4. UYGULAMA
Çalışmanın şimdiye kadar olan kısmında genel olarak bir plastik enjeksiyon kalıbını tanımaya çalıştık. Kalıp nedir, ne işe yarar ve çalışma sistemi nedir gibi sorularımıza yanıt aradık .Kalıbın fonsiyonel bölümlerini, bu dölümlerin elmanlarını, bu elemanların işlevlerini incelemeye çalıştık, bu kalıplarda kullanılan plastik malzemeleri, bu malzemelerin özelliklerini ve kullanım alanlarına değindik. Bölüm 2 de ise Bölüm 1’de bahsettiğimiz kalıbı oluşturan fonksiyonel bölümleri, sistemleri inceledik. Kalıp tasarım aşamalarına, kalıp tasarımında dikkat edilmesi gerekenler hususları. Kalıbta olan yolluk sistemini, ititci sistemini, soğutma sistemini, bu sistemlerin çeşitlerini, seçimini etkileyen faktörleri inceledik. Çalışmamızın bu aşamasında ise bu bilgilere dayanarak baştan sona bir kalıbın tasarımını yapacağız. Üretilmesine karar verdiğimiz bir numuneyi ele alıp, bilgisayar destekli tasarımından itibaren başlayarak, sırasıyla malzeme seçimi, kalıplandırılması, itici sistemi yolluk sistemi soğutma sistemlerine beraber karar verip çalışmamızı pratikle birleştirmiş olacağız.
4.1 Genel Giriş
Kalıp tasarımı ilk önce üretimi yapılacak parçanın bilgisyar ortamında CAD programı ile katı modelini oluşturulması ile başlar. Bilgisayar destekli kalıp tasarımı, kalıbın oluşturulmasında büyük kolaylıklar sağlamaktadır.Kalıp üretim sürecine geçmeden önce sanal ortamda tüm kontroller daha sağlıklı bir şekilde yapılmktadır. Böylece üretmide karşılaşabilecek sorunlar minumuma indirilmektedir.
4.2 Kalıplanacak Parça
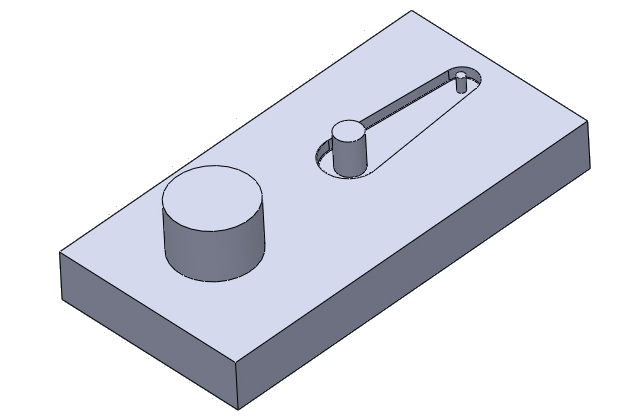
Resim 1’de de görülen parça, düzlem taşlama tezgahlarında kullanılan, atık talaşların uzaklaştırıldığı tamburun koludur. Parça çizimi ve ölçüleri EK 1 de verilmiştir.
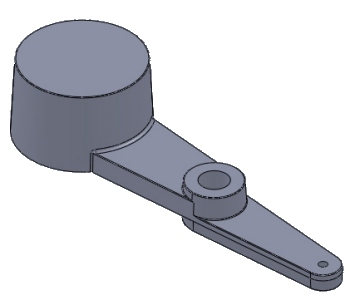 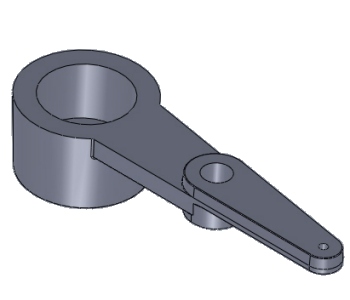
Resim 1 Kalıplanacak Parça Persfektif Görünüşleri
4.3 Malzeme Seçimi ve Parçanın Fiziksel Özellikleri
Parça kullanıldığı yerde devamlı kuvvet etkisi aldtında kaldığı için yorulma olmaktadır sık sık kırılmaktadır. Parçanın yorulma ile kırılmaması için parçanın zayıf bölgeleri dahada güçlendirilmiştir. Bu parça ABS malzeme seçimi yaptık.Çünkü ABS malzeme yüksek çekme dayanımı, yüksek darbe dayanımı göstermektedir.Ayrıca parçanın kullanıldığı yerin nemlidir ve ABS malzemenin ise nemden etkilenmez.
