Hakan Şahin
Gazi Üniv. T.E.F., Kalıpçılık Öğretmenliği
Haziran 2008, Teknik Okullar, Ankara
Özet
Zaman ilerledikçe yoğun rekabet ortamı insanları üretimin maliyetini ve aynı zamanda da kaliteyi artırma yollarını bulmaya yöneltmiştir. Parça tasarımı yapılırken sadece kaliteye bakılmaz olmuş; parçanın malzeme seçimi, kalıplanabilirliği, işlenebilirliği, dayanıklılığının yanı sıra artık parçaların estetiğine de çok büyük önem verilmektedir.
Bu tez çalışmasında ko-enjeksiyonla kalıplama nedir sorusuna net cevap bulacağınızı umuyorum. Ko-enjeksiyon yöntemi plastik enjeksiyon kalıpları mantığında fakat iki ya da daha fazla renkli ya da farklı malzemelerin aynı kalıpta kalıplanma tekniğidir. Bilinen kalıp mantığıyla bazı farklılıkları vardır. En büyük farklılıklar kalıptaki yolluk konumları ve makinelerdedir. Ko enjeksiyon kalıpları parçanın tasarımına göre Erkek çekirdek çekmeli yöntem (core-back process), döner tabla yöntemi (rotary table process), 180° indeks plaka yöntemi (index-plate process 180°), 120° indeks plaka yöntemi (index-plate process 120°), döner çekirdek yöntemi (rotary-cross process), düşey döndürme yöntemi (vertical-turn process), transfer tekniği (transfer technique), beraber enjeksiyon yöntemi ve çift enjeksiyon yöntemi olmak üzere 9 çeşit birden fazla renk ya da malzemeli ko-enjeksiyonla kalıplama yöntemi bulunmaktadır. Maliyetlerinin yüksek oluşu, ülkemizde yaygın kullanılmayışı gibi dezavantajları da olsa günümüzde pek çok parça üretimi bu yöntemlerle üretilmektedir.
1. Giriş
Enjeksiyon ile üretim tekniği seri üretime uygunluğu ve ürün geometrisinde sınırlandırmaların az olması dolayısı ile en sık kullanılan plastik şekillendirme yöntemidir;
Gelişen teknoloji ile birlikte parçaların kalitesi ve kalitenin altında da estetik görünüş dayanıklılık vb gibi özelliklerinin ön planda olması ko-enjeksiyon gibi yeni teknolojilerin ortaya çıkmasında büyük etkendirler.
Birçok ko-enjeksiyonla kalıplama teknolojileri plastik parçaların üretimi için mevcuttur. Günlük hayatımızda da kullandığımız araba arka farları, diş fırçaları, cep telefonu kapakları, kalem kapakları, contalar, 2 ya da daha fazla renk veya malzemeli bardaklar, düğmeler gibi parçaların üretiminde ko-enjeksiyon yöntemi kullanılmaktadır. Bu parçalar günlük hayatımızın neredeyse vazgeçilmezleri olmuşlardır.
2. Ko-enjeksiyon:
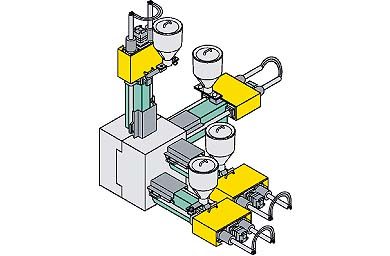
Birçok çeşit ko-enjeksiyonla kalıplama teknolojileri plastik parçaların üretimi için kullanılmaktadır. Bu teknolojiler çok geliştirilmiştir ve özellikle yapılandırılmış ko-enjeksiyon makineleri gerekmektedir. Bu aşamalar bize birçok avantaj sunmasına rağmen ko-enjeksiyon makinelerinin elde edilebilirliğinin kısıtlı olmasından dolayı kullanımları sınırlıdır. Bütün ko-enjeksiyonla kalıplama aşamaları her biri değişik malzeme ve renkleri plastikleştiren ve enjekte eden iki ya da daha fazla enjekte vidası ünitelerinden faydalanır. Farklı ko-enjeksiyonla kalıplama aşamaları tek vuruşların nerde ve ne zaman enjekte edildiklerine göre sınıflandırılır (4).
