|
Parça kalınlığında yapılan ikinci değişiklikle toplam çarpılma 3,2mm'ye düşmüştür ki elde edilen çarpılma değeri hala yüksektir. Bu sebeple parçada son bir geometrik değişiklik düşünülmüş ve aşağıdaki şekilde görüldüğü gibi federler eklenmesine karar verilmiştir.
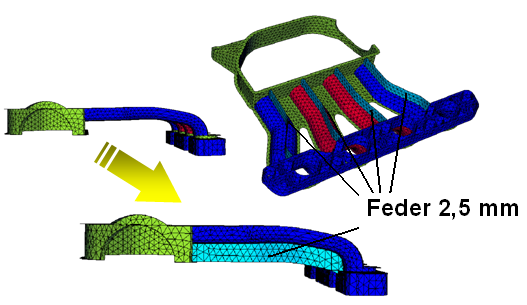
Şekil 21: İkinci parçaya feder eklenmesi
Parçanın et kalınlıkları değiştirildikten sonra eklenen bu federler sayesinde toplam çarpılma miktarı 2,6mm'ye düşmüştür ve bu değer bizim imalatımız için yeterlidir.
Üçüncü ve son parçanın da alternatif baskı şekilleri aşağıdaki şekilde görülmektedir.
Şekil 22: Üçüncü parça plastik giriş alternatifleri
| Enjeksiyon Basıncı [MPa] |
Hava Boşluğu |
Çarpılma [mm] |
46 |
Yok |
0.9 |
21 |
Yok |
2.8 |
19 |
Yok |
2.1 |
Tablo 3: Üçüncü parça analiz sonuçları
Tabloda da görüldüğü gibi birinci alternatif en düşük çarpılma miktarını vermektedir ve uygulama için seçilmiştir.
Analiz yapılan bu parçaların ayrı kalıplarda değil de bir aile kalıbı ile imal edilmesi düşünülmektedir. Aile kalıplarının birçok avantajı bulunmaktadır.
