Hassas kesmede birbirinden bağımsız olarak çalışan üç ayrı kuvvet vardır (1). Bu kuvvetler kesme öncesi (PR) çökertme kuvveti, (PG) karşı baskı kuvveti ve (PS) kesme kuvvetidir. Kalıbın açılmasından sonra (PGA) çıkarma kuvveti ve (PRA) sıyırma kuvveti devreye girer (4).
Malzemenin kalıplar arasında kesilmesini sağlayan kesme kuvvetinin büyüklüğü kesilen uzunluğa, malzemenin kalınlığına ve mukavemetine bağlıdır. Aşağıdaki formülle hesaplanabilir (4,1);
PS = L . s ..f(kg) L: Kesilen iç ve dış toplam uzunluk (mm) s : Malzeme kalınlığı (mm) : Malzemenin çekme mukavemeti (kg/mm²) f: Kesme gerilimi ve çekme mukavemeti arasındaki oranına bağlı katsayısı 0,6 - 0,9 arasıdır.
Çökertme kuvveti bütün kesme işlemi boyunca malzemeye kılavuz plaka tarafından uygulanmaktadır. Kuvvet kesme işlemi başlamadan malzemeye uygulanmakta, kesme bitene kadar devam etmektedir (2).
PR = k . LR . h . (kg) k: katsayı yaklaşık olarak 3 - 4 arasında alınabilir. LR: Çökertme uzunluğu (mm) h: Çökertme çenesi yüksekliği (mm)
Karşı baskı kuvvetinin görevi kesme esnasında malzemeyi kesme zımbasına yapışık tutarak düzgün kesilmesini sağlamaktır. Kesilen yüzey büyüklüğüne ve spesifik karşı baskı kuvvetine bağlıdır (4).
PG = Fs . p (kg) Fs: Kesilen parça alanı (mm²) p: Özgül karşı baskı basıncı 2 - 7 alınabilir (kg/mm²)
Kesme olayından sonra çökertme kuvveti şeridi zımbadan sıyırma, karşı baskı kuvvet de kesilen pulu dışarı itmeye yarar. Bu kuvvetler kesme kuvvetinin %15'i kadar alınabilir. Bu değer karmaşık dış formu ve pek çok deliği olan parçalarda kullanılır. Basit şekilli parçalarda %10 değeri kullanılabilir (4).
PRA = PGA = (0,1 . 0,15) . PS (kg)
Hassas kesme gerilim simülasyonu
(The movie shows the evolution of the equivalent stress
and the stress triaxiality in the region where the cut is made)
(www.mate.tue.nl/mate/research/index.php/7#sec2)
2.3 Hassas kesme ve şekillendirmede tasarım kuralları:
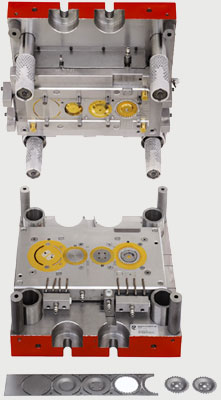
Şekil 7. Hassas kesme ve şekillendirme progresif kalıbı
Hassas kesme yöntemi ile üretilecek parçaların tasarımlarında uygulanacak hassas kesme teknolojisinin sağlayabileceği sınırlara dikkat edilmelidir. Malzemenin şekillenebilirlik yeteneği, takım dayanım sınırları, operasyonel zorluklar, bunların getireceği ilave işlemler ve masraflar göz önünde bulundurulmalıdır (4).
Hassas kesme kalıplarında ömür esas olarak kesilen malzeme cinsine, kalınlığına, kullanılan presin ve kalıbın kalitesine bağlıdır. Genellikle zımba, kesme kalıbına oranla üç kat daha fazla aşınır. Bundan dolayı keskin kenarlı parçalardan kaçınılmalıdır. Parçanın köşe kavisi ne kadar büyükse, kesilen yüzey o kadar temiz olur. Dik açılı parçalarda köşe kavisleri %10s değerinden daha küçük yapılmamalıdır. Parçada bulunan delik ve yarıkların parça kenarına uzaklığı en az %60s kadar yapılmalıdır. Delik çapları ve yarık ölçüleri sac kalınlığının %60'ından daha küçük tutulmamalıdır. Hassas kesme yöntemiyle üretilecek dişli çarklarda diş genişliği en az %60 malzeme kalınlığı kadardır. Kesme sonrası % (10.25) s kadar köşe kavisinin meydana geleceği dikkate alınmalıdır (1).
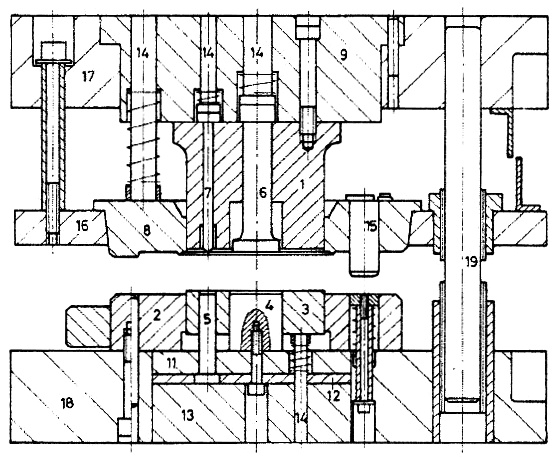
Hassas kesme kalıpları hareketli ve sabit zımbalı olmak üzere iki ayrı tipte yapılmaktadır. Sabit zımbalı kalıp sistemi büyük yüzeyli, kalın ve üzerinde fazla sayıda delik bulunan parçalar için kullanılmaktadır. Hareketli zımbalı kalıp sistemi de küçük ve orta boyutlu parçalar için uygundur. Hareketli kalıp sisteminde kesme zımbasının kesme yönünde en az kesme yolu kadar hareket etmesi sağlanmıştır. Hareketli kalıp sisteminde kesme zımbasının yanal hareket yapmadan kesme yönünde hareketinin sağlanması bu tipin bir kusuru olarak gösterilebilir. Sabit zımbalı tipte zımba kalıba vidalandığından çok daha kuvvetli bir yapı sağlanabilir (1).