ABS Malzeme Özellikleri
- Yoğunluğu 1,04 g/cm³’tür.
- Mekanik özelliği çok iyidir.
- Çekme dayanımı 560 kg/cm², cam elyaf katkılı 773 kg/cm², karbon elyaf katkılı 1125 kg/cm², ABS-PC alaşımında 635 kg/cm²’dir.
- Sertlik darbe dayanımı ve uzama değerleri de bu değişime paralel olarak artar veya azalır.
- İyi bir yüzey kalitesine sahiptir.
- Aşınmaya karşı direnci fazladır.
- İyi bir elektrik izolasyon malzemesidir.
- Su ve rutubetten etkilenmez.
- Nem alma özelliğinden dolayı kullanmadan önce 2 saat kadar 80-90 Cº’de kurutulur.
4.4 Parçanın Kalıplandırılması
4.4.1. Kalıp Ayrım Çizgisini Belirlenmesi
Kalıp ayırım çizgisi imalini düşünüldüğü plastik parçanın kalıbının dişi ve erkek kalıp boşluklarının birleştiği çizgidir. Kalıp ayrım cizgizi parçanın estetik görünümünü etkilemeyecek şeilde belirlenmelidir.Bunun için parçanın kullnıldığı yere bakılmalıdır. Parçamız bir makine parçası olduğu için estesik olarak kalıp ayrım çizgisini yerin önemli değildir. Fakat kalıp ayrım çizgisi, kalıp açılma yönüne göre ayarlanması gerekmektedir. Resim 2’de parçamız için belirlediğimiz kalıp ayrım çizgisi görünmektedir.
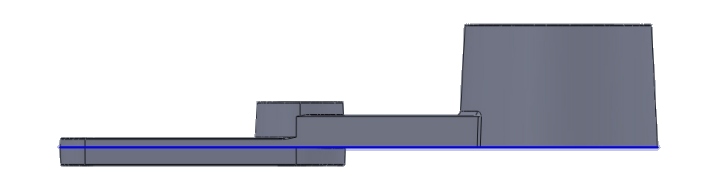
Resim 2 Kalıp Ayrım Çizgisinin Görünmesi
4.4.2 Dişi ve Erkek Çekirdeğin Oluşturulması
Dişi çekirdek ürünü dış yüzeylerini oluşturur. Tek parça veya birkaç parçadan meydana gelebilir. Daha sonra bu çekirdekler plakaya yerleştirilir erkek ve dişi plaka meydana gelir. Resim 3’de görünen dişi çekirdektir. Ürünün dış yüzeylerini oluşturur. Resim 4’de görünen ise erkek çekirdek resimde de görülen delik gibi iç yüzeyleri oluşturur.
