|
Erkan
Kahraman
Gazi Üniv. Teknik Eğitim Fak. Makine Böl.
Mayıs
2005
ÖZET
Son
yıllarda günümüz teknolojisinde hacim kalıplarında plastiklerin
şekillendirilmesi sıcak yolluk sisteminin önemli ölçüde enerji,
işçilik ve malzeme kazançlarının yanında bir çok avantajlar
getirmesi nedeniyle kullanımı giderek artmaktadır. Sıcak yolluk
sistemi sağladığı avantajların yanı sıra kendine has özellikleri
ve gereksinimleri vardır. Bu makale; Sıcak yolluk sisteminin
genel tanımı, ihtiyaçları ve avantajları literatür araştırması
yapılarak hazırlanmıştır.
1.
GİRİŞ
Sıcak
yolluk sistemi son yıllarda plastik enjeksiyon kalıpçılığında
soğuk yolluk (normal yolluk) sistemine göre daha fazla tercih
edilmeye başlanmıştır. Plastik enjeksiyon kalıpçılığında sıcak
yolluğun soğuk yolluğa göre daha fazla tercih edilmesini yüksek
kaliteli ürün alma isteği, daha kısa sürede daha çok iş yapabilme
ve işçilik giderlerinin azaltılması olarak şekilde kısa özetleyebiliriz.
Sıcak
yolluk sistemi; Plastik enjeksiyon kalıplarında enjeksiyon
makinesinin memesinden plastik enjeksiyon kalıp gözüne kadar
ergimiş plastik malzemeyi sıcaklık, basınç kaybı olmadan ve
hasara uğramadan kontrollü bir şekilde bekletme ve istenildiğinde
kalıp gözüne enjekte etme sistemidir. Şekil 1.'de sıcak yolluk
sistemini oluşturan başlıca elemanları görebilmekteyiz (1).
|
|
|
Şekil
1. Sıcak yolluk sistemini oluşturan elemanlar (2).
|
1.
Kalıp gözü taşıyıcı plakası
2. Ara plakası
3. Destek plakası
4. Bağlama (Sıkma) plakası
5. Yalıtım (zolasyon) plakası
6. Merkezleme halkası
7. Takviye plakası
8. Sıcak yolluk dağıtıcısı (Manifold)
9. Isı reflektörü (reflektör plakası)
10. Destek halkası (rondela)
11. Destek halkası (rondela)
12. Kapama tapası
13. Merkezleme plakası
14. Yolluk burcu
15. Filtre tertibatı (malzeme filtresi)
16. Isıtıcı (spiral rezistans)
17. Havşa başlı vida
18. Vidalı emniyet pimi
19. Vidalı tapa
20. Silindirik saplama
21. Silindirik saplama
22. Yüksek güçlü ısıtıcı (fişek rezistans)
23. Termoeleman (sıcaklık ölçer)
24. Bağlantı kutusu
25. Yüksek verimli meme
26. Metal O-Halkası
27. Kalıp gözü tertibatı
28.O-Halkası
2. SICAK YOLLUK SİSTEMİNDE KULLANILAN ELEMANLAR
Sıcak
yolluk sistemi için gerekli olan kullanılan elemanları; Thermocoupler
(Sıcaklık kontrol elemanları), Sıcaklık kontrol cihazları,
Isıtıcılar (Dağıtıcı ve meme ısıtıcıları), Sıcak yolluk memesi
ve Sıcak yolluk dağıtıcısı (manifold) olarak beş ana gruba
ayırabiliriz (Şekil 2). (1)
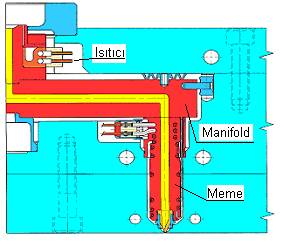
Şekil
2. Sıcak yolluk sisteminin kesiti (3)
Kaynak: www.yudo.com.tr
2.1.Manifold (Sıcak yolluk dağıtıcısı):
Sıcak
yolluk dağıtıcısının (manifold Şekil 1-8) amacı, ergiyik plastik
malzemeyi yolluk burcundan (Şekil 1-14) alarak en az basınç
kaybıyla ve aynı sıcaklıkta memelere (Şekil 1-25) iletimini
sağlamaktır (4).
Enjekte edilmiş malzeme ısıtıcılar ve termokupollar sayesinde
eriyik halde ve olumsuz sıcaklık değişimi olmadan kalır. Manifoldlar
genelde H, I ve X tipli olarak bulunmaktadır (Şekil 3). Bazı
durmalarda bu temel tipleri kullanarak değişik kombinasyonlarda
manifold sistemleri oluşturulabilir. Manifold tipi belirlerken
hedef mümkün olduğu kadar eşit akış sağlamaktır. Genelde ideal
manifold göz sayıları 2-4-8-16 ve 32'lidir. 3-6 ve 12'li gözler
dengesiz akışa neden olduğu için tercih edilmez (4).


Şekil
3. Çeşitli manifold şekilleri (4)
|