Hassas kesme sırasında oluşan kuvvetler, konvansiyonel kesme sırasında oluşan kuvvetlerin 1.5 - 2.5 katı arasındadır. Bu sebepten dolayı kalıp elemanları sağlam ve dayanımı yüksek olmalıdır. Hassas kesmede zımba ve dişi plaka için yüksek karbonlu yüksek kromlu takım çelikleri, ayrıca yüksek karbonlu yüksek hız çelikleri veya bazen de tungsten karbür kullanılmaktadır. Zımba ve dişi plaka sertlikleri ise 60 - 62 HRC arasındadır (2).
Şekil 8. Hareketli zımbalı (yukarıda) ve sabit zımbalı (aşağıda) hassas kesme kalıp sistemleri.
Hassas kesilen malzemelerin iyi akma ve iyi soğuk şekillendirilme özellikleri olmalıdır. Hassas kesmede genellikle çelik türü malzemeler kullanılır. Fakat bakır ve bakır alaşımları ile alüminyum ve alüminyum alaşımları da gün geçtikçe artan oranlarda kullanılmaktadır (4).
Çelikte iyi yüzey kalitesi ve uzun takım ömrü için kopma dayanımı 30-60 kg/mm2 arasında olması uygun olur. Kurşunsuz pirinç malzemeler içinde çinko miktarı %37'yi geçmeyenler, iyi şekillenme özelliklerine sahip olduklarından hassas kesme için uygundur. Alüminyumda kopma dayanımı 25 kg/mm2'yi geçmeyenler genel olarak iyi yüzey kalitesi verirler (1).
Hassas kesme kuru olarak yapılamaz. Yetersiz yağlama kesilen malzemenin zımba ve kalıba soğuk kaynak olarak yapışmasına sebep olur. Bu yüzden malzeme cinsine ve kalınlığına bağlı olarak hassas kesme yağı belirlenmeli ve yağlama aktif olarak yapılmalıdır (4).
Kesme esnasındaki sürtünmeler ısı oluşumuna sebep olur. Kesicilerin sıcaklığı yükselir zımbanın aşınması artar. Zımbanın kullanım ömrünü artırmak için zımbanın basınçlı hava ile soğutulması gerekir. Uygun düzenlenmiş hava kanalları ile basınçlı hava üflenerek zımba soğutulur. Basınçlı havanın korozyon etkisi göstermemesi için içine yağ katılması uygun olur. Çıkarıcı aralıklarından üflenen basınçlı hava aynı zamanda atık pulların zımbadan uzaklaştırılmasına da yardımcı olur (4).
3. Sonuç ve irdeleme:
Hassas kesme tekniği birçok alanda çeşitli parçaların üretilmesinde kullanılan, konvansiyonel kesmeye göre daha pahalı ve yapımı daha zor olan bir seri imalat şeklidir. Bu yüzden parçaların kullanım yerlerine göre hassas kesmenin gerekip gerekmediği ve maliyeti diğer yöntemlerle karşılaştırılıp uygunluğu belirlenmelidir.
Hassas kesme kalıplarından istenen verimi alabilmek için parça tasarım kurallarına uyulmalı, hassas kesmeye uygun malzeme seçilmeli, aktif olarak yağlama ve soğutma yapılmalı, uygun bir hassas kesme presi kullanılmalı ve parça basım sayısına göre uygun çelik malzemesi seçilip düzgün bir kalıp tasarımı yapılmalıdır.
Kaynaklar:
1. GÜNEŞ A.T., Hassas Kesme, Mühendis ve Makina Dergisi, 26, 301, 11-14, 1985,
2. DARICI Ü. B., Hassas Kesme ve Kalıpları, İstanbul Teknik Üniversitesi Fen Bilimleri Enstitüsü Yüksek Lisans Tezi, İstanbul, 1998.
3. KARAMAN, M., Hassas Kesme Kalıplarında Kesme Olayını Etkileyen Faktörlerin İncelenmesi, Sakarya Üniversitesi Fen Bilimleri Enstitüsü Yüksek Lisans Tezi, Sakarya, 1999.
4. GÜNEŞ, A.T., Pres İşleri Tekniği, Cilt 3,14-137, MMO, Ankara, 2003.
5. www.partechfineblanking.com > Partech Corporation, Minneapolis, Minnesota, USA
6. www.fineblanking.org > Fineblanking (Precision Resource Corp., Shelton, CT, USA, 2000)
7. www.ise.polyu.edu.hk/fine_blank/information.html > The Fine-Blanking Technology
8. J.Mediavilla, R.H.J. Peerlings,
M.G.D. Geers, Fine-blanking animation (2.68 Mb) www.mate.tue.nl/mate/research/index.php/7#sec2