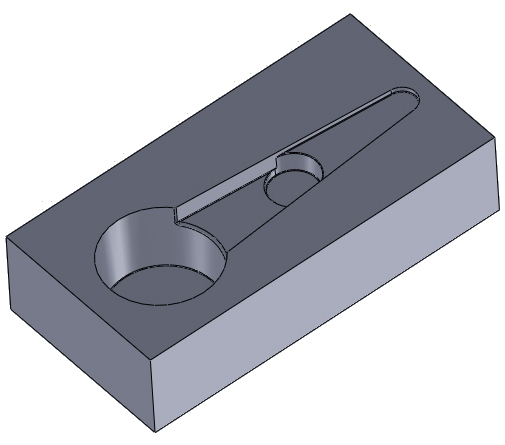
Resim 3 Dişi Çekirdek
Resim 4 Erkek Çekirdek
4.4.3 Göz sayısının Belirlenmesi ve Parçanın Kalıpa Yerleştirilmesi
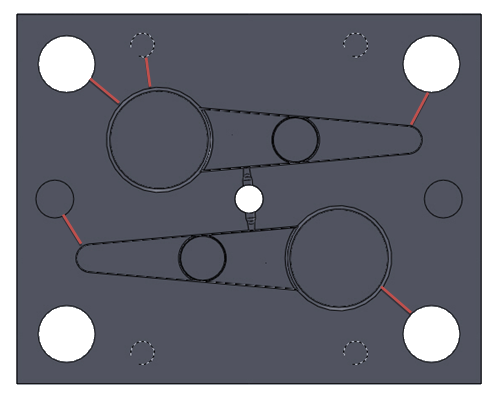
Göz sayısı kalıbın bi seferde kaç ürün çıkaracağını belirtir. Göz sayısının belirlenmesinde parça kullanım adedi, parça geometrisi, kalıp ebatları, kalıp maliyeti, kalıp çalışma şekli gibi faktörler göz önüne alınmalıdır. Gereksiz geniş alana yerleştirme fazla malzeme israfı oalcağından malyetimiz arttıracak, kalıp boyutlarını büyüteceğinden kalıbın gereğinden fazla ağır olmasına neden olacak ve soğumayı olumsuz etkileyecektir.Aksi yönde çok dar alana kalıbı skıştırmakta ileride soğutma sistemi veya itici sisteminni tasarımında yer darlığına neden olacak kalıbın yüzey alanı dar oluğu için enjeksiyon basınçlarına daha az dayanım göstercektir. Bizim parçamız çok miktarda ihtiyaç duyulan bir parça olmadığı için ve parça geometrisi göz önüne alındığında daha dengeli bir dağılım olması için Resim 5’de görüldüğü gibi 2 gözlü olarak yerleştirilmiştir.
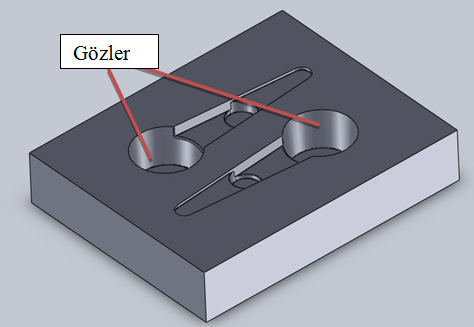
Resim 5 Göz Adedi ve Ürünün Kalıba Yerleşimi
4.4.4 Kalıbın Boyutlandırılması
Göz adedini belirledikten ve ürünün kalıba yerleştirilmesini yaptıktan sonra kalıbı boyutlandırıyoruz. Kalıbı boyutlandırmaktaki amacımız. Dişi ve erkek plakanın enini, boyunu ve yüksekliğini tayin etmektir. Çünki kalıb boyumuz itici isitemin tasarımında kullanılacak olan standar kalıp elemanların tercihinde gerekli olacaktır.
Ürünün kalıba yerleştirdikten sonra EK 2 deki gibi standart kalıp ölçüleri kataloğundan parça ile dış kenarlara arasında minumun 20 mm kalacak şekilde kalıp boyu seçilmelidir. Seçim yaparken ileriki aşamaları göz önünde bulundurmalıyız. Bunlar kolon pimleri, geri itici delikleri, bağlantı delikleri vb. Tasarımını yaptığımız kalıbın boyutlarını 156x156 olarak belirledik.
Resim 6 Kalıbın Boyutlandırılması
4.4.5. Yolluk ve Yolluk Giriş Dizaynın Belirlenmesi
Yolluk ve yolluk girişi ergimiş plastiğin kalıp boşluğuna kadar gitmesini sağlar. Yolluk tasarımına daha önceki bölümde değinmiştik. Bu tasarımda üretim maliyetlerinin düşmesi açısından ve yine ürün adedi fazla olmayacağı için düz yolluk kullanılması daha uygundur. Soğuk yolluk ile merkezden 2 göze dağılım yapılacaktır. Parça Estetiği fazla ön planda olmadığı için giriş parça kenarından kenar giriş belirlenmiştir. Resim 6’da yolluk giriş görünmektedir.
