Rüstem Korkmaz
Gazi Üniv. T.E.F. Makine Eğ. Böl. Kalıpçılık A.B.D.
Kasım 2007, Teknikokullar Ankara
Not: Bu makale, ilk defa
Nisan 2008'de TurkCADCAM.net Portalı'nda yayınlanmaya başlamıştır.
Özet:
Elektrik, elektronik, bilgisayar, tıp ölçü aletleri, tekstil makineleri, saat gibi sektörlerde kullanılan özel sac metal parçaların yüzey kalitelerinin ve ölçü hassasiyetlerinin çok iyi olması istenir. Bu yüzden bu gibi önemli parçalar konvansiyonel kesme ile elde edilemediğinden hassas kesme yöntemiyle üretilmektedir.
Hassas kesme kalıpları normal kesme kalıplarından çalışma sistemi açısından bazı farklılıklar göstermektedir. Hassas kesme kalıplarında kesilecek malzemeyi baskı altında tutan bir basma çenesi ve baskı kuvveti bulunmakta. Ayrıca sac, kesilme esnasında zımba ile itici arasında bir baskı kuvveti ile sıkıştırılarak kesme işlemi sacın ekstrüzyonu şeklinde yapılmaktadır. Bu farklılığından dolayı hassas kesme kalıpları kendilerine özel üç etkili hassas kesme preslerine bağlanarak hassas kesmeye uygun sac malzemeler kullanılarak üretim yapılmaktadır.
1. Giriş:
Dar toleranslı ve temiz kemse yüzeyli parçalar elde etmek amacıyla ilk defa saat endüstrisinin gelişmiş olduğu İsviçre'de uygulanan bu yöntemin 1920'li yıllara kadar giden uzun bir araştırma geçmişi vardır. Ülkemizde yeni tanınmaya başlanan hassas kesme batıda yaygın olarak uygulanmaktadır (1).
Konvansiyonel kesme ile üretilen parçalarda parlak kesilme şeridi sac kalınlığının ancak 1/3'ü kadardır. Kesilme yüzeyinin diğer bölümünü pürüzlü bir kopma yüzeyi oluşturmaktadır. Hassas kesme ile üretilmiş parçalarda ise kesilme yüzeyinin hemen hemen tamamı parlak ve dik açılıdır. Dar toleranslı ve temiz kesilme yüzeyli parçaların gerektiği üretim alanlarında tek işlemle elde edilebilen hassas kesme parçalarının büyük üstünlüğü vardır (1). Ayrıca hassas kesme tekniği ile kesme operasyonları dışında kabartma, ezme, çevresel ezme ile basamak oluşturma, havşa başı açma, yarı delme, bükme, ekstrüzyon, form verme gibi operasyonlarda yapılabilmektedir.
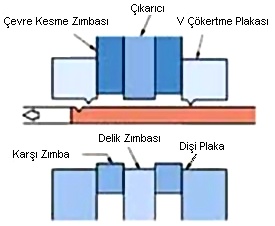
Özel bir kesme yöntemi olan hassas kesme, parçaların doğru bir geometri, çatlak veya yırtılma içermeyen ve pürüzsüz kesilmiş kenarlarla herhangi bir ana ikincil operasyona gerek duyulmadan kalıplarla üretildiği ileri ve hassas bir sac şekillendirme yöntemidir. Hassas kesme prosesi şematik olarak Şekil 1'de görülmektedir (2).
Şekil 1. Hassas kesme işleminin şematik olarak gösterilişi (2)
İşlem esnasında sacın kesiminden ziyade yüksek basınç etkisi altında ekstrüzyonu söz konusudur. Çünkü alışılmış kesme işleminde, parça kırılma ve kopma ile ayrılmaktadır. Burada ise ilke olarak farklılık söz konusudur ve yöntem sayesinde hassas sac parçaları kırılma kenarı karakteristiklerini göstermeden ve tek bir operasyon ile elde edilmesi mümkün olabilmektedir. İşlem hem kesme hem de delme operasyonu olarak uygulanabilmektedir. Örneğin, düzgün geometrik olmayan bir çevre kesimi ile belirli sayıdaki delikler iyi bir biçimde elde edilebilmekte ve bükme, kabartma vb. bazı ek şekillendirmelerde uygulanabilmektedir (3).
