|
Üretilen ve satışa sürülen ürünler, her zaman tek parçadan oluşmaz. Birçok parçanın bir araya getirilmesi ile oluşurlar. Her bir parça diğerine farklı yöntemler ile monte edilirken, ürünün kullanım yerine göre monte demonte sayısı belirlenir. Plastik ürünler birbirlerine değişik metotlar ile montajlanır.
Bunlardan en çok kullanılanları;
- Yapıştırma
- Sıkı geçme
- Kaynak
- Tırnaklar, fitiller ve ters açılı bölgeler yardımı ile montajlama
- Vidalamadır
VİDALAMA YÖNTEMİ
Plastik ürünler birbirlerine iki çeşit vida ile montajlanır.
- Kesici dişli metal vidalar
- Kalıplanmış plastik vidalar
KESİCİ DİŞLİ METAL VİDALAR
Metal vidanın uç kısmına delmeyi kolaylaştıran bir form verilmiştir. Dişleri ise keskin hatlara sahiptir. Plastik ürünlerde bulunan vida yuvalarına (BOSS) hiç diş açılmaz. Boss'un iç çapı, vidanın diş dibi çapı kadar olmalıdır. Vida, boss'un içerisine dönerek girer ve her adımında keskin hatlı dişleri, boss'un iç duvarını oyarak kendilerinin tutunabileceği dişler açar.
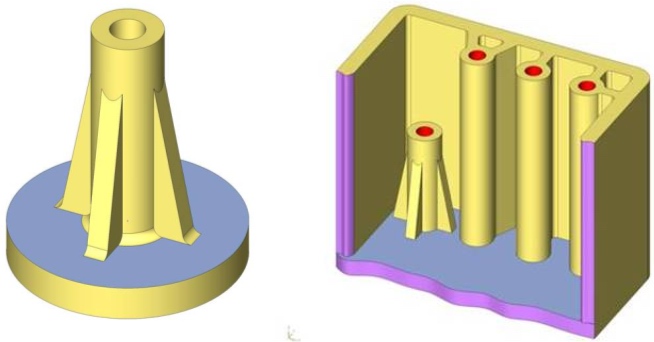
Resim 1 - Boss çeşitleri
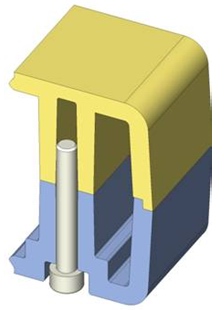
Resim 2 - Kesici dişli vida ile montajlanmış iki plastik parça
Resim 3 - Kesici dişli vida çeşitleri
Kesici dişli vidalar sökülürken, boss içerisindeki, kendi açtığı dişlere zarar vermektedir. Sadece birkaç söküp takma işleminden sonra boss içerisindeki dişler tamamen kullanılamaz hale gelmektedir.
Kesici dişli vidalar, özellikle tek sıkma işleminin yapıldığı ve tekrar sökülmeyecek ürünlerde kullanılırlar.
KALIPLANMIŞ PLASTİK VİDALAR
Şişe kapakları gibi defalarca söküp takmadan sonra bile hala bozulmayan dişlere sahip olan plastik vidalar, iç ve dış vidalar olmak üzere iki ana bölüme ayrılır.
Form verilmiş vidaların kesici ağızları yoktur. Boss içerisine vidalanarak, istenen ürünlerin birleştirilmesini sağlarlar. Boss'ta ya da vidalanacağı yerde, dişlerin bulunması gerekmektedir. Kalıplanmış vidalar, kesici dişli vidalara göre, daha az dairesel gerilmeye maruz kalırlar. Bu sebeple uzun süreli kullanımlarda daha verimlidirler.
Kalıplanmış vidalar,kesici dişli vidaların aksine, bir çok kez montaj demontaj işleminde kullanılabilirler.
Bu nedenle sert ve kırılgan olan, polikarbonat ve karışımların montajlanmasında, kesici ağızlı vidalat tercih edilmez. Kalıplanmış vidalar kullanılır.
VİDALARIN KALIPLANMASI
Vidaların kalıplama işlemi, plastik akışkanın, kalıp içerisine dolması esnasında, dişlerin oluşturulmasıdır. Ve böylece ikinci bir diş açma masrafından kaçınılmış olunur. Kalıplanmış vida dişleri, sonradan açılan dişlerden daha kuvvetlidirler. Genellikle daha hassas toleranslarda, daha sıkı ve düzgün diş yüzeyine sahiptirler.
Dişler dış ve iç olmak üzere ikiye ayrılırlar

Resim 4 - Dış dişli vida örneği
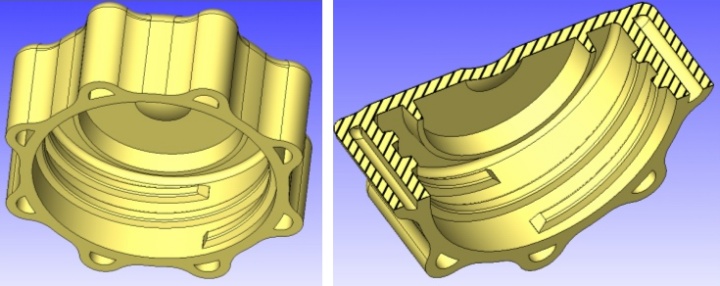
Resim 5 - İç dişli vida örneği
|