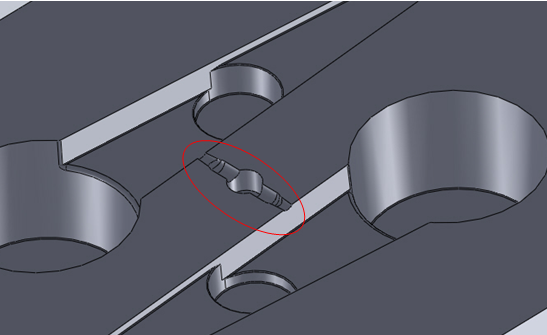
Resim 7 Yoluk Girişi
4.4.6. İtici Sisteminin Belirlenmesi
İtici sistemi, parça estetiği, parça geometrisi, parça boyutları gibi faktörlere bağlıdır. Burada parçamızın geometrisi düz ve dar olduğu için pim iticili sistem için daha uygundur. Pim iticilerin itme yerleri ve sayıları belirlenirken parçanın kalıpa daha fazla yapışan yerleri, feder gibi yerler belirlenmelidir. Resim 7’de de görüldüğü üzere iticiler parçanın daha çok kenar ksımlarına yerleştirilmiştir ve parça başına 7 adet itici kullanılmıştır.
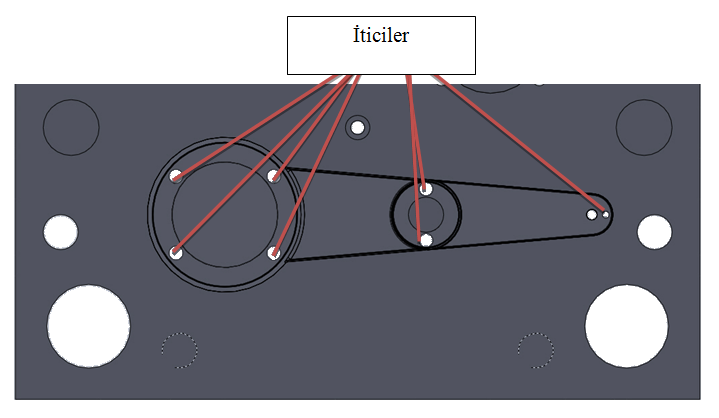
Resim 8 İtici Yerlerinin Görünümü
İtici sistemi içinde yolluk çekici ve geri itici bulunmaktadır. Yolluk çekici; yolluk burcu içinde gelen ve soğuyan yolluğu çekerek hem ürünün hemde yollluğun erkek tarafında kalmasını sağlamaktadır. Geri itici; iticiler parçayı kalıptan ayırırken iticlerle beraber hareket eder. Kalıp tekrar kapandığında dişi plakanın dayanmasıyla itici plakanın geri gitmesini sağlar. İtici pimlerde itici plaka üzerine bağlı olduğundan pimler eski haline geri gelmiş olur.
