|
Kenar Giriş Uçları - Edge Gate
Şekil-3 A'da kenar yolluk giriş ucunun prensip tasarımı gösterilmiştir. Bu uç tipi yatay daire kesitli açık bir uçtan farklı değildir. Enjeksiyon baskısının sonunda yatay giriş ucunun küçük kesitli kanalında donan malzeme, kalıbın açılması ile parça üzerinden koparak ayrılmaktadır. Kalıp açık iken plastiğin kalıp içine damlamamasını/ akmamasını bu tapa vazifesi gören donmuş plastik sağlamaktadır. Bir sonraki enjeksiyonda bu plastik tapa yeni gelen plastiğin basıncı ile kalıp gözüne itilmekte ve sıcak malzemenin içinde eriyerek kaybolmaktadır.
Yolluk giriş kanalının yüksekliği (veya kalınlığı) parça et kalınlığından daha düşük olmalı ve donmuş plastik tapanın kalıp gözüne kolay itilebilmesi için konik yapılmalıdır. Yolluk giriş kanalının yüksekliği (L) genellikle 0,5-1,0 mm arasında seçilir. Küçük değerlerin tercih edilmesine rağmen buradaki sınırlama, kalıp gözü ile sıcak yolluk memesi için açılan boşlukların arasında kalan ince et kalınlığındaki çeliğin mukavemetidir. L mesafenin seçimi yolluk girişinin parça üzerindeki konumuna ve parça geometrisine de bağlıdır.
Yolluk giriş ucu ile kalıp arasında bırakılması gereken genleşme boşluğunun boyutlandırılması da sistemin sağlıklı çalışması için çok önemlidir. Bu nedenler ile bu uç tipinin çalışma sıcaklığındaki genleşmeleri de hesaba katılarak kalıpta yapılacak yerleşimin tasarımı, uç girişinin boyutlandırılması, bu hassas ölçülerin kalıba işlenmesi ve sıcak yolluk sisteminin kalıba montajı çok kritiktir ve özel dikkat gerektirir. Mold Masters bu konudaki tecrübelerini daima kullanıcılarına sunmakta ve mutlaka kalıp tasarımını kontrol etmektedir.
Şekil-3 A Kenar giriş ucu tasarımı
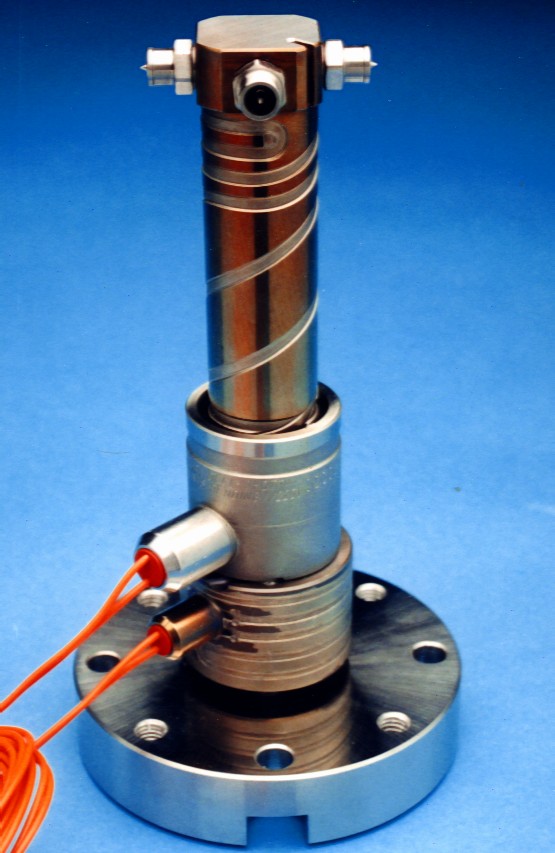
Şekil-3 B Dört adet giriş ucu vidalanmış yolluk memesinin fotoğrafı
Bu giriş metodunun en büyük avantajı, Şekil- 3 B'deki fotoğrafta da görüldüğü gibi bir sıcak yolluk memesine 4 uç birden bağlanabilmesi ve 4 kalıp gözünün aynı anda beslenebilmesidir. Kenar yolluk girişi gerektiren parçaların sıcak yolluklu kalıplarının ilk uygulamalarında, standart sıcak yolluk memesinden sonra kenar yolluk girişleri bir soğuk dağıtım yolluğu sayesinde gerçekleştirilmek idi. Bu yeni tip yatay yolluk giriş uçlu memelerin kullanılması ile soğuk dağıtım yolluğu gereksinimi ortadan kalkmaktadır. Soğuk dağıtım yolluğunun gerektireceği kapama kuvveti ihtiyacı da ortadan kalktığından bu sistemin kullanıldığı kalıplar daha küçük enjeksiyon makinelerine bağlanabilmekte, dolayısı ile parça maliyeti de düşürülmektedir.