Aile kalıplarının avantajları;
- Tek bir döngüde birçok parça imal edilebilir
- Parça şekil ve kalite dengesi sağlanabilir
- İyi bir kalıp bir kere tasarlandığında dengelenmiş imalat gerçekleştirilebilir
- Kalıp bakım maliyetleri azalır
- Takım maliyetleri düşer
Bu avantajlarının yanında aile kalıplarının gereksinimleri de;
- Plastik akış dengesi sağlanmalıdır
- Maksimum enjeksiyon basıncı ve kapama kuvveti gereksinimi mevcut enjeksiyon makinesi sınırları içerisinde olmalıdır
|
|
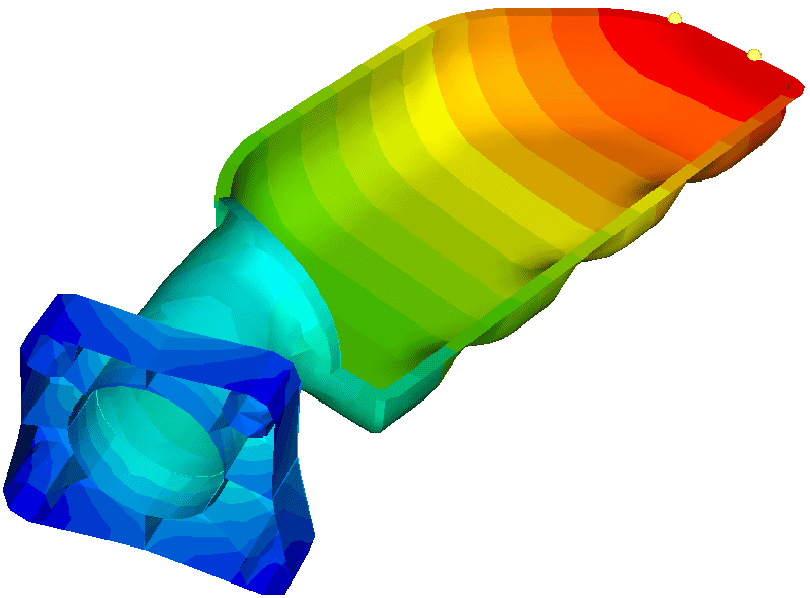
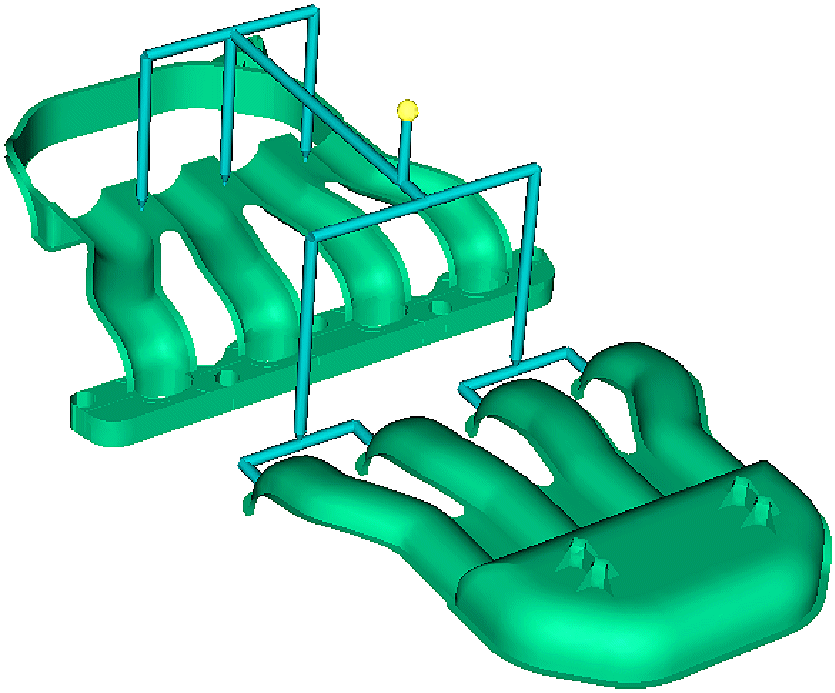
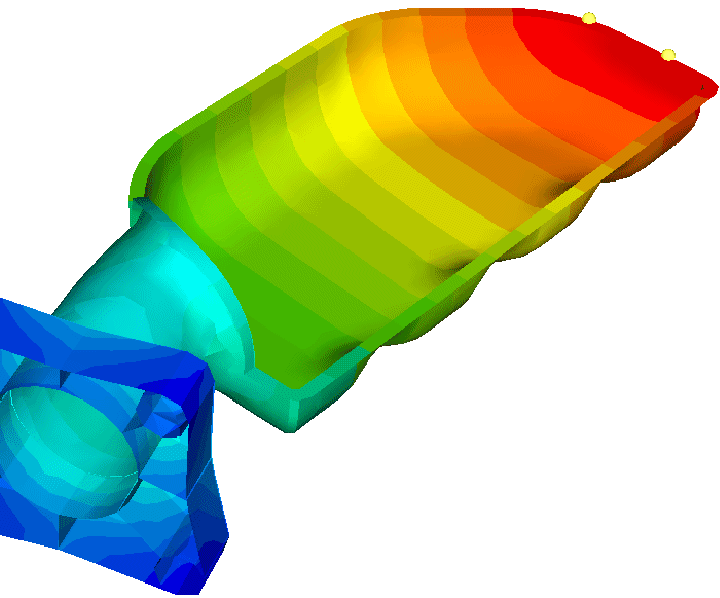
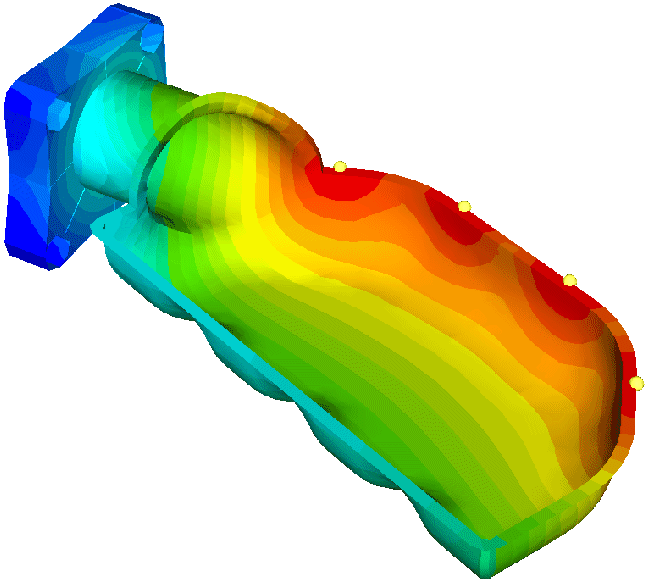
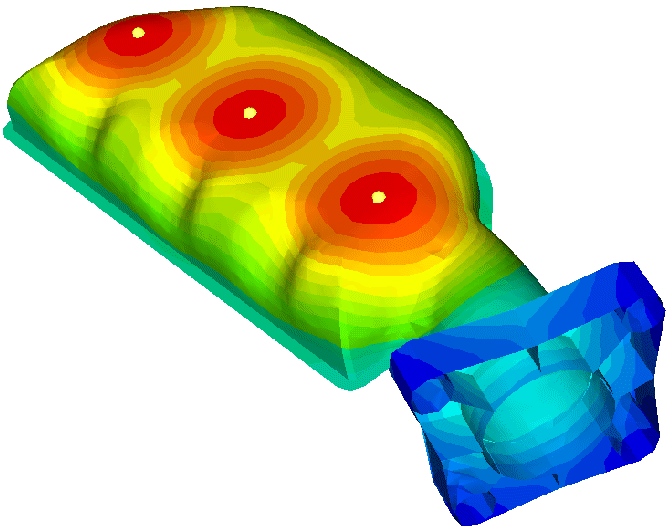
Şekil 23: İki parça için tasarlanan aile kalıbı ve plastik dolumu |
Yukarıdaki şekildeki gibi bir kalıp tasarlandığında sağ tarafta görüldüğü gibi toplam dolum işleminin %95'ine gelindiğinde kapak parçasında tam dolum işlemi gerçekleşmesine rağmen alt parçanın üç noktasının henüz dolmadığı tespit edilmiştir.
