4.5.2 Erkek Plaka İmalat Aşamaları
EK 6’da ölçüleri verilen plaka cnc tezgahta ilk önce kalıp boşluğu açıldı.
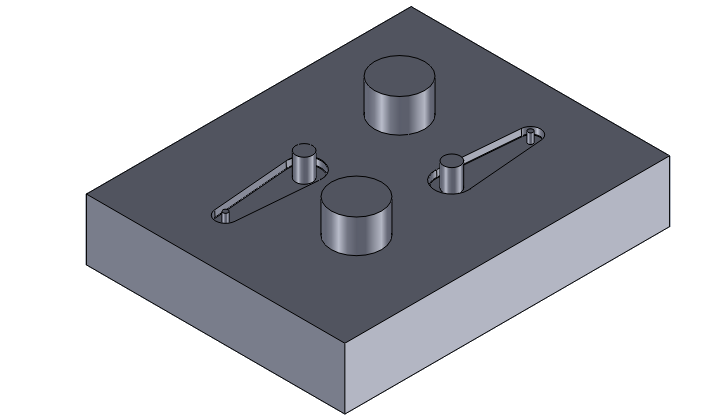
Resim 23 Erkek Plaka İmalat Aşaması 1
Daha sonra kolon pimleri delinerek rayba çekildi
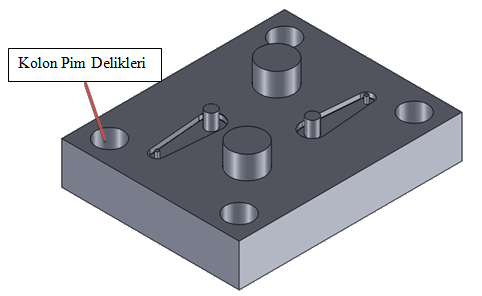
Resim 24 Erkek Plaka İmalat Aşaması 2
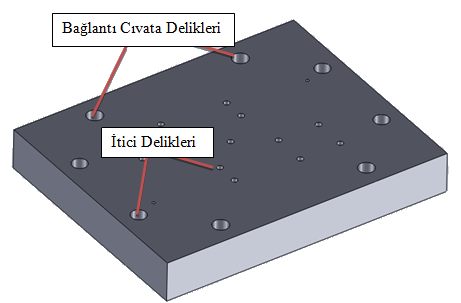
Bağlantı delikleri delindi, itici delikleri delinerek rayba çekildi.
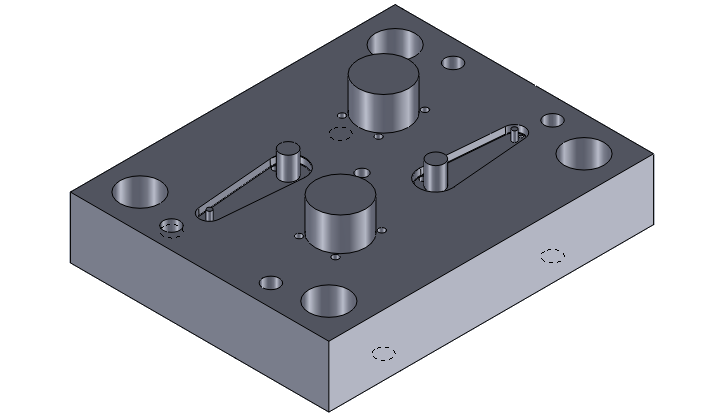
Resim 25 Erkek Plaka İmalat Aşaması 3
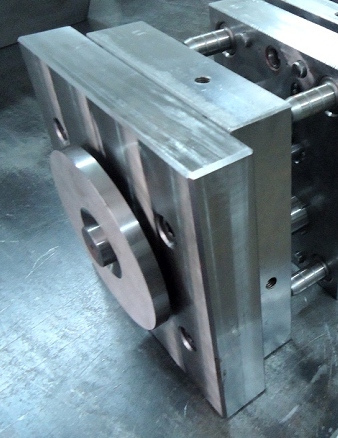
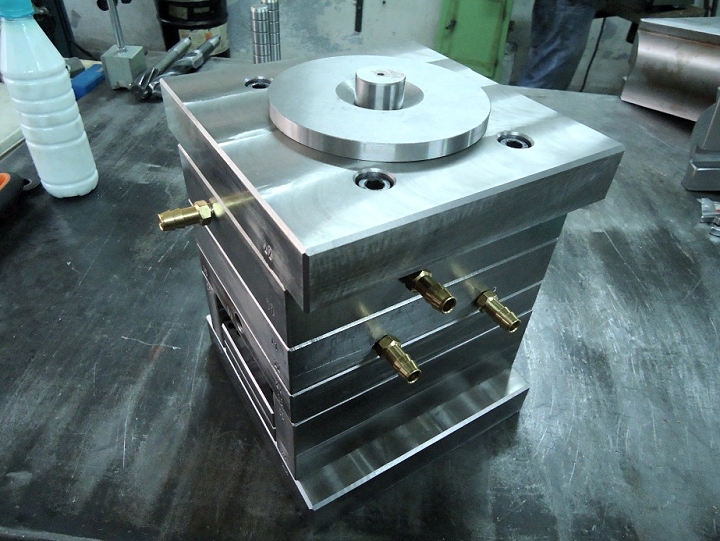
Erkek plakada çıkıntı parçalar sonradan işlenerek erkek plakaya eklenmiştir.