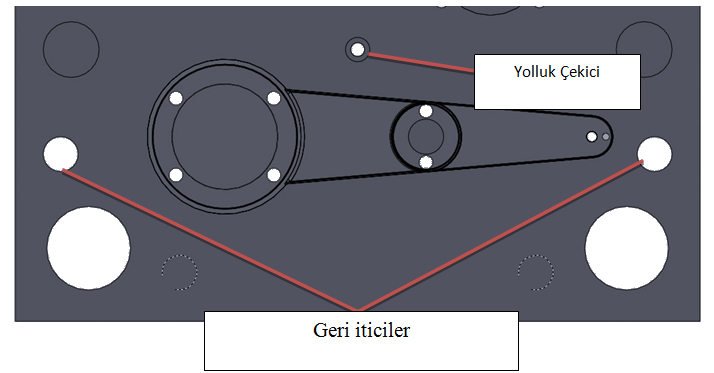
Resim 9 Geri itici ve Yolluk Çekicinin Görünümü
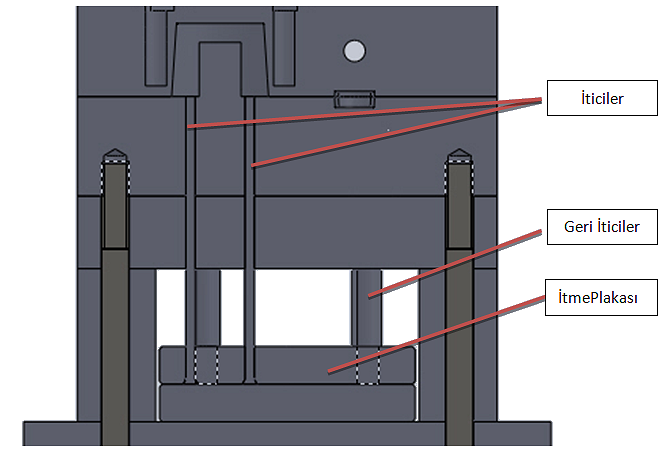
Resim 10 İtici Sisteminin Genel Görünümü
4.4.6.1. İtici Pimlerin Boyutlandırılması ve Kullanımı
İtici pimler günümüzde istenilen çaplara göre hazır olarak satılmaktadır. Üretilecek parçanın et kalınlığına ve itme mesafesine göre itici çapı seçilmelidir.Daha sonra itici boyları istenilen seviyeye getirilerek kullanılabilir.
4.4.6.2. İtici Plakaların Boyutlandırılması ve Kullanımı
Kalıp ölçü ve ebatları günümüzde standartlaşmıştır. Üst itme plakası kalınlığı 14mm alt itme plakası kalınlığı 17 olmaktadır. En ve boyları kullandığımız standart kalıp ölçülerine göre değişmektedir. EK 2’de standart kalıp ölçülerini görebilirsiniz. Üst itme plakasına iticilerin yuvaları açılmalıdır. Bunların mesafesi erkek plakadan alınarak CNC tezgahında hassas bir şekilde açılmalıdır aksi halde delik eksenleri kaçık olabilir.
4.4.7 Soğutma Sisteminin Belirlenmesi
Ergimiş halde plasttiğin kalıp içinde sertleşmesi ve istenilen şekli alabilmesi için soğutulamsı gerekmektedir. Bu da soğutma sistemi ile olmaktadır.
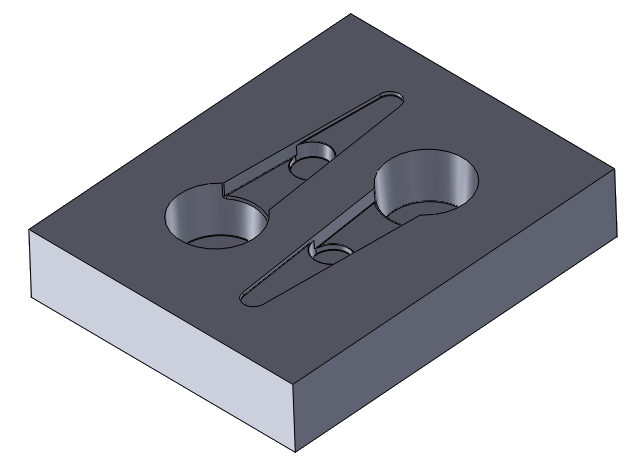
4.4.7.1 Dişi Plakanın Soğutulması
Parçamız düzlemsel olmadığı ve derin dairesel kesitler olduğu için çekirdek soğutma yöntemini kullanmamız gerekmektedir. Resim 11’de dişi plakada derin çekirdek için yapılmış soğutma sistemi görülmektedir.
