|
Not:
Orijinal olarak TurkCADCAM.net
Dergisi 2. Sayısı için hazırlanmış bu röportaj, ilk kez Aralık 2006'da TurkCADCAM.net Portalı'ndan
yayınlanmaya başlamıştır.
Mehmet
Cenk Sinirlioğlu, Almanya'da geleceğin kalıp tasarım
ve imalat teknolojileri üzerinde çalışan CONCEPT Laser GmbH
firmasında Malzeme ve Teknoloji Md. olarak görev yapan bir
Ar-Ge mühendisi; Kendisiyle, kalıp tasarım ve imalat prosesine
köklü değişklikler getiren bu yeni teknolojiler hakkında ilgi
çekici bir söyleşi yaptık...
Cenk bey, kendinizden bahseder misiniz? Üniversite eğitiminiz
sonrası Concept Laser GmbH'deki kariyeriniz nasıl başladı?.
Otoinşa* tekniğini
kullanan karmaşık yapılı metal kalıp imalatı uygulamaları
ile nasıl tanıştınız?
Cenk
Sinirlioğlu 1997 yılında İstanbul (Erkek) Lisesi'nden mezun
olup, İstanbul Teknik Üniversitesi Makine Fakültesi'ne girdim.
Açık konuşmak gerekirse ilk iki sene fazla mesleki ders görmediğimizden,
ileride ne yapmak istediğime dair en ufak bir fikrim bile
yoktu. Birinci yılın sonunda babamın çok yakın arkadaşı olan
Coburg Üniversitesi Makine Fakültesi öğretim görevlisi Prof.
Henning Altmann bizi ziyarete gelmişti. Hatta o sene okulda
yaptığım stajı sık sık soruyordu. Ancak bendeki ilgisizliği
fark etmiş olacak ki, babamla birlikte oturup, ikinci yıl
sonunda iyi bir staj yapmam gerektiğine karar vermişler. Staj
konusunu Almanlar'ın neden bu kadar önemsediğini şimdi çok
daha iyi anlayabiliyorum.
Prof.
Altmann ikinci senem bitmeden beni aradı ve staj yapabileceğim
çok ilginç ve yeni bir konu olduğundan bahsetti. Yanında bitirme
çalışması yapan Frank Herzog isimli bir öğrencisinin çalışmasına
yardımda bulunabileceğimden ve onun deneylerini yaptığı firmada
staj yapabileceğimden bahsetti. İki ay Almanya'da staj yapma
fikri benim de çok ilgimi çekti. Böylece 1999 yazında otoinşa
teknolojilerinin hızlı kalıp imalatı uygulamalarıyla ve daha
sonra Concept Laser firmasını kuran Frank Herzog'la tanışmış
oldum.
O
zamanlar henüz Concept Laser firması yoktu. Frank'la birlikte
Hofmann Modellbau (SLA, SLS, vakum kalıpçılığı, aluminyum
kalıpçılığı vs.) firmasında stajıma başladım. Frank'la bana
ayrılmış ve o zamanlar yeni olan bir adet EOS M250 makinesi
vardı. Biz bu makinede o zamanlar EOS firmasının kullandığı
tek alaşım olan Direct Metal alaşımıyla parça üretmeye çalışıyorduk.
O zamanlar EOS makinelerinde CO2 lazeri kullanıyordu. Amaç
alaşımdaki bakırın eriyerek nikelle sinterlenmesiydi. Yani
yoğunluğu ve mekanik özellikleri çok düşük parçalar üretilebiliyordu.
Zaten ancak küçük ve karmaşık olmayan parçaların üretimi mümkündü.
Bu çalışmalar çok hoşuma gitmişti. Sabahtan akşama kadar bitmez
bir enerjiyle parça üretimi yapabilmeye çalışıyorduk. Ama
o zamanki teknik çok yetersiz olduğundan daha çok makinede
nelerin düzeltilmesi ve geliştirilmesi gerektiğini konuşuyorduk.
O yaz sadece bu makinede değil, modelleme şirketinin kullandığı
3D Systems SLA makineleri, EOS plastik SLS makineleri, vakum
silikon döküm vs. hakkında da çok şey öğrendim. Ayrıca Hofmann'ın
ana şirketi olan plastik enjeksiyon kalıpçılığı yapan Hofmann
Werkzeugbau firmasında da bir süre staj yaptım. Bu staj sonunda
artık biliyordum: İleride imalat sektöründe çalışacaktım.