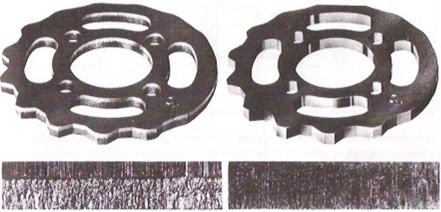
Şekil 2. Normal ve Hassas Kesme Yöntemi ile üretilmiş parçalar (4)
Hassas kesme parça büyüklüğü ve geometrisi bakımından en küçük mikromekanik, elektronik ve hassas optik parçalarından, en büyük otomobil, tarım, araçları ve havacılık endüstrisi parçalarına kadar büyük bir spektrum çeşitliliğine sahiptir. Bu yöntemle kalınlığı 20 mm'den dış boyutları yaklaşık 1000 mm'ye kadar olan parçalar üretilebilmektedir (2).
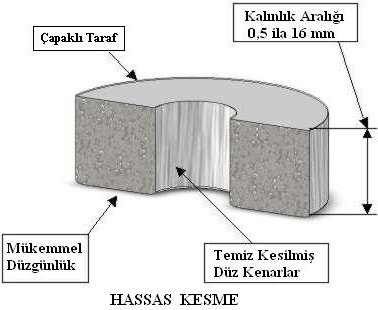
Hassas kesme ile konvansiyonel kesmeye göre daha fazla hassasiyet ve üstün bir düzgünlük sağlanmaktadır. Sac parçalarda, boyut ve sac kalınlığına bağlı olarak, 0,05 - 0,8 mm arasında değişen bir toplam tolerans elde edilmektedir. Optimum koşullar altında bu metotla, parça yüzeyi ile 90°'lik açı yapacak şekilde dik olarak kesilmiş kenarlar elde edilebilmekte ve ortalama pürüzlülük değeri (Ra) minimum 0.4 -1.5 mikronlara varan yüzeylere ulaşılabilmektedir. Elde edilen parçalar ise pürüzsüz ve hatasızdır; kenarlarda ise herhangi bir çatlak görülmemekte ve kesilen kenarların % 100'ünde metal yırtılması oluşmaktadır (2). Soğuk olarak şekil değişimine zorlanan malzeme sertleşerek mukavemet değerlerinin artmasına neden olur. Bu konuda yapılan incelemelerde dış yüzeyde kesme sonrasında orijinal sertliğin %100 dolayında arttığı görülmüştür (4).
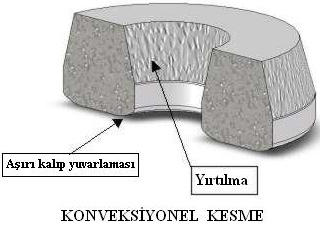
Şekil 3. Hassas Kesme Yöntemi ve Normal Kesme Yönteminin parça üzerindeki sonuçları.
Her kesilen parçanın kesme zımbası tarafındaki kesme kenarında kesme çapağı denilen çıkıntı bulunur. Bu çapağın büyüklüğü kalıp kesme kenarlarının durumuna ve kesilen malzemenin özelliğine bağlıdır. Kesme kenarları keskin yeni kalıpla yapılan kesmede çapak yüksekliği 0,01 - 0,08 mm kadardır. Kalıp kullanım süresi uzadıkça kesme kenarlarının körelmesiyle çapak yüksekliği artarak 0,1 - 0,3 mm değerine doğru yükselir. Kesmede oluşan çapak parçaların durumuna göre yüzey taşlama, dolaplama, vibratörlü tamburlama veya elektrokimyasal yöntemlerle giderilebilir (4).
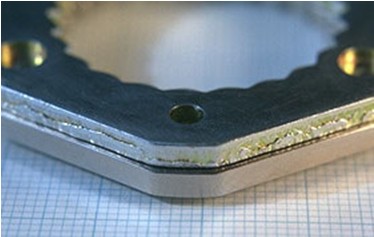
Şekil 4. Hassas Kesme Yöntemi ile üretilmiş parçalar.