Resim 11 Derin Çekirdek Soğutma
Bu tür derin çekirdek soğutmalarda çekirdek etrafına derinliğine yakın belli bir mesafeye kadar delikler açılır. Deliklerden birine plakanın yanından giriş başka bir değileğede çıkış içini yandan delik delinir. Deliker arasında su geçişini sağlamak için üst kısımdan belli bir miktar frezede işlenmesi gerekmektedir.Fakat Resim 12 deki simülasyonda görüldüğü üzere suyun deliklere girmeden bu açılan kısımdan gittiği görülmektedir
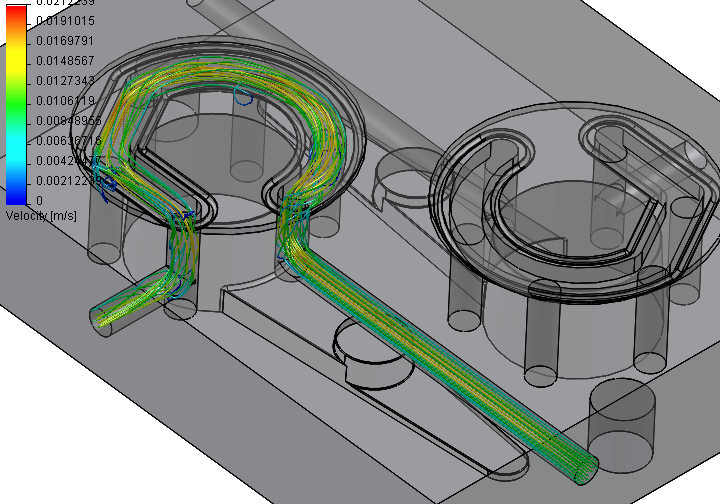
Resim 12 Soğutma Simülasyonu
Bunu çözmek için deliklerin alt kısmı boş kalacak şekilde bakır levhalar yerleştirmke gereklidir.Böylece su üstten geçemeyecek mecburen deliği dolaşacaktır.Resim 13’de görülmektedir.
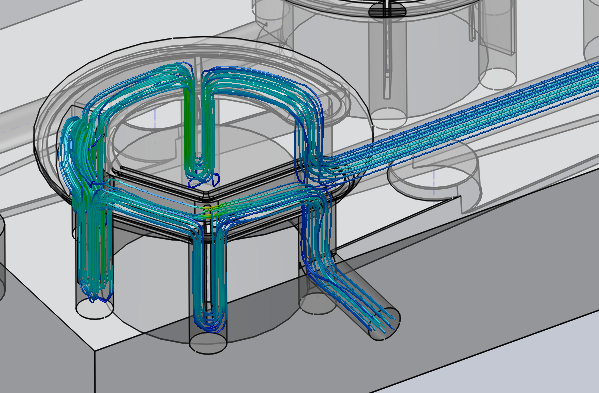
Resim 13 Soğutma Simülasyonu
4.4.7.2 Erkek Plakanın Soğutulması
Erkek plakada derin olan iç çekirdek aynı yöntemle soğutulmuştur.
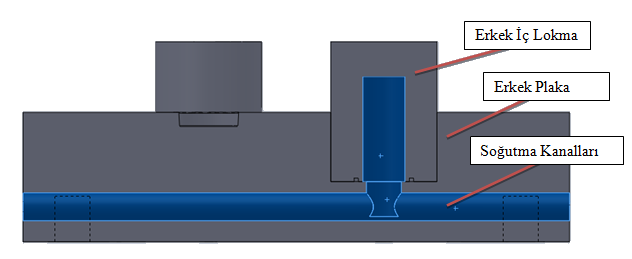
Resim 14 Erkek Plaka Soğutma
4.4.8 Standart Kalıp Elemanlarının Belirlenmesi
4.4.8.1 Kolon Pimlerinin Belirlenmesi
Kolon pimleri kalıp boyutuna göre çapı standart olarak belirlenmiştir.
Ek 2 de seçilen kalıp boyutuna göre kolon pimi çapı verilmektedir. EK 3 te ise kolon pimi çapına göre standart boylar verilmiştir.
4.4.8.2 Bağlantı Cıvataların Belirlenmesi
Bağlantı cıvalatalarının çapı Ek 2’de kullanılan kalıp boyutuna göre standart olarak verilmektedir.