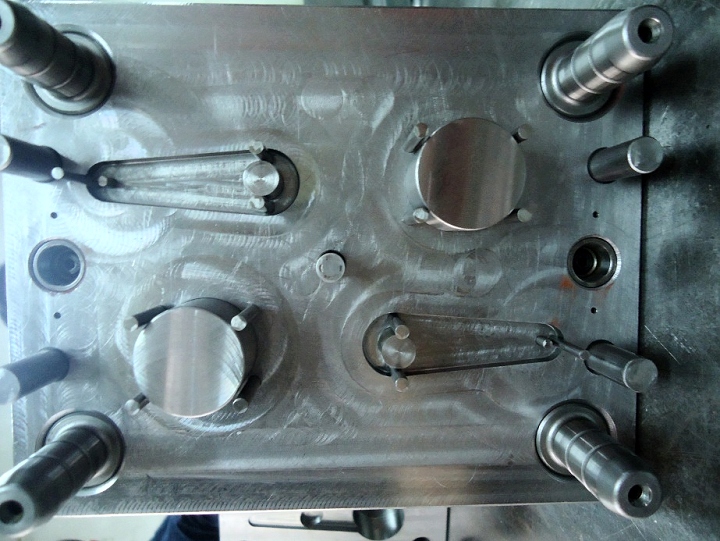
Resim 26 Erkek Plaka Üretimden Sonra
4.5.3. Destek Plakanın İmalat Aşamaları
EK 7’de te ölçüleri verilen destek plakasının üzerinde yapıcalak fazla işlem yoktur sadece delik delme işlemi vardır.Bu delikler itici delikleri ve bağlantı delikleridir. Bu deliklerin ekseninde delinmesi gerekmektedir.
Resim 27 Destek Plaka İmalat Aşaması
Resim 28 Destek Plakası Üretimden Sonra ve Montaj Hali
4.5.4. Bağlantı Plakalarının İmalat Aşamaları
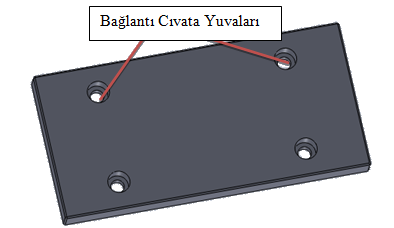
Bağlantı plakalarında (EK 8) bağlantı cıvataları için delikler bulunmaktadır. Ayrıca alt bağlantı plakasında enjeksiyon makinesinin itici plakaya hareket verebilmesi için büyük bir delik bulunur.Üst bağlantı plakasında ise enjeksiyondan gelen ergimiş plastiğin yolluklara ulaşması için delik bulunur
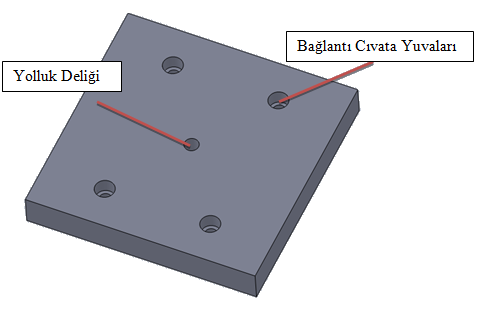
Resim 29 Bağlantı Plaka İmalat Aşaması
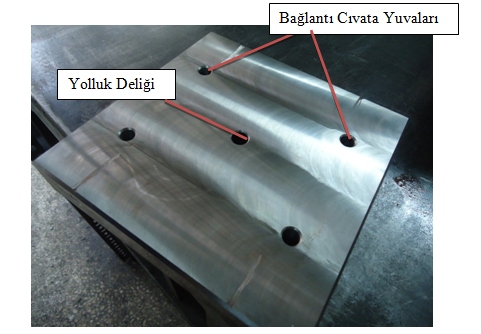
Resim 30 Bağlantı Üst Plakası Üretimden Sonra
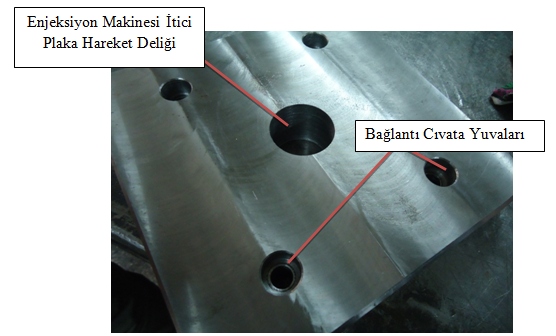
