|
Yolluk Sistemi
Kalıpta 4 adet sıcak yolluk memesi kullanılmıştır. Her meme üzerinde sıcaklığı ölçen termokupl vardır. 2 adet esnek rezistans bulunmaktadır. Rezistans yuvaları özenle ve belirli kurallara uyarak açılmalıdır. 2 adette manifold ısısını ölçen termokupl kullanılmalıdır. Sıcaklığı verimli şekilde kontrol edilemeyen manifold sistemlerinde, plastiğin viskozitesinde farklılıklar oluşacağı için, her gözden farklı gramajlar alınacaktır. Bir göz eksik baskı verdiği halde diğer gözden çapaklı ürün alınacaktır. Aşırı yükselen sıcaklığa müdahale edilememesi durumunda, plastik bölgesel olarak yanacaktır.
Manifold plakasının malzemesi, yüksek ısılarda çalıştığı için, sıcak iş çeliklerinden seçilmelidir. Sıcak iş çelikleri, yüksek sıcaklıklarda, kararlılık gösteren çeliklerdir. Soğuk takım çelikleri, yüksek sıcaklıklara daha kolay genleştikleri için, kalıp göz araları ve plaka düzlemselliği değişecek ve kalıp manifold tarafından mal kaçıracaktır. 1.2344 uygun bir çeliktir.
Manifold plakası üzerindeki sıcaklığın diğer plakalara aktarılmasına engel olunmalıdır. Onun için mümkün olan en az bağlantı ile yerine sabitlenmelidir. Tüm sıcak yolluk meme çıkışlarının , kalıp merkezine uzaklığı aynı olmalıdır.
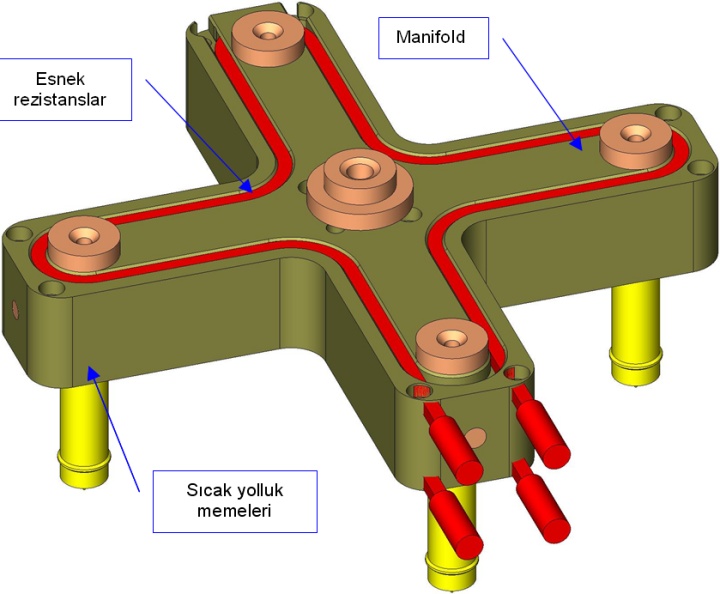
Resim 22 - Sıcak yolluk ve manifold sistemi.
Soğutma Sistemi
Kalıp soğutma sistemi üzerinde tecrübe ile dikkatli olarak çalışmayı gerektirecek kadar önemli bir konudur. Yetersiz soğutma , çevrim süresini uzatıp ürün maliyetine artıracaktır. Düzensiz ve dengesiz soğutma ise , ürünün bir tarafının soğumasına rağmen bir tarafının sıcak olarak kalıptan çıkmasına sebep olur ki bu ürün kalıp dışında çekmeye devam edecek ve çarpılacaktır.
Soğutma suyu tasarımında dikkat edilmesi gereken birkaç önemli nokta.
- Her kalıp çekirdeği ayrı ayrı soğutulmalıdır.
- Kalıp soğutma kanallarına köprü atılmamalıdır.
- Kalıp içine giren su kalıp üzerindeki ısıyı alarak kalıptan sıcak olarak çıkar. Kalıbın sadece bir yönünden su girişlerini bağladığımızda kalıbın bir yarısı soğuk diğer yarısı ise daha sıcak olacaktır. Su girişleri kalıbın her iki yönünden de yapılmalıdır.
- Soğutma kanal ve delik çapları mümkün olduğu kadar büyük seçilmelidir.
- Soğutma kanal ve delikleri , kalıp çekirdeğine 12mm'den fazla yaklaşmaması gerekmektedir. Kalıp boşluğuna yakın delikler, enjeksiyon baskısı esnasında çökmektedir.
- Bazı ürünlerde kalıp sıcaklığının belirli bir değerde tutulması, fazla soğutulmaması gerekmektedir. Kullanılacak plastik hammaddenin özellikleri iyi tespit edilmelidir.
- Derin ve ince cidarlı, kova, saklama kabı, yoğurt kasesi gibi parçalarda, kalıp çekirdeklerinin aşırı soğuk olması, plastiğin kalıp boşluğun girer girmez yoğunlaşmasına ve dolayısıyla kalıbı tamamen dolduramamasına sebep olur. Bu tarz parçalarının çekirdeklerinin tamamın ya da en az 1/3'ü bakır berilyum malzemeden yapılmalıdır. Bakır berilyum, yüksek ısıl iletkenliği sayesinde, çok çabuk ısınan ve çok çabuk soğuyan bir malzemedir.
- Her su giriş ve çıkışı numaralandırılmalı ve belirtilmelidir.
- Soğutma suyunun dışarı kaçmaması için O-ring kanalları açılmalıdır.