4.4.8.3 Konik Kitlemenin Belirlenmesi
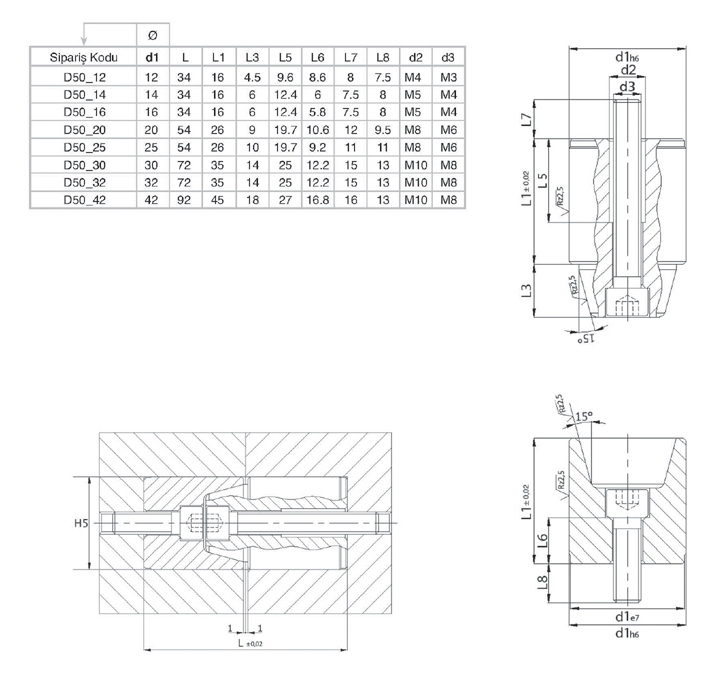
Konik kitleme kalıp her kapandığında kalıbın aynı merkezde olmasını sağlar, karşılıklı dişi ve erkek plaka üzerine açılan yuvalara oturtulan konik kitlemeler, biribirini tam karşılayarak eksenel tamlık sağlarlar. EK 4'te standart konik kitleme ölçüleri verilmiştir.
Konik kitlemenin ölçüleri standarttır. Kalıp boyutlarına göre kalıpçı tarafından istenilen ölçüde tercih edilir.
4.5 Kalıp Elemanlarının İmalat Aşamaları
4.5.1 Dişi Plakanın İmalatı Aşamaları
EK 5’te ölçüleri verilen dişi plakanın CAD programında oluşturulduktan sonra CNC tezgahında önce kalıp boşluğu işlendi.
Resim 15 Dişi Plaka İmalat Aşaması 1
Daha sonra kolon pim delikleri delindi ve Rayba çekildi.
Resim 16 Dişi Plaka İmalat Aşaması 2
Daha sonra yolluklar işlendi.
Resim 17 Dişi Plaka İmalat Aşaması 3
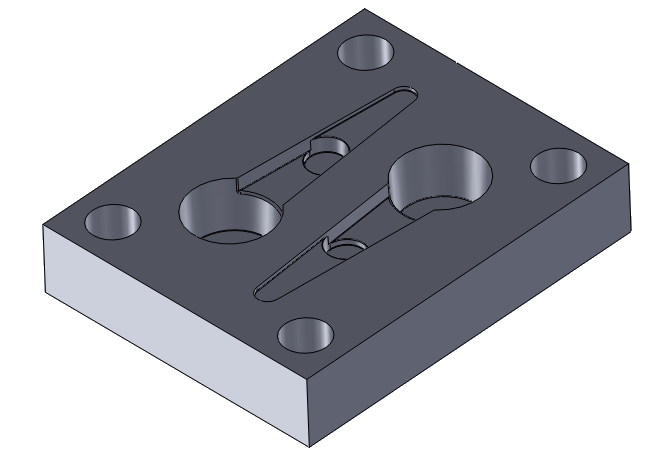
Dişi Plaka soğutma sistemi delikleri işlendi. Derin çekirdek olduğu için çekirdeğin etrafına delikler delindi. Delikler etrafına kanal açıldı. Kanaldan su kaçağına önlemek anmacıyla oring yuvaları açıldı.
