|
4.2. Plastik Malzemelerin Zaman, Basınç Ve Sıcaklık Etkilerine Göre Kalıp İçerisindeki Hareketi
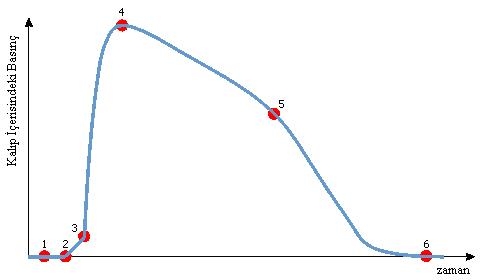
Şekil 7. Basınç-Zaman Grafiği
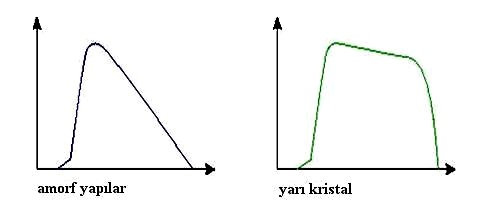
Şekil 8. Amorf Yapılı ve Yarı Kristal Hammaddeler İçin Basınç- Zaman Grafiği [3]
Şekil 9: Plastiğin Kalıp İçerisindeki Hareketleri ve Sonuçları [4]
Pozisyon |
Grafikteki noktaların açıklaması |
Prosesteki olaylar |
Eriyiğin enjekte edilmesi |
Malzemenin değişim ve kalıplama üzerindeki etkileri |
1 |
Enjeksiyon başlangıcı |
Hidrolik basıncın artışı vidanın ileri hareketi |
|
|
1 ... 2 |
Eriyiğin göz boşluğuna enjekte edilmesi |
Kalıp göz basıncı = 1 bar |
|
|
2 |
Eriyiğin sensöre ulaşması |
Basıncın artmaya başlaması |
|
|
2... 3 |
Kalıp gözünün eriyik ile dolmaya başlaması |
Akış direncine bağımlı olarak doldurma basıncı |
Eriyiğin lineer olarak enjekte edilmesi |
* Yavaş Doldurma
* Ani basınç yükselmesi yok
* Düşük iç gerilme |
Eriyiğin Kademeli olarak enjekte edilmesi |
* Hızlı Doldurma
* Malzemenin Bozulması
* Ani basınç yükselmesi
* Yüksek İç Gerilim
* Çarpılma |
3 |
Kalıp gözünün volumetrik olarak dolması |
İdeal hacim-basınç sıkıştırması |
|
* Kontrollü Doldurma
* Aşırı basınç olmaz |
3... 4
(... 5) |
Eriyik sıkıştırılması |
Plastiğin Hacimsel Çekmesinin Dengelenmesi |
Eriyiğin lineer olarak enjekte edilmesi |
* Yavaş Sıkıştırma
* Ani basınç yükselmesi yok
* Düzgün Geçiş
* Düşük İç Gerilme
* Vakum Tehlikesi |
Eriyiğin kademeli olarak enjekte edilmesi |
* Hızlı Sıkıştırma
* Ani Basınç Artışı, Aşırı Enjeksiyon Basıncı
* Yüksek İç Gerilim
Çarpılma |
4 |
Maksimum göz basıncı |
Enjeksiyon basıncının sabitliği, malzemenin karakteristik özelliklerinin belirlenmesi |
|
|
4... 6 |
Basınçta devamlı azalma |
|
Amorf Plastikler |
* Basınç zamanını uygun tutma
* Optimum proses |
Basıncın gözle görülür şekilde azalması |
Plastiğin katılaşması |
Yarı Kristal Plastikler |
* Basınç zamanını uygun tutma
* Optimum proses |
Malzemenin geriye doğru akışı (Göz dışındaki kısımların dolması) |
Amorf Plastikler veya Yarı Kristal Plastikler |
* Basınç Zamanını Çok Kısa Tutmak
* Yolluk ağzından göze akış yok
* Çöküntü İzleri |
5 |
Akışın bitiş noktası (yolluk ağzı) |
Yolluk ağzında eriyik katılaşması
(Göz içine akış yok) |
|
|
6 |
Çekme prosesinin başlangıcı |
Önemli kriterlerin denetlenmesi ve ölçü stabilitesinin sağlanması |
|
* Dalgalanma normal olarak ölçü değişimini gösterir |
Tablo 1. Ergimiş Plastiğin Kalıba Enjekte Edilme Basamakları ve Sonuçları [4]
4.3 Ürün Kalitesine Etki Eden Faktörler Ve Etki Dereceleri
Çeşitli Alman makine imalatçıları kalıplama parametrelerinin hangisinin kalıplama sonunda en yüksek etkileri olduğunu belirlemek amacıyla bir çok farklı kalıp üzerinde incelemeler yaparak ve aşağıdaki sonuçlar elde etmişlerdir.
Tablo 2. Enjeksiyon Değişikliklerinin Parça Kalitesine Etkisi [6]
Bu sonuçlara göre iki ana düşünce açıkça kendini belli etmektedir. Ürün kalitesi için her şeyden önce en önemli olan faktörler ince duvarlı parçalarda maksimum göz basıncı ve kalın duvarlı parçalarda ise uzun enjeksiyon zamanı ve enjeksiyon basıncıdır. [4]
5. Değerlendirme
Enjeksiyon kalıp baskı parametrelerinin denetimi ve kontrol edilmesi birçok faydaları neticesinde ürün kalitesini artırmaktadır. Ülkemizde yaptığımız araştırmalara göre yok denecek kadar az olan bu sistemlerin kullanımının akademik araştırmacıların yakından ilgilendiği bir konu haline gelmiştir. Bu sektörde hassas parçaların üretimini yapan kaliteli ürün yapan firmalarında maliyetleri dikkate alarak bu sistemleri kullanmaları gerekecektir. Bu sistemlerin kullanımı plastik enjeksiyon makinaları imalatçılarının da makinelerini bu sistemlerle eş zamanlı çalışabilecek şekilde değişime uğratma zorunluluğunu getirebilecektir.
Kaynaklar
[1] "Design of A Wireless Sensor For Injection Molding Cavity Pressure Measurement" Zhang, Li ; Theurer, Charles B.; Gao, Robert X., Kazmer, David O., Department of Mechanical and Industrial Engineering University of Massachusetts, Amherst, MA 01003
[2] Chastain, Gary; Understanding the Effect of Pressure in the Cavity
www.moldmakingtechnology.com/articles/1105strat.html, (12.12.2005)
[3] Schnerr, Oliver; Kistler Plastics "Plastics News" Katalog 2/05
[4] www.johnmorris.com.au/html/Kistler/cavity_pressure_fundamental_principle.htm
[5] Hasco Katalog Z 1370 / ... "Pressure measuring system, piezoelectric, Sayfa 2
[6] Dr. Kudlik, Nikolaus, Kistler Plastics "%100 Quality Injection Molding" Katalog 1/04
|
