Ahmet Barış Kuldaşlı
CAD/CAM/CAE Mühendisi
UMTAŞ A.Ş.
Kasım 2005, İstanbul
Not: İlk defa TurkCADCAM.net Dergisi 1. sayısında (Ocak-Şubat 2006) yer alan bu makale, Aralık 2008'de yüksek çözünürlüklü resimlerle birlikte TurkCADCAM.net Portalı'nda yayınlanmaya başlamıştır.
Giriş:
Plastik enjeksiyon analiz ve simülasyon programları ile plastik parça imalatında oluşabilecek hataları tespit etmek ve bu hataları gidermek için önlemler almak mümkündür.
Parça tasarımı sırasında analiz programlarının kullanımı imalat aşamasına geçildiğinde çıkabilecek sorunların ortadan kalkmasını sağlar. Tespit edilebilecek bu hataların büyük bir çoğunluğu hacimsel kökenlidir ve parça tasarımında küçük değişiklikler yapılarak giderilebilir.
Parça tasarımı kadar tasarlanan parçanın hangi malzemeden imal edileceğine karar vermek, mevcut geometri için en uygun malzemenin hangisi olduğunu belirlemek de imalat kalitesi için en önemli parametrelerden bir tanesidir.
Günümüzde kullanılan mühendislik ve analiz programları bize malzeme karşılaştırmaları için çeşitli araçlar sunmaktadır. Yukarıdaki şekilde Moldflow programı içerisindeki malzeme karşılaştırma aracı görülmektedir. İçerisindeki malzeme bilgilerinin hepsi deneysel çalışmalar sonucunda program kütüphanesindeki veri tabanına girilmekte ve sizin seçmiş olduğunuz malzemelerden hangisinin parçanız için en uygun malzeme olduğunu size bir rapor olarak sunmaktadır.
Tasarlanan parçanın malzeme, baskı şartları gibi imalat bilgileri de analiz ortamına dahil edildiğinde parçanın imalatı simüle edilebilir ve oluşacak hatalar daha ilk baskı yapılmadan görülebilir ve önlem alınabilir.
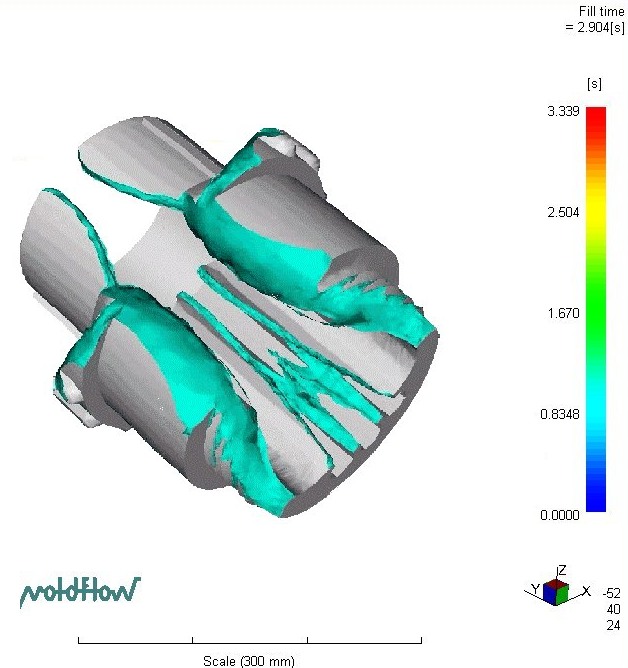
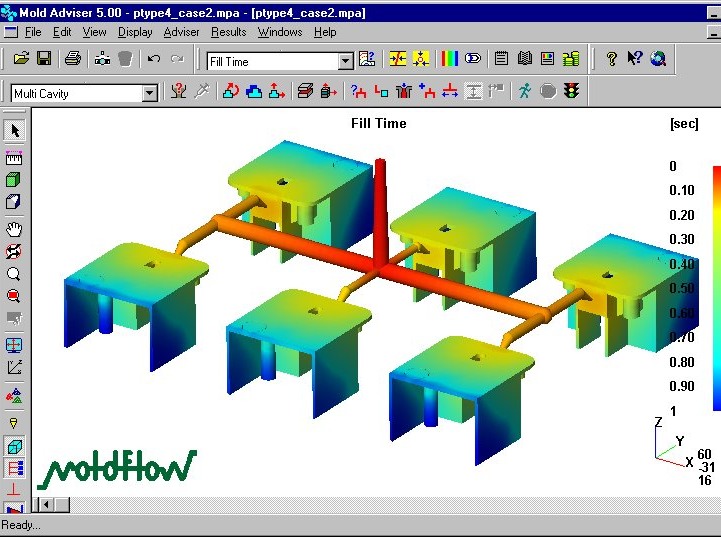
Şekil 1: Dolum aşamaları
Yukarıdaki şekilde Moldflow programında yapılmış bir analiz ile plastik bir parçanın dolum aşamaları görülmektedir. Şekilden de anlaşılabileceği gibi analiz programına doğru veriler girildiğinde plastik enjeksiyon işlemi birebir simüle edilebilen bir işlemdir.