Bu tip bir dolumda kalıbın bir kısmının dolmasından dolayı gerekli basınç ihtiyacı ve buna bağlı olarak da gerekli kapama kuvveti artacaktır. Eğer yeterli kapama kuvveti sağlanamaz ise kalıbın birleşme yüzeyinde plastik malzeme dışarı sızarak son ürün üzerinde çapak oluşumu yapacaktır. Fakat bu problemi enjeksiyon basıncını ve kapama kuvvetini arttırarak çözmek pek de ekonomik bir çözüm değildir. Bunun sebebi enjeksiyon basıncını ve kapama kuvvetini arttırmanın daha büyük enjeksiyon makinesine ihtiyaç doğurmasıdır.
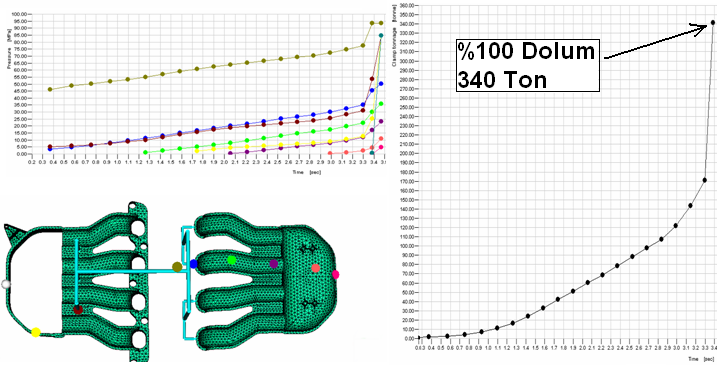
Aşağıdaki şekilde kalıbın farklı noktalarındaki basınç değerleri ve dolum işlemi için gerekli kalıp kapama kuvveti görülmektedir.
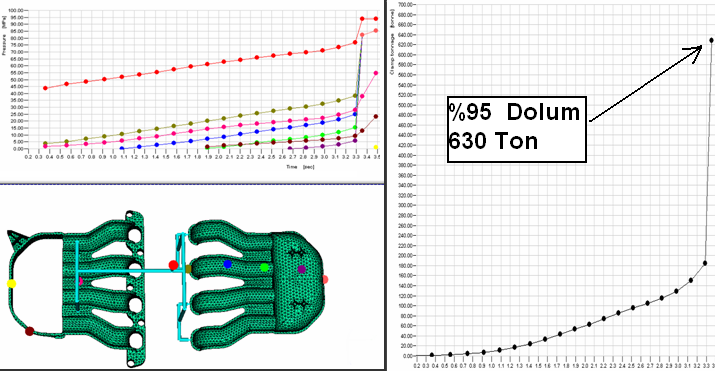
Şekil 24: Enjeksiyon basıncı ve gerekli kapama kuvveti
Şekilden de net bir biçimde görüldüğü gibi kalıptaki dengesiz dolumdan kaynaklanan basınç artışları ve bunun gerektirdiği yüksek kapama kuvvetleri söz konusudur. Oysa ki modelimiz üzerinde ufak ve basit değişiklikler yaparak dengeli bir dolum sağlayabiliriz.