- Belirli aralıklarla soğutma kanalları temizlenmelidir. Kireçlenen kanallar verimli soğutma sağlayamazlar.
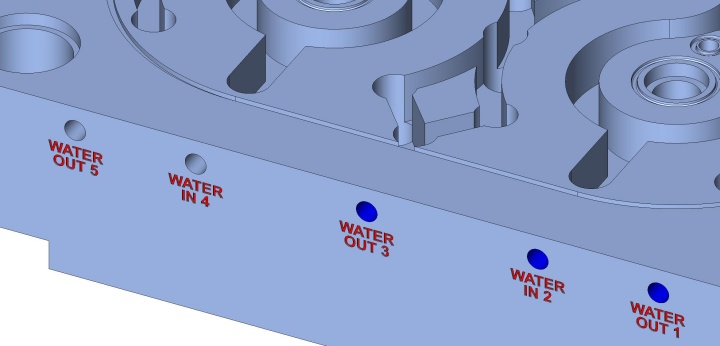
Resim 23 - Numaralandırılmış su giriş ve çıkışları (dişi plaka)
Resim 24 - Dişi plaka soğutma kanal ve delikleri
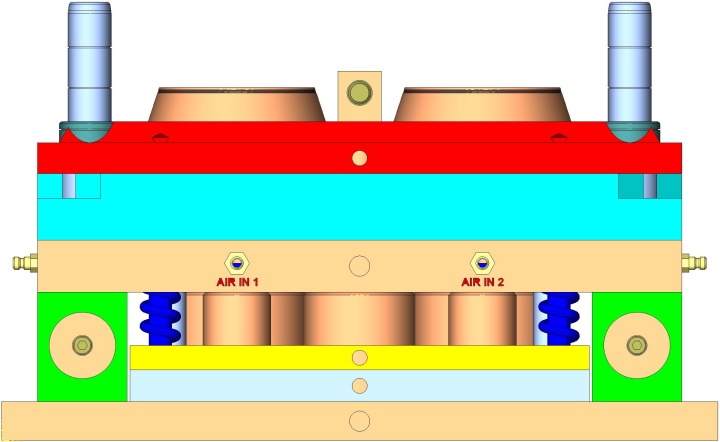
Resim 25 - Erkek soğutma sistemi
İtici Sistem
Kalıptan ürünün çıkarılmasında kullanılan itici sistemin bir çok çeşitleri mevcuttur. Bu kalıp tasarımında, ürün sıyırıcı plaka yardımıyla kalıp dışına atılır.
İtici sistem tasarımında dikkat edilmesi gereken önemli noktalar.
- Sıyıcı plaka erkek çekirdek üzerine belirli açı ile oturtulmalıdır. Bu açının 8° olması uygundur.
- 12mm'lik mal kesme bölgesi yeterlidir.
- Sıyırıcı plakanın kalınlığı, plaka ölçüleri ve ortasındaki büyük boşaltmalar dikkate alınarak, çarpılmasını önleyecek değerde seçilmelidir.
- Sıyırıcı plaka ve erkek figürlerin malzemeleri aynı ve aynı sertlikte seçilmemelidir. Bu yanlış zamanla iki parçanın birbirine sarmasına ve deforme olmasına sebep olur.
- Sıyırıcı plakanın önüne ve arkasına, vulkolon konularak , kalıp kapanmasında ses yapması önenir.
- İtici plakaların önüne yay koyarak, sıyırıcı plakanın birden fazla hareket etmesi sağlanabilir.
- Sıyırıcı plakaya kalıp şekline göre en az 3 ve daha fazla sayıda şapkalı burç konulmalıdır.
- İtici plakası konulmayan sadece sıyırıcı plakası olan sistemlerde, sıyırıcı plakasını sınırlandıracak, istenilen mesafeden fazla gitmesini engelleyecek sınırlandırma mekanizması konulmalıdır.
- İtici plakalarının bulunduğu bölgede kalıp plakalarının altına zamanla çökmesi önlemek için, çökertme takozları yerleştirilmelidir.
Resim 26 - Sıyırıcı plaka
Resim 27 - İtici (sıyırıcı) sistem
Kalıp Gözlerine Yazılan Yazılar ve Semboller
Kalıp çekirdeklerine yazılan her yazı olduğu gibi ürün üzerine çıkacaktır. Yazılar için özel alet bileme tezgahlarında bilenmiş, yazı pantografları kullanılır. Yazı derinliği istenildiği gibi yapılabilir. Önerilen derinlik 0,3mm'dir. Daha fazla derin yazılar elde dokunma esnasında takılmalar yaratacak ve gereksiz ürün ağırlığını artıracaktır.
Bu yazılar aşağıda listelenmiştir. Bunlardan hangilerinin konulacağına karar verecek olan müşteridir.
- Firma ismi
- Firma logosu
- Firma telefon veya web adresi
- Patent no
- Teknik resim no
- Plastik hammadde adı
- Gıda tüzüğüne uygunluk
- Çamaşır veya bulaşık makinesinde temizlenmeye uygundur veya uygun değildir işareti
- Derin dondurucu , buz dolabı uygunluk işareti
- Maksimum ve minimum kullanım sıcaklık aralığı
- İmalat tarihini gösteren, değiştirilebilen gün ay yıl göstergeleri.
- Geri dönüşüm logosu
- Yukarı tutunuz işareti
- Ürün göz numarası
|
|
Resim 28 - Tarih inserti |
Resim 29 - Derin dondurucu işareti |
|
|
|
|
Resim 30 - Plastik hammadde sembolü |
Resim 31 - Mikrodalga ve bulaşık makinesi işareti |
|