Resim 31 Bağlantı Alt Plakası Üretimden Sonra
4.5.5. İtme Üst Plakası ve Alt Plakası
İtme alt plakasında (EK 9) sadece itme üst plakasına bağlamak için bağlantı delikleri vardır. Üst itme plakasında ise itici yuvalarının delikleri bulunur bunlarda ekseninde açılmak zorundadır (EK 10). Aksi halde iticilerin iler geri hareketlerinde sürtünme olur ve zmanlar iticiler aşınarak ürün çapaklı çıkmaya başlar
Resim 32 İtme Alt Plaka İmalat Aşaması
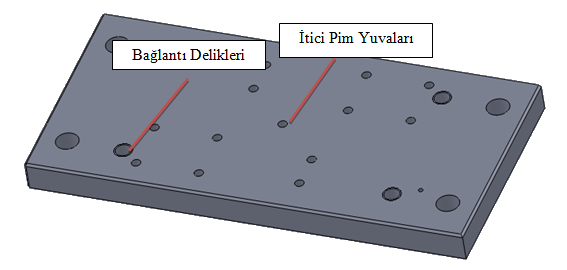
Resim 33 Üst İtme Plakası İmalat Aşaması
Resim 34 İtme Plakalarının Üretimden Sonra Montajı
4.5.6. İtme Ayaklarını İmalat Aşamaları
İtme ayakları (EK 11) sadece destek görevi gördüğünden ve itici mesafesi ayarladığından üzerinde sadece bağlantı deliği bulunur. Bağlantı plakası ve destek plakası arasında bulunur. Bağlantı plakası ile erkek plakası arasında cıvata bağlantısı yapılır. Fakat cıvata itmek ayakları ve destek plakasından geçer. İtme ayaklarının bağlantı şekli Resim 36 de görünmektedir.