Ayrıca soğuk dağıtım yolluğunun ortadan kaldırılması ile yolluk giriş ucundaki malzeme daha iyi kontrol edilebildiğinden parça kalitesi de arttırılmakta ve renk değişimleri de çok daha kolay ve hızla yapılabilmektedir.
Valf (Açma/Kapamalı) yolluk giriş uçları - Valve Gate
Açma / Kapamalı yolluk giriş uçları (Valve gate), enjeksiyon sırasında açık, kalıbın içine gerekli malzeme miktarı basıldıktan sonra yolluk girişi bir meme iğnesi ile kapanan yolluk giriş tipleridir. Bu sistemlerin en büyük avantajı yolluk girişinin istenildiği anda açılıp kapatılabilmesi ve enjeksiyon baskısının çok iyi kontrol altında tutulmasıdır. Bugünkü uygulamalarda meme iğnesinin hareketi hidrolik veya pnömatik sistemler ile kontrol edilmektedir. Hidrolik sistemlerin dezavantajı yağ kaçağı durumundaki yangın tehlikesi ile ortam kirliliğidir. Mold Masters firmasının tasarımlarında valf hareketini veren silindir-piston grubu hem hidrolik hem de pnömatik olarak çalıştırılabilmektedir.
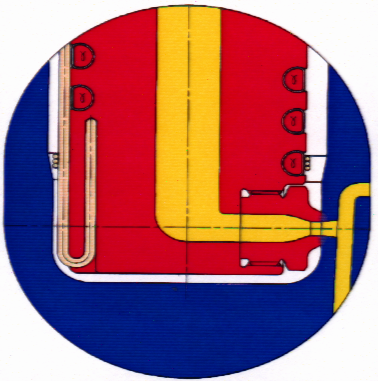
Bugün kullanılan valf tipi yolluk giriş uçlarında, ucu konik taşlanmış bir meme iğnesi kalıpta işlenen yolluk girişine oturmaktadır (Şekil-4). Bu tasarım şekli yolluk memesi kanalının eksenindeki iğne için iyi bir yataklama sağlarken, kalıpta bir basma kuvveti yaratacağından yolluk ucundaki kalıp çeliğinin yeteri mukavemette olması gerekir. Bu sıcak yolluk sistemlerindeki en önemli nokta, sıcak plastiğin içinde çalışmakta olan meme iğnesi boyunun genleşme toleransının iyi hesaplanıp meme iğnesinin kalıba alıştırılmış olmasıdır. Meme iğnesi boyunun uzun olması durumunda giriş ucundaki kalıp çeliğinin aşırı yükler altında zorlanması hatta iğnenin eğilmesi söz konusu olabilir, kısa olması durumunda ise parça üzerinde istenmeyen malzeme artığı ile karşılaşılır. İdeal olarak pin ucunun plastik parçaya 0.03-0.025mm bir derinlikte batacak şekilde ayarlanmış olmasıdır. Şekil-4 de şematik olarak giriş ucundaki pinin istenen ve istenmeyen konumları gösterilmiştir.
Şekil-4: A - Doğru alıştırılmış valf pin; B - Kısa boylu valf pin parça yüzeyinde artık bırakmakta
2- Yolluk giriş tipi seçimi
Yolluk giriş ucu tipine, daha sonra da yolluk girişinin boyutuna karar verilir iken ilk önce plastik malzemenin bu giriş tipine uygunluğu dikkate alınmalıdır.
Sprue Gate olarak adlandırılan açık kesitli yolluk girişleri parça yüzeyi üzerinde küçük bir yolluk parçası bırakmaktadır. Diğer giriş tiplerine göre giriş kesiti büyük olan bu giriş tipi, liflenen termoplastikler için uygun olmamasına rağmen plastiğe düşük kesme gerilmeleri uygulayarak iyi bir ütüleme imkanı vermektedir. Parçanın iyi ütülenerek minimum gerilmeler ile elde edilmesi önemli olduğunda ve özellikle teknik parçalarda dış görünümün önemli olmadığı durumlarda bu yolluk girişi tercih edilmelidir. Bu yolluk girişi aynı zamanda bir sıcak yolluk memesinden küçük soğuk dağıtım yolluk girişleri ile bir çok parçanın beslendiği kalıp tasarımlarında da uygulama alanı bulmaktadır.