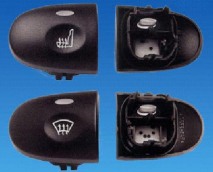
Örneğin iki ya da daha fazla renkte ve vuruşta kalıplama bilgisayar anahtarları ve araba arka farları gibi parçaların yapımında kullanılan bir aşamadır (4). Örnek parça şekil 1.'de gösterilmiştir.
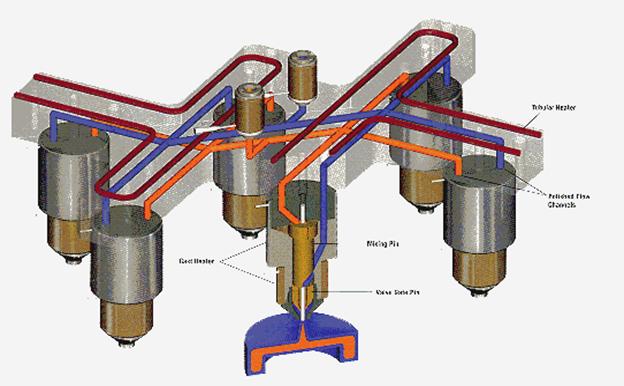
Diğer ko-enjeksiyonla kalıplama aşaması sandviç kalıplama (sandwich moulding) olarak kategorize edilir. Bu tür ko-enjeksiyonla kalıplama aşaması çok katlı (genellikle çift malzemeli) yapının oluştuğu ko-ekstrüzton aşamasına benzer. Bu aşama ayrıca 2 farklı hız kontrollü ve vida enjekte (iki enjekte vidalı) üniteli ko-enjeksiyon makinesi kullanılır. Bu enjeksiyon aşama evresinde montajlı iki ya da daha fazla enjektörle (nozzle, meme) kalıp boşluğu beslenerek kalıp boşluğu doldurulur. Bu enjektörle malzeme odasındaki malzeme iç katmanı oluşmuş ve malzemenin biraz soğumasıyla 2. vuruşla birlikte parçanın diğer malzemesi ya da diğer renkle birlikte parça tamamen oluşmuş olur (4).
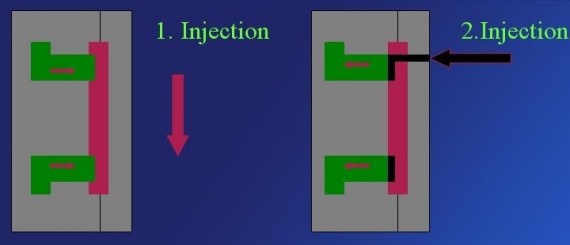
Tipik ko-enjeksiyon aşaması çift malzemeli ya da çift renkli parçanın dış kısmındaki malzemenin ya da rengin enjekte edilmesiyle başlar. Dış katmanın dökülmeye başlamasından kısa bir süre sonra diğer malzeme ya da farklı renkteki malzeme dökülmeye başlar. Bu eş zamanlı bir enjeksiyon evresini başlatır. Dolum sırasındaki bazı esnalarda dış katmanın dolumu tamamlanır ve dolma evresi tamamlanana kadar iç kısmı oluşturacak malzemenin dolması devam eder (4).
Birden fazla malzemeli parçalarda dıştaki parçanın iç yapısı enjekte sistemi ve kalıp boşluğundaki akış laminer olduğu için dolum sırasında korunur. Bu durum farklı parçaların karışmasını engeller ve de bir maddenin diğer bir maddeyle tahmin edilebilir ve tekrar edilebilir dış katmanla tam bir kombinasyonunu sağlar (4).