Analiz programları sayesinde imalat sırasında oluşması muhtemel hatalar önceden belirlenebilirler. Plastik enjeksiyon işlemi sırasında plastik parçada oluşabilecek problemlerin genel sebepleri parçanın hacim dağılımı, buna bağlık olarak da akışkan plastik malzemenin bu hacim içerisindeki hareketinin karakteri ile ilgilidir. Kalıp içerisindeki boşlukta eriğin akışının simüle edilmesi birçok hata hakkında fikir verebilir. Oluşacak çarpılmalar ve fiber katkılı malzemelerdeki mukavemet dengesizlikleri konusunda da malzeme hareketini önceden görebilmek bizim için çok önemlidir.
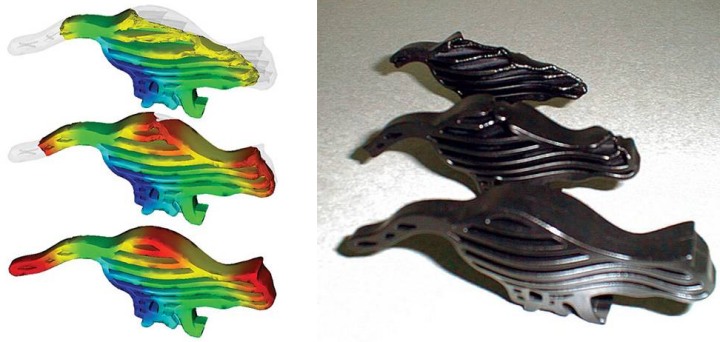
Şekil 2: Fiber yönlenmesi
Parça içerisindeki akış hareketini görmek bize kalıp boşluğuna plastik girişini doğru nokta ya da noktalardan verip vermediğimizi anlamak için fırsat verecektir. Tabi ki sadece malzemenin kalıp içerisindeki yönlenmelerini görmek bizim için yeterli değildir.
Şekil 3: Dolum işlemi
Plastik parçanın baskı sonundaki tahmini kalitesini görmek de kalıplama işlemini doğru şartlarda yapıp yapmadığımızı anlamamız için önemli bir parametredir. Bu tip bir aracı iki yönlü kullanabiliriz. Parça kalitesine bakarak proses şartlarımızı tekrar gözden geçirip en iyiyi yakalamaya çalışabiliriz veya parça kalite farklılığını bölgesel olarak takip edebildiğimiz için problemli bölgeler az ya da önemsiz ise yok sayıp mevcut durumu kabul edebilir ve imalata geçebiliriz.
Şekil 4: Yollukların dengelenmesi
En önemli problemlerden bir tanesi de aile kalıplarında ve çok gözlü kalıplarda yollukların tasarımının yapılmasıdır. Sağlıklı bir baskı yapılabilmesi için plastik malzemenin kalıp boşluğu içerisinde dengeli bir şekilde yol alması ve kalıp boşluğunun her noktasındaki dolum işleminin aynı anda sonlanması gerekmektedir. Eğer kalıp boşluğu içerisinde dengesiz dolum gerçekleşir ise yapılmaya çalışılacak ilk müdahale enjeksiyon basıncını arttırarak plastiğin boşluğu tam doldurmasını sağlamak olacak, bu da gerekli kapama kuvveti ihtiyacını arttıracaktır. Bu yöntem sonunda ya çapaklı parça oluşacak ya da gereksiz derecede büyük makinelerde baskı yapılması gerekecektir.
Bunu önlemek için basit bir analiz işlemi ile optimum yolluk boyutlarını tespit etmek yeterlidir. Yolluk çaplarında yapılacak ufak değişiklikler ile plastik akışı dengelenebilir ve dengeli bir plastik akışı sayesinde düzgün dolum gerçekleşir.
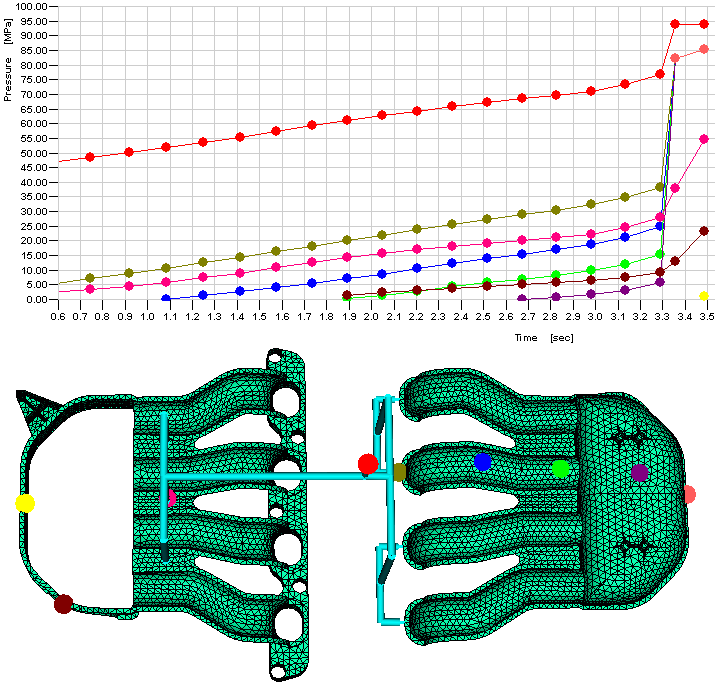
Şekil 5: Dolum verileri
Plastik dolum işlemi sırasında yukarıdaki şekilde de görüldüğü gibi kalıp içerisindeki farklı noktalardan veri almak ve bunları grafik olarak elde etmek mümkündür. Bu da bize dolum esnasındaki plastik hareketi ile ilgili daha detaylı bilgi edinme fırsatı verir.