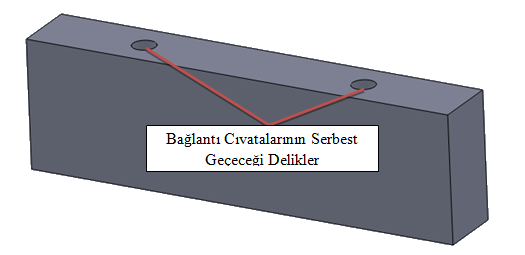
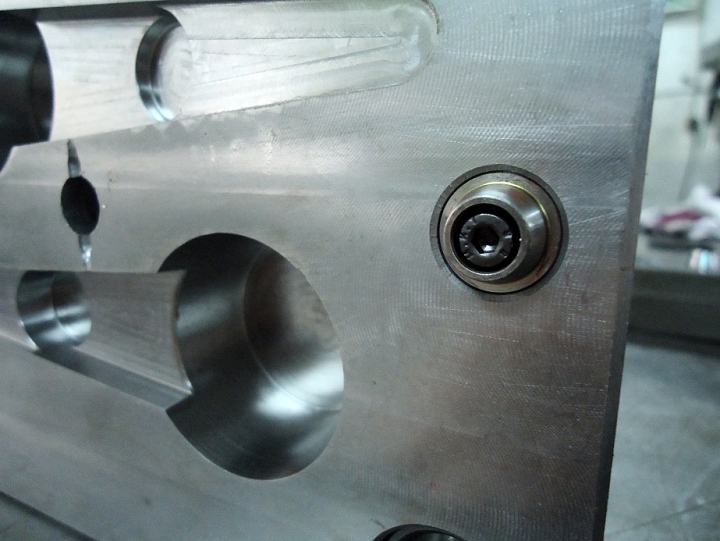
Resim 35 İtme Ayağı İmalat Aşaması
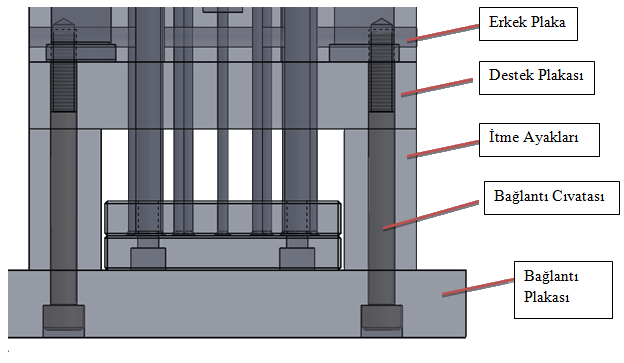
Resim 36 İtme Ayakları Bağlantı Şekli
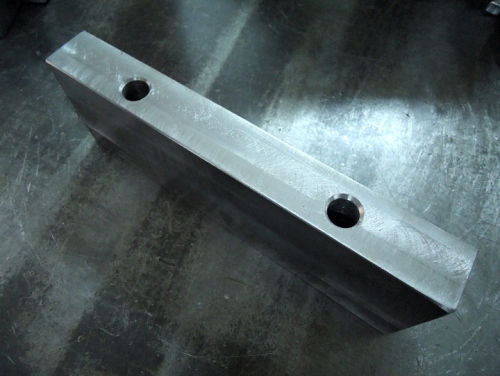
Resim 37 İtme Ayakları Üretimden Sonra
4.6 Kalıp Montajı
Kalıp montajı yapılırken iç parçaların montajından başlanmalıdır. Resim 38 de görüldüğü gbi önce dişi plaka üzerindeki konik kitleme gibi ufak parçaların montajı yapılmalıdır. Burçlarda dişi plakaya yerleştirilir.
Resim 38 Konik Kitleme Montajı
Daha sonra dişi plaka bağlantı plakasına bağlanır. Yolluk burcu yerine yerleştirilir ve flanş takılır. Kalıbın dişi kısmın montajı tamamlanmış olur.
Resim 39 Dişi Kısım Montajı
Daha sonra erkek plaka üzerine iç lokmalar takılarak arkadan cıvata bağlantıları yapılır. Konik kitleme montaj edilir ve kolon pimleri yerlerine takılır.
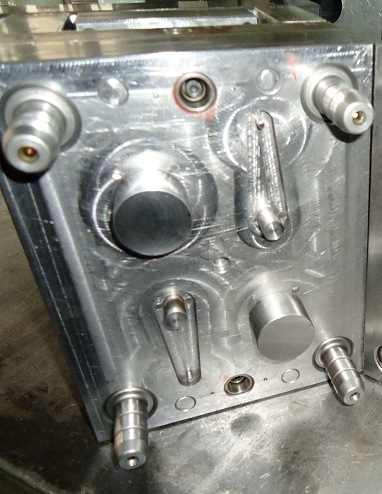
Resim 40 Erkek Plaka Montajı
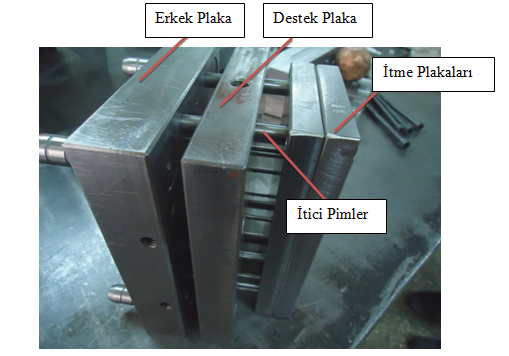
Daha sonra itici pimler, destek plaka ve erkek plakadaki itici pim deliklerinden geçecek şekilde itme üst plakasındaki yuvalarına takılır. İtme alt plakasıda üst plakaya cıvatayla bağlanarak itici pimler sabitlenmiş olur.