Hot tip olarak adlandırılan yolluk giriş metodu genellikle hem kristal hem amorf yapılı plastikler için uygundur. Bu giriş ucu diğer yolluk girişleri ile karşılaştırıldığında parça üzerinde çok küçük bir iz (artık) bırakmaktadır. Bu artığın büyüklüğü yolluk girişinin geometrisine ve malzemeye bağlıdır. Çentik etkisine hassas olmayan termoplastiklerde ve büyük yolluk girişlerinde parça üzerinde daha büyük artık malzeme kalacaktır. Bu nedenle çoğu zaman yolluk girişi parça üzerindeki küçük bir küresel çöküntünün merkezine yerleştirilerek parça yüzeyinden artık malzemenin taşması gizlenir. Bu yolluk giriş metodu, çok küçük giriş kesitinde oluşan yüksek sıcaklıklar ve yüksek kesme gerilmeleri nedeni ile katkılı ve kesme gerilmelerine hassas termoplastikler için uygun değildir.
Yatay yolluk girişi polimerin kalıp boşluğunda boyuna akarak parça yüzeyinde yarattığı "jetting" izlerine engel olmak için parçanın dik duvarlarından yapılan bir giriş tipidir. Parça üzerindeki yolluk giriş izi soğuk yolluklu kalıplardaki tünel (dalgıç) yolluk izine benzemektedir. Yolluk girişinin konumu, giriş bölgesindeki kalıp çeliğinde yeterli mukavemet ve yeterli ısı dağılımını sağlayabilecek çelik kütlesi dikkate alınarak seçilir.
Valve Gate girişi metodunda, tutma basıncı sonunda girişteki malzeme tam donmadan giriş ağzı kapatılabildiği için bu metot açık yolluk giriş tiplerine göre daha kısa çevrim süreleri sağlamaktadır. Bu metot parça üzerinde itici izi gibi belli belirsiz bir daire çizgi izi dışında hiç bir artık bırakmadığından yüzey görünüm kalitesi önemli olan parçalarda kullanılmaktadır. Diğer yolluk girişlerine göre çok büyük olan giriş çapı sayesinde girişteki basınç kayıpları ve kesme ısıları çok düşüktür. Girişteki düşük doldurma basınçları ve geniş çalışma aralığı sayesinde bu yolluk girişi enjeksiyonu zor bir çok termoplastik için çok uygundur. Ayrıca damlama olasılığı her tip polimer için de ortadan kaldırılmaktadır.
Kenar Yolluk giriş tipi dışında, dikey yolluk giriş metotlarından biri seçilirken söz konusu uygulama için önemli olan kritik faktör dikkate alınmalıdır.
Aşağıdaki tabloda dikey yolluk giriş metotlarının çeşitli kritik faktörlere göre değerlendirilmeleri özetlenmiştir;
Kritik faktörler |
Dikey yolluk giriş metodunun uygunluğu |
Hot Tip |
Sprue |
Valve |
Malzemede Kesmelerin Önlenmesi için |
ZAYIF |
İYİ |
İYİ |
Parçada Gerilmelerin Önlenmesi için |
ZAYIF |
İYİ |
İYİ |
Hızlı Çevrim Gereksinimi var ise |
İYİ |
ZAYIF |
EN İYİ |
Yüzey Görünüm Kalitesi önemli ise |
İYİ |
ZAYIF |
EN İYİ |
Yüksek Kalıp Maliyetinin Önlenmesi |
İYİ |
İYİ |
ZAYIF |
Damlamanın Önlenmesi için |
İYİ |
ZAYIF |
EN İYİ |
Büyük Baskı Miktarları için |
ZAYIF |
İYİ |
İYİ |
Ütülemenin Önemli Olması durumunda |
ZAYIF |
İYİ |
İYİ |
Hassas Çalışma Aralığı Gereksinimi |
ZAYIF |
İYİ |
İYİ |
Yolluk giriş metoduna karar verildikten sonra giriş bölgesindeki ısı dağılımına ve termoplastik cinsine göre yolluk giriş ucunun tipine karar verilmelidir. Bazı yolluk giriş tiplerinde, soğuk kalıp çeliği ile temas eden meme ucunun soğumaması için araya giren plastik malzemenin izolasyon özelliğinden yararlanılmaktadır. Basılan parçadan yüksek görüntü kalitesi bekleniyor ve problemler ile karşılaşılmak istenmiyorsa yolluk giriş ucunun tasarımına çok dikkat etmek gerekir. Kullanılan polimere uygun olmayan yolluk giriş metodu veya yolluk giriş ucundaki soğutma şartları, giriş ucunda plastiğin damlamasına/akmasına, malzemede aşırı kesme gerilmelerine, plastiğin yapısında bozulmalara ve kalıp gözlerinin iyi dolmamasına neden olur. Bu nedenle kullanılan plastiğin amorf veya kristalin yapıda mı olduğuna dikkat etmek gerekir. Bu iki grup arasında genel bir karşılaştırma yapılırsa amorf malzemeler yavaş katılaşma hızlarından dolayı kristal yapılı mühendislik plastiklerine göre yolluk giriş bölgesinde, çok daha fazla bir soğutmaya gereksinim duyarlar. Aşağıda örnekleri verilen yolluk girişlerinin ayrıntılarında, amorf ve kristal tipi yolluk girişlerinin özellikleri arasındaki farklılıklar gösterilmektedir.
