|
Genellikle seri ve takım olarak, iç içe geçebilecek şekilde düşünülen; kolay olarak görünen ama tasarımında ve imalatında bir çok önemli kurallara uyulması gereken tabaklar, saksı ve saksı altlıkları, kovalar, saklama kapları gibi yuvarlak ve dikdörtgen kesitli kalıplarının tasarımında dikkat edilmesi gereken noktaları sıra ile inceleyelim.
Tasarım Nüansları
- Ürünler iç içe geçebilecek ve vakum oluşturmayacak şekilde tasarlanmalıdır. Vakum iç içe geçen ürünlerin, ayrılmalarını zorlaştırır. Eğer bu açı verilmesi zorunlu ise, ürünün iç tarafına en az üç tane feder konularak, ürün yan duvarlarının birbirine değmesi önlenmelidir.
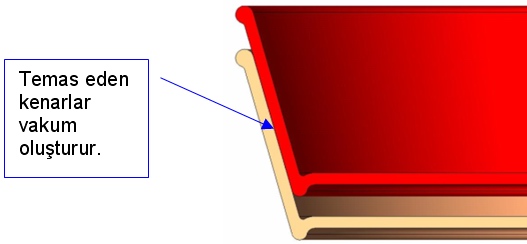
Resim 1 - Vakum oluşturan uygunsuz tasarım
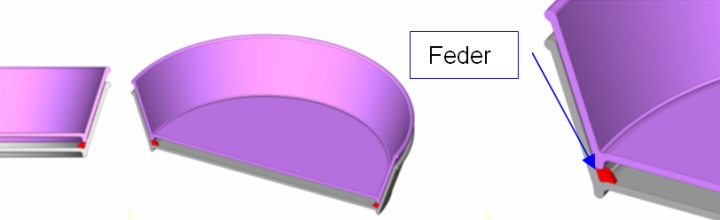
Resim 2 - Vakum oluşmasını önlemek için, kırmızı renkle gösterilen federler konuluştur.
- Ürünlerin en altına ayak görevi gören ve tabağın çarpılmasını önleyen federler atılmalıdır.
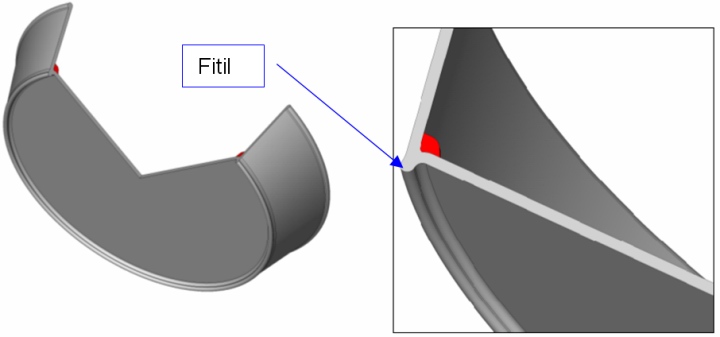
Resim 3 - Tabandaki çarpılmayı önlemek için atılan taban fitili
- Ürünün ağız kısmına fitil atılmalıdır. Bu fitil kenarda çapak oluşmasını engellediği gibi, kalın bir hat oluşturduğu için, ürünün dayanımını artırarak, çarpılmasını da önler. Ayrıca keskin köşeler ve oluşan çapaklar, kullanıcının elini kesme riskine sahiptir.
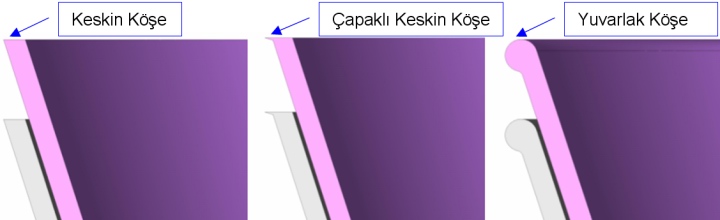
Resim 4 - Kullanıcının elini kesmemesi ve çarpılmaya karşı daha dayanıklı olması amacıyla ürünün ağzı yuvarlatılmıştır.
- Et kalınlığı mümkün olduğunca eşit tutulmalıdır. Artan et kalınlıkları, farklı soğuma hızlarından dolayı, bölgesel çöküntüler oluşturur.
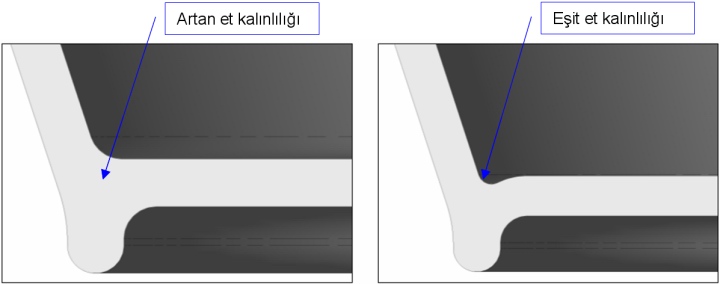
Resim 5 - Et kalınlıkları.
- Ürünün, kalıbın hareketli kısmında kalması için, hareketli çekirdek üzerine, estetik kusur yaratmayacak büyüklük ve formda çekiciler (ters açılar/undercuts) atılmalıdır.
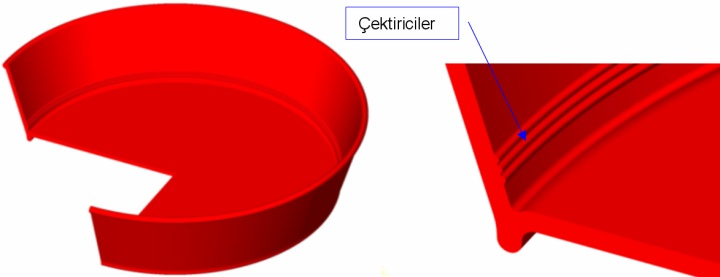
Resim 6 - Ürünün sabit tarafta kalmasını önleyen çektiriciler.
- Bir büyük boy ve bir küçük boy ürünler birbirleri ile uyumlu açılarda tasarlanmalıdır.

