Bu durum kalıp yüzey kalitesini olumsuz etkilenmektedir.
4.
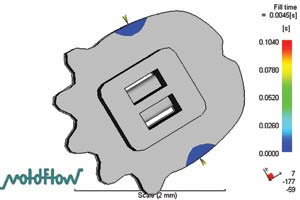
MİKRO ÜRÜNLERİN BİLGİSAYAR ORTAMINDA DOLUM ANALİZİNİN YAPILMASI
Makro
ürünlerde olduğu gibi mikro ürünlerin dolumu da bilgisayar
ortamında simüle edilerek ürün kalitesi önceden tahmin edilebilmektedir.
Bu amaçla yola çıkan Miniature Tool & Die Inc. (MTD, Charlton,
MA) ve University of Massachusetts-Lowel's Plastics Engineering
Dept. (UML, Lowel, MA) kuruluşları hazırlamış oldukları Moldflow
akış analiz programı sayesinde mikro ürünler için gerekli
olan kalıp dolum analizleri yapılabilmektedir. Program yazılırken,
yüksek sıcaklıktaki plastik malzemenin mikro kanallardan yüksek
basınçta geçerken ki davranışı dikkate alınmıştır. Geleneksel
analiz programları kullanılsa bu basınç ve sıcaklık değerleri
uygulanabilirliklerini kaybetmiş olarak bize gösterilecektir.
|
|
|
|
Şekil
5. Moldflow yazılımı ile simüle edilmiş bir analiz ve
uygulaması. |
5.
SONUÇ
Görülüyor
ki teknoloji ilerledikçe kullandığımız gereçler küçülmektedir.
Mikro kalıplama teknolojisi de bu küçülmede yerini almıştır
ve ilerlemenin en büyük destekçilerinden biri olma konumuna
gelmiştir. Kullanılan teknoloji ve yöntemler açısından mikro
kalıplama oldukça hassas bir iştir. Geleneksel kalıplama teknolojisinin
sınırlarını zorlayan bir teknoloji olan mikro kalıplama her
geçen gün kullandığımız sıradan ürünlerde de yerini almaya
başlamaktadır.
KAYNAKLAR
1.
www.plasticstechnology.com
Micromolding Sizing Up the Challenges, Mikell Knights
2. www.plasticstechnology.com
Micro Molds Make Micro Parts, Mikell Knights
3. www.plasticstechnology.com
Mold Micro Parts Just One Pellet at a Time, Mikell Knights
4. www.sovrin.com
(resmi web adresi)
5. www.micromoulding.com
(resmi web adresi)
6. www.immnet.com
A first in micromold flow analysis, Carl Kirkland, IMM - Mayıs
2003
7. www.immnet.com
Macro growth opportunities in micro CIM, Carl Kirkland, IMM
- Temmuz 2002
8. www.miniaturetool.com
(resmi web adresi) |