Kristal yapılı termoplastikler amorf yapılılara göre daha hızlı katılaşmaktadır. Bu nedenle kristal yapılı termoplastiklerde giriş bölgesi daha ılık tutularak bir ön katılaşmanın oluşması, dolayısı ile yetersiz ütüleme olasılığı önlenmelidir. Katkılı plastikler de kristal yapılı malzemeler gibi davrandığından ılık yolluk girişi seçilmesini gerektirirler. Katkılı ve kristal yapılı malzemeler ile mühendislik plastikleri için tasarımlandırılan yolluk girişlerinde ise memedeki ısının kalıptaki yolluk girişine transfer edilebilmesine dikkat edilmelidir. Genellikle hızlı katılaşan malzemelerde büyük yolluk girişleri tercih edilmelidir. Hızlı katılaşan malzemeler için yolluk giriş bölgesinin sıcaklığı sıcak yolluk memesi ile kalıbın teması arttırılarak arttırılır. Yolluk giriş bölgesine transfer edilen ısı yardımı ile giriş ağzındaki katılaşma geciktirilir. Kendinden izolasyonlu yolluk giriş uçları hızlı katılaşan kristal yapılı termoplastikler için uygun değildir.
Amorf yapılı plastiklerde katılaşma hızı çok daha yavaştır. Uzun çevrim sürelerini ve damlamayı önlemek için sıcak yolluk sistemi ile kalıptaki yolluk giriş bölgesi arasında etkin bir ısı izolasyonu olmalıdır. Yolluk giriş ucundaki ısı izolasyonu ne kadar iyi ise uç amorf malzemeler için o kadar uygundur. Genellikle sıcak yolluk ucunun izolasyonu için katılaşmış bir malzeme tabakası kullanılmaktadır. Bu yöntem amorf plastikler için çok uygun iken, sıcakta bekleme süresine hassas olan mühendislik plastikleri için ve hızlı renk değişimleri istenen uygulamalar da uygun değildir. Şekil-5'de gösterilen "Valve Gate" tasarımında, ince malzeme filmi tabakası izolasyon sağlayarak yolluk girişinin meme tarafından ısıtılmasına engel olur. Bu metot amorf ve yarı kristal malzemeler için çok uygundur. Fakat kristalleşme oranı yüksek ve sıcaklıkta bekleme süresine hassas olan mühendislik plastikleri için uygun değildir.
|
|
Amorf malzemeler için yolluk girişi |
Kristal yapılı malzemeler için yolluk girişi |
Şekil-5: Amorf ve Kristal Yapılı Termoplastikler için Valve Gate Tipi Giriş Uçları |
Bu nedenler ile aynı yolluk giriş metodu için termoplastik cinsine göre farklı yolluk giriş tipleri veya tasarımları kullanılmalıdır. Sprue Gate yolluk giriş metodu için amorf ve kristal yapılı plastiklerde kullanılması uygun olan yolluk giriş tasarımlarının resimleri Şekil-6'da verilmiştir;
|
|
Amorf termoplastikler |
Kristal yapılı termoplastikler |
Şekil-6: Amorf ve Kristal Yapılı Termoplastikler için Sprue Gate Tipi Giriş Uçları |
Mühendislik plastiklerindeki uygulamalarda, yolluk girişinin soğutulması amorf yapılı malzemelerin yolluk girişleri kadar kritik değildir. Bu uygulamalarda polimerin erken soğumasına engel olan ve yolluk girişini sıcak tutan bir sıcak yolluk sistemi aranır. Cam takviyeli PA gibi aşındırıcı malzemeler kullanıldığına ise aşınmanın fazla olduğu bölgelere dikkat edilmelidir. Yolluk giriş ucundaki küçük çaplarda aşırı bir aşınma oluşur. Bu nedenle değiştirilebilir yolluk giriş uçlarının kullanımı tercih edilir.
Yolluk giriş metoduna karar verildikten sonraki adım yolluk giriş kesitinin boyutlandırılmasıdır. Genellikle parçanın görüntüsel kalitesini arttırmak için küçük yolluk izi/artığı tercih edilmekte ve yolluk girişinin çapı da minimum seçilmektedir. Küçük yolluk girişlerinde ise basınç kayıpları artmakta, parçaya gerilmeler ilave edilmekte ve aşırı kesme ısıları sonucu parçada başka kusurlar ortaya çıkabilmektedir. Parçanın görüntüsel kalitesi önemli değil ise yolluk giriş kesitini büyük seçmek yararlı olmaktadır.
|