Resim 18 Dişi Plaka İmalat Aşaması 4
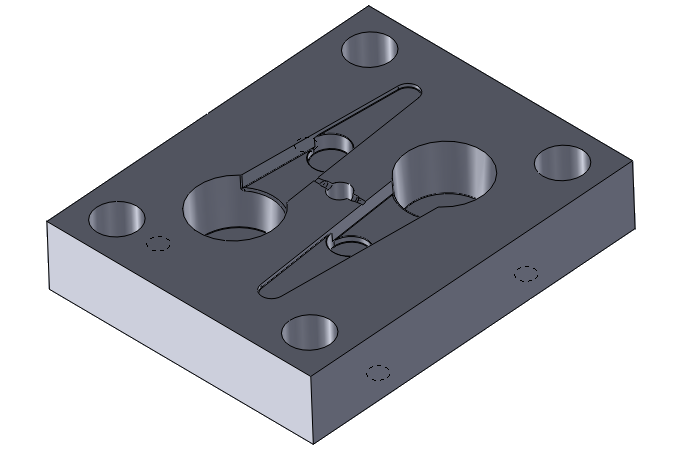
Son olarak kalıp bağlantı delikleri delindi, yandan soğutma delikleri delindi ve bakırlar çakıldı
Resim 19 Dişi Plaka İmalat Aşaması 5

Resim 20 Dişi Plaka Üretimden Sonra

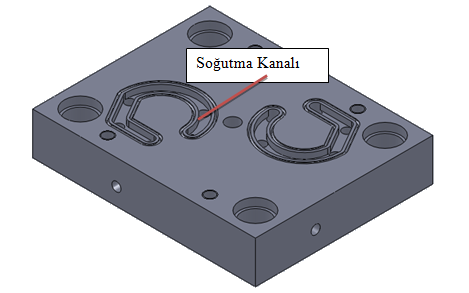
Resim 21 Dişi Plaka Arka Kısmı, Delikler Etrafına Açılan Kanal
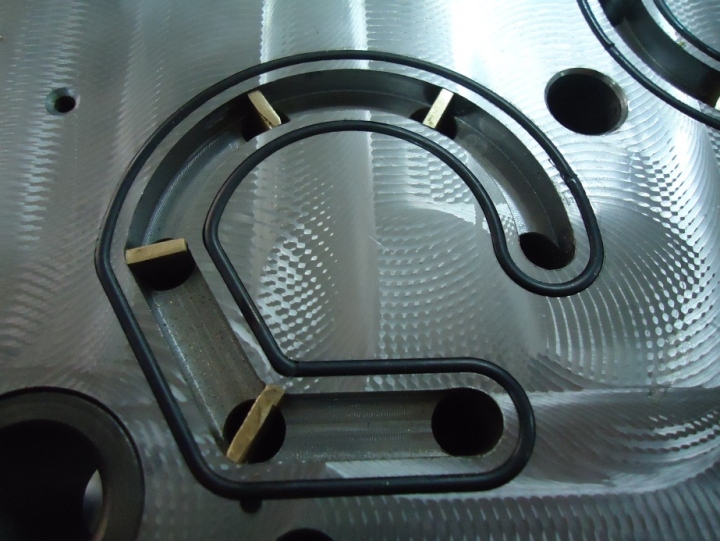
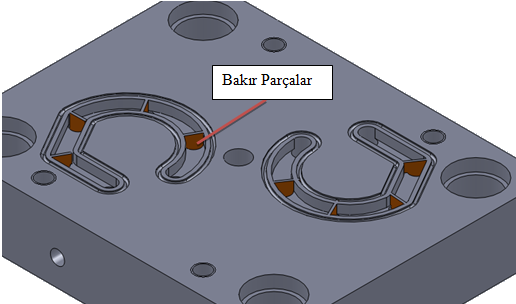
Resim 22 Oringler ve Bakır Parçalar
|

{kind=link}