Resim 41 İtici Pim ve Plakaların Montajı
İtme ayakları, itme plakalarının yanlarına gelecek şekilde yerleştirilir ve arkasına bağlantı plakası konur. Cıvatalar, itme ayakları ve destek plakadan geçirilerek erkek plakaya bağlanır.

Resim 42 İtme Ayaklarının Montajı
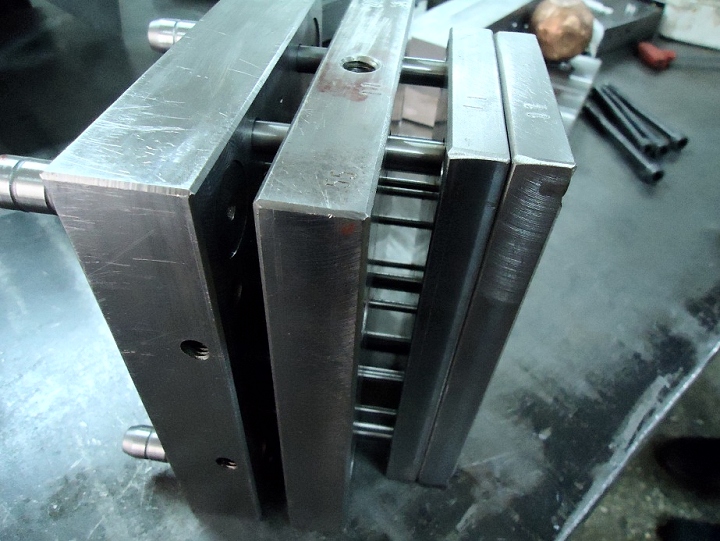
Dişi ve erkek kısmı Resim 43 deki gibi bir araya getirildiği zaman cıvatalar sıkıştırılarak dişi kısım erkek kısım üzerine konur.Resim 44. Böylece Kalıp Montajı Yapılmış olur.
Resim 43 Dişi ve Erkek Kısım Montajı
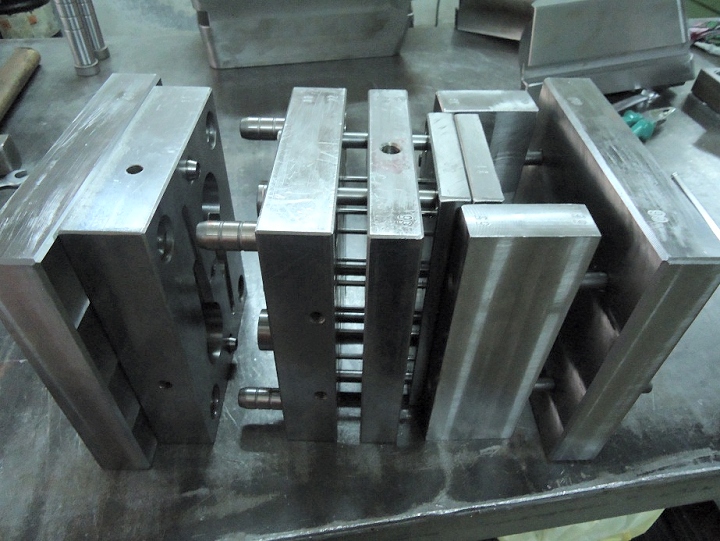
Resim 44 Kalıp Montaj Yapılmış Hali
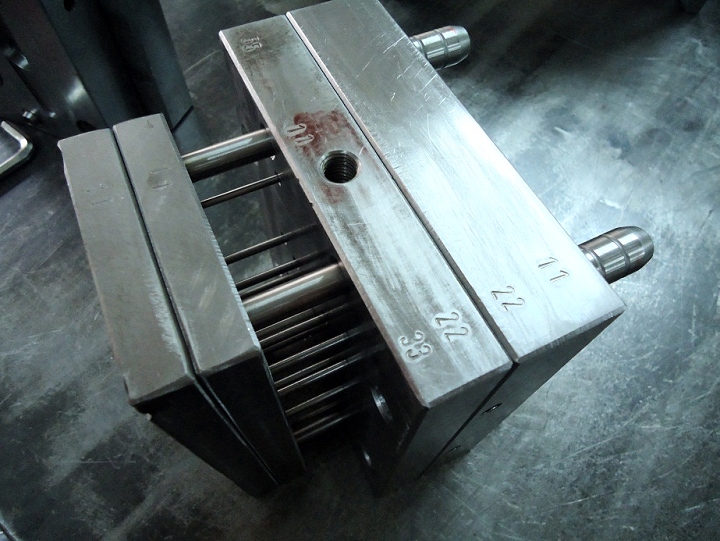
Kalıp montajı yapılırken birbiri ile temas eden yüzeylerin alıştırmaları yapılmaktadır. Kalıp çalıştığı zman ise parçalar birbrine uyum sağlarlar. Daha sonra tekrar kalıp söküldüğünde esk halinde toplanabilmesi için aynı uyumda ve yönde tekrar bağlanabilmesi için kalıp markalanmalıdır. Resim 45’de markalama görülmektedir.