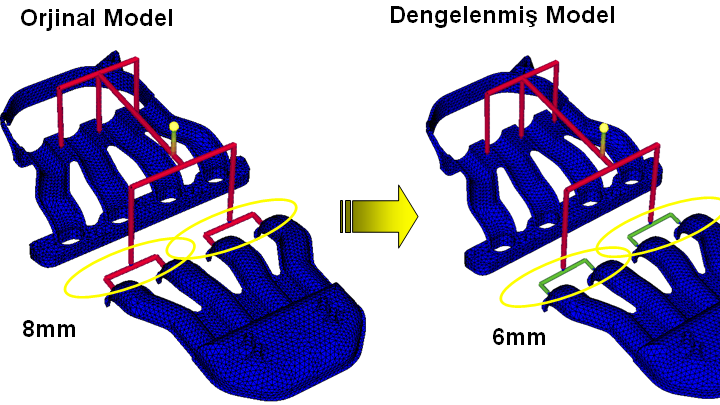
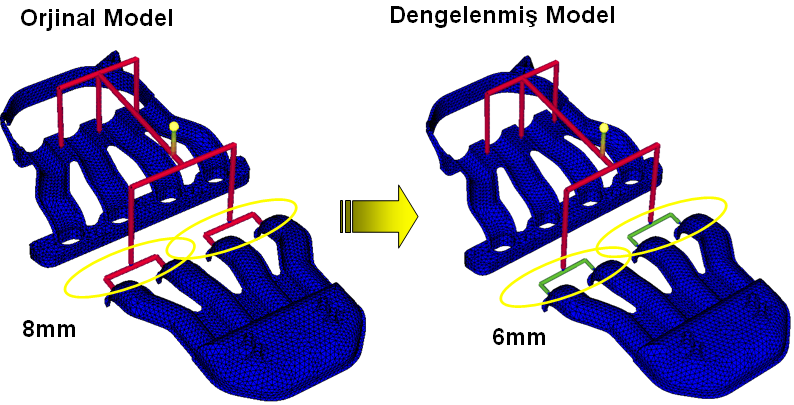
Şekil 25: Dengelenmiş model
Kalıp tasarımımızda kapağa giden yollukların çapı 8mm'den 6mm'ye düşürülmüştür.
Bu işlem çok ufak bir işlem olmasına rağmen kalıbımız içerisindeki plastik akışının dengeli olmasını sağlamıştır.
Aşağıdaki şekilde ise dengelenmiş dolum sırasında kalıbın çeşitli noktalarındaki enjeksiyon basıncı değerleri ve gerekli kapma kuvvetleri görülmektedir.
Şekil 26: Dengelenmiş dolumda enjeksiyon basıncı ve kapama kuvveti
Sonuç:
- Çok küçük değişiklikler imalatı geliştirir.
- Gerekli kapama kuvveti %46 azaltılmıştır.
- Dengelenmiş plastik dolumu sayesinde oluşabilecek eksik dolum, kalıp deformasyonu vb. birçok problem önlenmiştir.
- Kalıp ömrü uzatılmıştır.
Plastik enjeksiyon işlemi neredeyse tam hassasiyet ile analiz programları sayesinde simüle edilebilen bir işlemdir. Plastik enjeksiyon analiz programlarını parça tasarım aşamasından başlayarak kullanmak ve kalıp tasarımını da bu araçlar ile sürdürmek oluşabilecek hataların büyük bir bölümünü önceden tespit etmeye ve büyük maliyetler çıkmadan, tasarım aşamasında önlemeye yardımcı olmaktadır.
Parça tasarımcıları, parça geometrisinden kaynaklanan hataları tespit edip imal edilebilir parçalar tasarladıklarında, imalat kademelerinde kalıp tasarımları daha kolay gerçekleştirilmekte, kalıp tasarımı sırasında plastik enjeksiyon analiz programları kullanıldığında ise ilk baskıda istenen kalitede parça üretme oranı artmakta, kalıp tadilatları için gerekecek olan işçilik, zaman, malzeme vb. gibi gereksinimlerin ortaya çıkardığı ekstra maliyetler ortadan kalkmaktadır.
Günümüz teknoloji çağıdır ve sadece kaliteli parça imal etmek yeterli değildir. Kaliteli, hızlı ve güvenilir parçaları minimum maliyetlerle piyasaya süren firmalar faaliyetlerini sürdürmeye devam edebileceklerdir. İşte bu noktada da önceden hata tespitini sağlayan simülasyon programlarının kullanımının artması imalat sektörünün daha hızlı ilerlemesini sağlayacaktır.
|