Resim 7 - Aynı formlar ve açılara sahip, üçlü bir tabak takımı
- Yolluk girişindeki, plastik parça kalıntısının, ürünün düz oturmasına engel olmaması için, yolluk giriş noktası içe doğru yapılmalıdır.
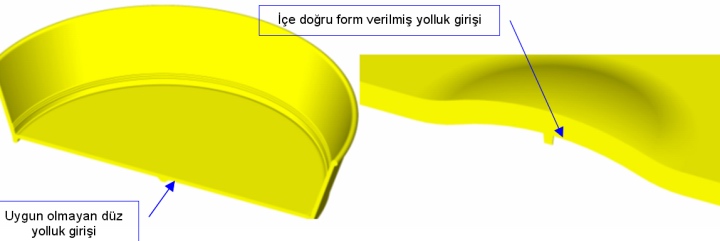
Resim 8 - Yolluk giriş formları.
- Estetik problem yaratması için, yolluk girişi, ürünün görünen ve kullanılan tarafında olmamalıdır.

Resim 9 - Yolluk giriş yerleri
- Sıcak ya da soğuk yolluk olsun, ürün tabanından yolluk girişi en ideal olan yolluktur.
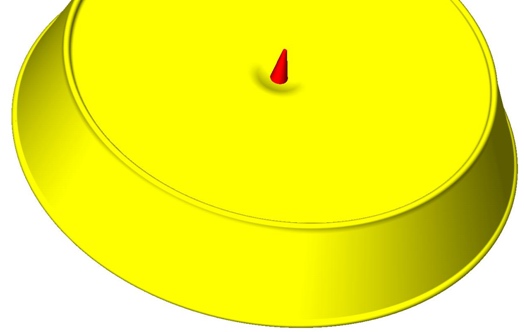
Resim 10 - İdeal yolluk giriş noktası
- Bu tarz yuvarlak ya da dikdörtgen formlu ürünlerin yolluk girişleri, ürün tabanında değil de, yandan iğne yolluk ya da yaprak yolluk şeklinde yapılması, erkek çekirdeklerin enjeksiyon baskısı altında, yana doğru yatmalarına ve ürün et kalınlığının dengesiz olmasına, yolluk giriş noktasının tam karşısında soğuk birleşim (kaynak) izi oluşmasına sebep olur.

Resim 11 - Yandan iğne yolluk girişli kalıp

Resim 12 - Yandan yaprak yolluk girişli kalıp
|