Resim 45 Kalıp Markalama
Montajı yapıldığında kalıp bir grup halinde çok yüksek ağırıklara çıkmaktadır. Bu durum ise kalıbın bir yerden başka bir yere nakledilmesinde veya kalıbın enjeksiyon makinesine bağlanmasında vinç kullanmayı gerektirmektedir. Vinç kancası takabailmek için kalıplarda mapa kullanılır ve genellikle kalıp destep plakasına mapa deliği delinir.

Resim 46 Kalıpta Mapa Kullanılması
KAYNAKLAR
Kitaplar
AKKURT, S.; “Plastik Malzeme Teknolojisi”, İ.T.Ü. Makine Fakültesi Ofset Atölyesi, İstanbul. (1995)
AKKURT, S., KILIÇ A.R.; “Plastik Enjeksiyon Kalıplarının İncelenmesi” Makine-Metal Teknolojisi Dergisi (Aralık 1999)
AKYÜZ Ö.F.; “Plastikler ve Plastik Enjeksiyon Teknolojisine Giriş” , PAGEV
Yayınları, İstanbul (1993)
Tezler
AALKAYA, A.R.; “Plastik Enjeksiyon Kalıplarının Tasarımı ve Üretimi”, Yüksek Lisans Tezi, İTÜ Fen Bilimleri Enstitüsü, İstanbul. (1998)
ANAPA, H.; “Plastiklerin Gaz Enjeksiyon Metodu ile Üretiminde İşlem
Parametrelerinin Tasarım ve İmalata Etkisinin İncelenmesi”, Yüksek Lisans Tezi, İTÜ Fen Bilimleri Enstitüsü, İstanbul (2003)
BUCAKLIGİL, C.; “Plastik Kalıp Tasarım Esasları ve Uygulamalı Kalıp Tasarım
Örneği”, Yüksek Lisans Tezi, İTÜ Fen Bilimleri Enstitüsü, İstanbul (2003)
ESENLİK, M.; “Plastik Enjeksiyon Kalıpçılığında Karşılaşılan Sorunlar ve Çözüm
Önerileri”, Yüksek Lisans Tezi, MÜ Fen Bilimleri Enstitüsü, İstanbul (2001)
KAMBER, Ö.Ş.; “Plastik Enjeksiyon Kalıplarının Bilgisayarla Tasarımı ile Pratikteki
Farklılıklarının Karşılaştırılması ve Çözüm Önerileri, Yüksek Lisans Tezi, MÜ Fen
Bilimleri Enstitüsü, İstanbul. (2003)
KARADAĞ, H.; Plastik Kalıpçılığın Esasları, Yüksek Lisans Tezi, MÜ Fen Bilimleri Enstitüsü, İstanbul. (1994)
ÖZ, U.; “Bilgisayar Destekli Plastik Enjeksiyon Kalıp Tasarımı”, Yüksek Lisans
Tezi, YTÜ Fen Bilimleri Enstitüsü, İstanbul.(1997).
ŞEKER, C.; “Termoplastiklerin Şekillendirilmesinde Kullanılan Enjeksiyon
Kalıplarının İncelenmesi”, Yüksek Lisans Tezi, MÜ Fen Bilimleri Enstitüsü, İstanbul (1999)
|