Ko-enjeksiyonla kalıplama kalıp donanımında uzmanlaşırken birçok görünüm, performans ve ekonomik avantaj sağlar. Bu aşamada kullanılan dış katman malzemesi; renk, yüzey kalitesi, hasar dayanıklılığı, hava ve kimyasal dayanıklılığı, sürtünme özellikleri ve diğer yüzey niteliklerine göre seçilir. İç madde genellikle kimyasal köpüktür ya da katı, boyutsal olarak sabit, sert olarak desteklendirilmiş madde olabilir. Kimyasal köpüğün iç kısım olması durumlarında, ko-enjeksiyon aşaması çok güzel bir estetiğe sahip köpük parçalı yapısal bir tipin oluşmasına neden olur. Daha ince katı iç kısım maddeleri ve kalıpları için birçok performans avantajı elde edilebilir. Yaygın uygulamalar, sert, boyutsal olarak sabit yüksek yüzey kaliteli düzgün dış katman ve fiber destekli iç kısımlarla üretilmiş ürünleri iletken metal destekli iç kısım ve düzgün dış katman reçinesi kullanılarak üretilmiş, elektromanyetik katkılı koruma etkili kalıplanmış yuvaları ve iç katman için geri dönüştürülmüş veya özelleştirilmiş reçine kullanılan yüksek yüzey kaliteli ürünleri içerir. İkinci uygulama iç kısın kalıplama hacminin %50 - 60'ını oluşturduğu için daha çekicidir ve bu durum birçok uygulamada maliyet tasarrufunu sağlar. Birçok alet geometrisi ve materyallerin ko-enjeksiyon aşaması için uygun olmasına rağmen, kullanılabilir materyal kullanımlarında bazı eksiklikler vardır. Ko-enjeksiyon aşaması birçok yıldır uygulanabilir olmasına rağmen geniş kullanım alanları yoktur, fakat şüphesiz ki bu aşamanın çok yönlülüğü ve faydaları daha geniş kullanımlar katkı sağlayacaktır (4).
Ko-enjeksiyon yöntemi plastik enjeksiyon kalıpları mantığında fakat iki ya da daha fazla renkli ya da farklı malzemelerin aynı kalıpta kalıplanma tekniğidir. Bilinen kalıp mantığıyla bazı farklılıkları vardır. En büyük farklılıklar kalıptaki yolluk konumları ve makinelerdedir. Ko enjeksiyon kalıpları parçanın tasarımına göre: erkek çekirdek çekmeli yöntem (core-back process), döner tabla yöntemi (rotary table process), 180° indeks plaka yöntemi (index-plate process 180°), 120° indeks plaka yöntemi (index-plate process 120°), döner çekirdek yöntemi (rotary-cross process), düşey döndürme yöntemi (vertical-turn process), transfer tekniği (transfer technique), beraber enjeksiyon yöntemi ve çift enjeksiyon yöntemi olmak üzere 9 çeşit birden fazla renk ya da malzemeli ko-enjeksiyonla kalıplama yöntemi bulunmaktadır.
Bu teknoloji 15 yıldan daha fazla süredir kullanılmaktadır. Uluslar arası kimyasal endüstri topluluğu bu kalıplama aşamalarının patentini elinde bulundurmaktadır. Ko-enjeksiyon makinelerinin öncüleri ise Almanya'dan Schleoman ve Siemag ve İtalya'dan da Presma'dır (5).
2.1. Erkek çekirdek çekmeli yöntem (core-back process)
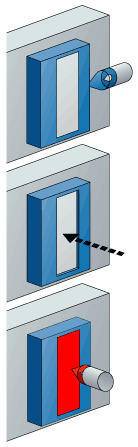
Erkek çekirdek çekmeli yöntemde kalıplar bu yönteme göre tasarlanmaktadırlar. Erkek tarafında geri çekilen maça, yöntemin ikinci aşamasında kalıp gözünde ikinci malzeme için yer açmış olmaktadır (6).
Erkek çekirdek çekme yöntemiyle üretilen parçalar:
2.2. Döner tabla yöntemi (rotary table process)
Ko-enjeksiyonla kalıplama yönteminin bir farklı modeli olan döner tabla yönteminde kalıbın komple hareketli tarafı döndürülmektedir. Kalıplanacak ürünün geometrisi sadece kalıbın dişi tarafından değiştirilebilmektedir (6).
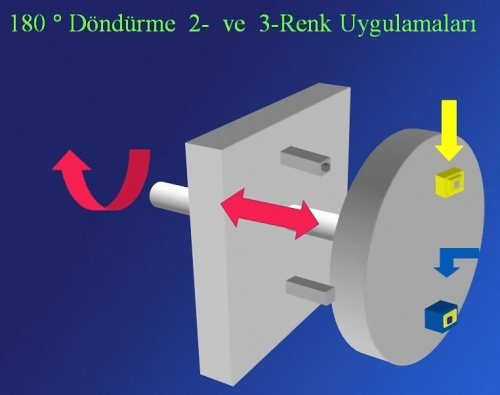
2.2.1. 180° indeks plaka yöntemi
Bu yöntem döner tabla yöntemi ile aynı yöntemdir fakat bu yöntem 180° döndürülmektedir. Parçanın 180° döndürülmesi de parçanın iki renkli olmasını anlatmaktadır (6).