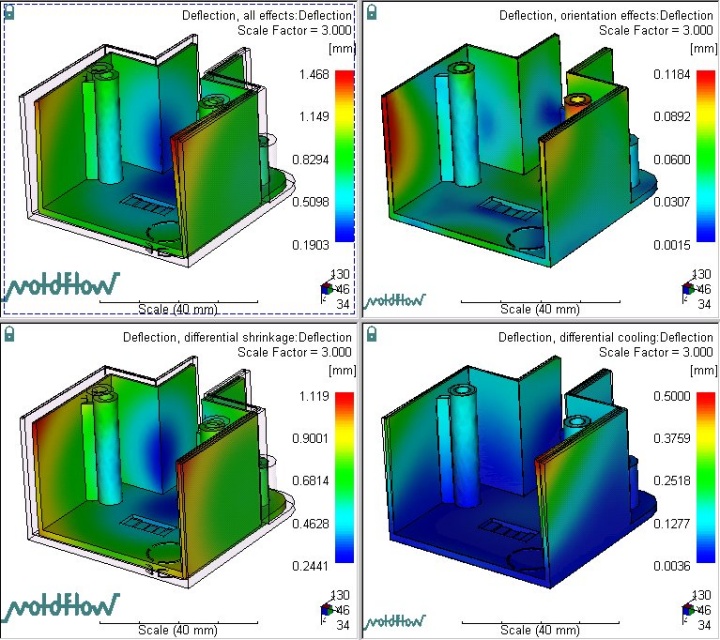
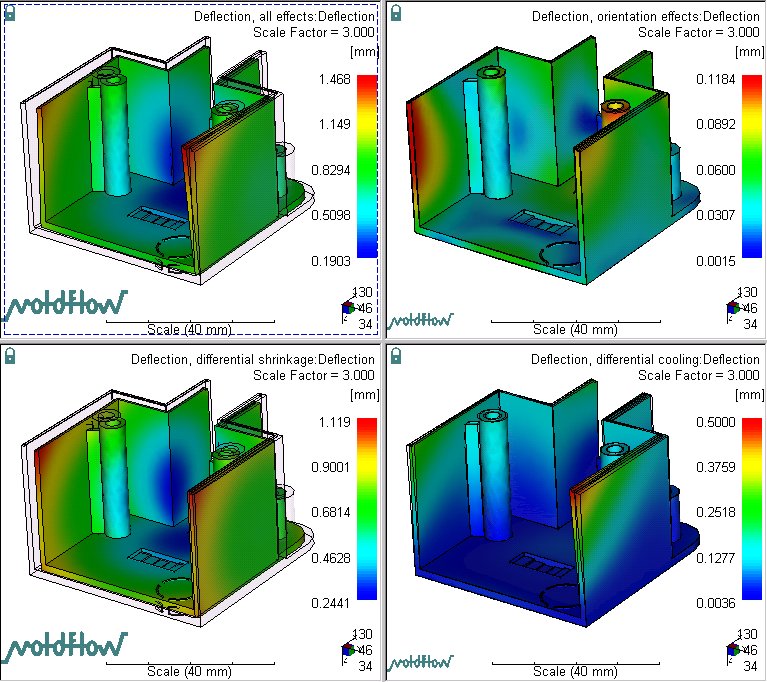
Şekil 6: Çarpılma
Plastik parçalardaki en önemli sorunlardan bir tanesi de çarpılmadır. Analiz programları sayesinde çarpılma oluşacak bölgeleri, çarpılma miktarını ve daha da önemlisi çarpılmanın sebeplerini ve hangi sebebin en fazla etkili olduğunu kalıbı oluşturmadan önce öğrenebilir ve tasarımımızı bu yönde şekillendirebiliriz. Çarpılmaların sebebi dengesiz soğuma, fiber yönlenmeleri, geometrik problemler vb. olabilir. Bunların çarpılmaya etki oranlarını ne kadar net görürsek problemi çözmek de o kadar kolaylaşacaktır.
|