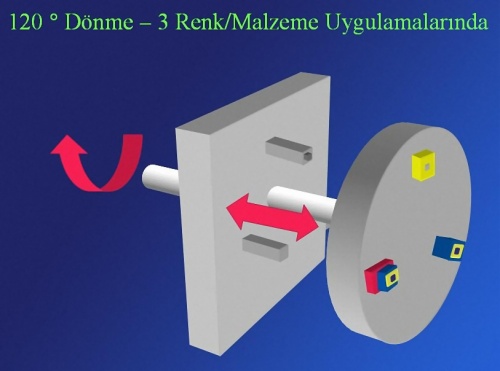
120° indeks plaka yöntemi döner tabla yönteminin diğer bir modelidir. 360°'de üç kez durduğundan dolayı genelde üç renkli parçalarda kullanılan bir yöntemdir (6).
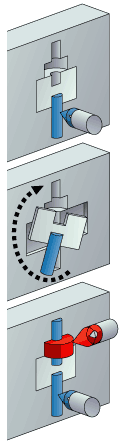
2.3. Döner çekirdek yöntemi
Kalıp gözlerinin her iki tarafında aynı geometrinin kullanılması gereken uygulamalar için uygundur. Bu yöntem parça tasarımında büyük bir serbestlik sağlar (6).
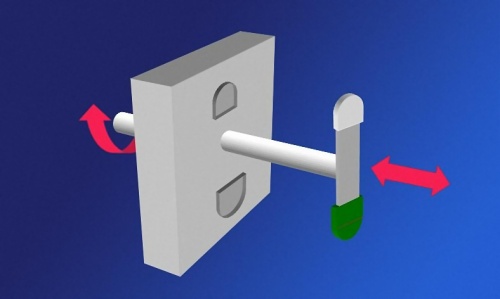
2.4. Düşey döndürme yöntemi
Ortadaki plaka grubunun kalıp boşluğu iki yöne de bakmaktadır. Farklı malzemelerin ya da renklerin kullanılabilmesi için birinci basımda kullanılan maçalar sayesinde kalıp 180° döndüğünde kapanma işlemi gerçekleşir ve birinci basımda maçaların boş bıraktığı bölümler ikinci basımda doldurulmaktadır (6).
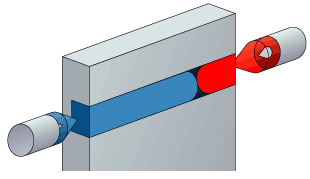
Transfer tekniğinde ilk kalıp gözüne basılan geometri robot veya elle ikinci kalıp gözüne getirilmektedir. Her iki komponentin / malzemenin geometrisinde maksimum tasarım serbestliği vardır (6).
Bu yöntemde her iki malzemede kalıp gözüne aynı anda basılmaktadır. Kalıp gözünün geometrisi ve yolluk girişlerinin konumu malzemenin kalıp boşluğu içerisindeki dağılımını belirler. Bu kalıplama yönteminde malzeme akışının kontrol edilememesi yöntemin en büyük dezavantajlarındandır (6).
2.7. Beraber enjeksiyon yöntemi (sandwich moulding):
Bu yöntem et kalınlığı ince olan parçalarda mükemmel bir proses kontrolü gerektirir. Özellikle merkezde geri dönüştürülmüş malzeme, dış yüzeyde kaliteli malzeme kullanıldığı zaman çok verimlidir (6).
Sesi absorbe eden bir mekanizmaya sahip olduğu için ses yalıtımını sağlar,
Nitelikli özellikler üretebilmek için,
Maliyeti düşürmek için,
Yüzey kalitesi yüksek parçalar için,
Parçaların daha fazla güce dayanabilmelerini sağlar,
Bir çok özelliği aynı anda verebilmek için,
Geliştirilmiş estetik özelliklerin kazanılması için,
Daha düşük iç kısın sıcaklıkları için soğuma zamanını azaltır,
Geri kazanılmış plastik parçalar parça çekirdeğinde kullanılır,
Hurdaya çıkmış parçalar eritilerek çekirdekte kullanılabildiği için çevre dostudur. (6).
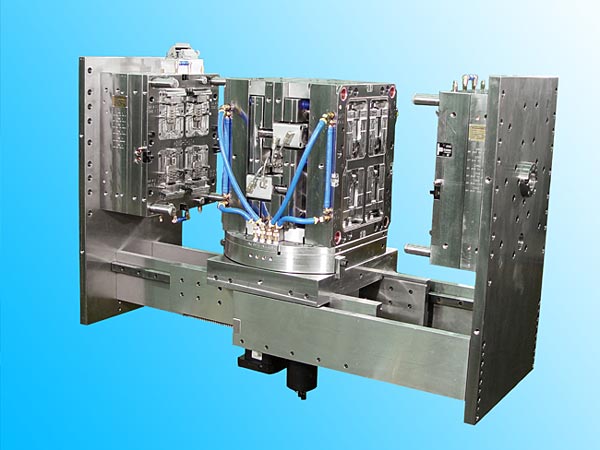
4. Ko enjeksiyon makineleri:
Ko enjeksiyon makineleri normal enjeksiyon makinelerinden farklıdır. Farklı malzemeler ve farklı renkler kullanıldığı için zamanlamaları için basınç ayarlayıcılar, çok malzeme olduğu için birden fazla malzeme eritme deposu, basınç gücü diğer enjeksiyon makinelerinden daha yüksek ve kalıplama tekniğine göre de makinelerinde ayrıca döner tablaları barındırabilen makinelerdir (4).