Pekiyi, Üniv. eğitiminiz sonrası Concept Laser GmbH'deki
kariyeriniz nasıl başladı?..
Hofmann
Innovation Group'da staj yaptıktan sonra, metal lazer sinterleme
konusunda çıkan bütün makaleleri ve piyasadaki şirketlerin
durumunu da takip etmeyi ihmal etmedim. Hatta İstanbul'daki
bitirme çalışmamı da hocam Doç. Dr. Haydar Livatyalı'nın yanında,
sektördeki makinelerin karşılaştırılması ve örnek bir kalıp
parçasının dizaynı konusunda yaptım.
2001
yılında makine masteri yapmak üzere Hanover üniversitesine
gittim. Burada "imalat teknolojileri" ve "product-engineering
and logistics" bölümlerinin ikisini birlikte bitirdim.
Burada öğrenimim boyunca bir buçuk yıla yakın bir süre malzeme
kürsüsünde "Teknik seramik malzemelerin metalle lehimlenerek,
otomobillerde ve dövme kalıplarında kullanılmasının araştırma
ve geliştirme faaliyetleri" konusunda araştırma asistanı
olarak çalıştım. Daha sonra sekiz ay Hannover Lazer Merkezi'nde
(Laser Zentrum Hannover - LZH) geliştirdikleri "mikro
lazer sinterleme makinesinin kurulması ve çalışır duruma getirilip,
optimize edilmesi" ile bir Avrupa Birliği projesinde
geliştirilen "LENS yöntemiyle mikro parçalar üreten bir
makinenin deneylerinin yürütülmesi"ni sağladım. Ayrıca
burada "Saf titanyum ve bir demir-bakır alaşımının mikro
laser sinterleme yöntemiyle üretimindeki parametrelerin araştırma-geliştirmesi"
konusunda bitirme tezimi hazırladım. Eğitimim sonunda doktora
yapıp yapmama konusunda kararsızdım. Başlasam 5-6 sene bölümde
kalmam gerekebilirdi. Bense bu konu hakkında bir şirkette
çalışırken doktora yapmak ve böylelikle endüstrinin daha içinde
olmak istiyordum. Ancak LZH'den Prof. Haferkamp doktorada
mutlaka bölümde calışmam gerektiğini söyleyince, Frank'ın
daha önceden yaptığı teklifini kabul edip Concept Laser'de
"malzeme ve teknoloji sefi" (head of materials and
technology) olarak işe başladım. Ekim 2004'ten beri Concept
Laser'de malzeme ve teknoloji geliştirilmesini yürütmekteyim.
Concept
Laser GmbH ve LaserCUSING hakkında bilgi verir misiniz?
Frank'la
olan kontağımız 1999'dan beri devam etmekteydi. Almanya'ya
gelir gelmez okul başladıktan sonra Euromold 2001 fuarına
gittiğimde ben de herkes gibi bir süprizle karşılaşmıştım.
Hofmann Group içinde Concept Laser firması kurulmuş ve M3
makinesi Euromold'la birlikte pazara sunulmuştu. Makinede
daha öncekiler gibi sinterleme yöntemi yerine ilk kez standart
çelik malzemesi tam olarak eritilerek parça üretiliyordu.
Bu yönteme "Concept" ve "Fusing" (=tam
olarak eritme) kelimelerinin birleşmesinden gelen LaserCUSING®
adı verilmişti. Frank bana fuarda yeni makine yapma fikrini
şöyle anlatmıştı: "Ödevim bitmişti ve rapid tooling yöntemiyle
hala kalıplarda kullanılabilecek kalitede parçalar üretemiyorduk.
Piyasadaki makinelerin birçoğunda çeşitli geliştirmeler yapılması
gerekliydi. Hofmann firmasının sahibi olan Günther ve Robert
Hofmann'la birlikte yeni bir makine geliştirmeye karar verdik.
Ana hedefimiz yüksek yoğunlukta ve orjinal malzeme özelliklerine
sahip parçalar üretebilmekti...". Ve bunu başarmışlardı.
40 yılın üzerindeki kalıpçılık tecrübesi ve yeni Nd:YAG lazerlerle
2 yıllık çalışmaları sonunda 1.4404 çeliğinden her türlü karmaşık
formdaki parça kolaylıkla hızlı bir şekilde üretilebiliyordu.
Bu sistem Euromold 2001 fuarında Concept Laser'e ikincilik
ödülü getirdi.
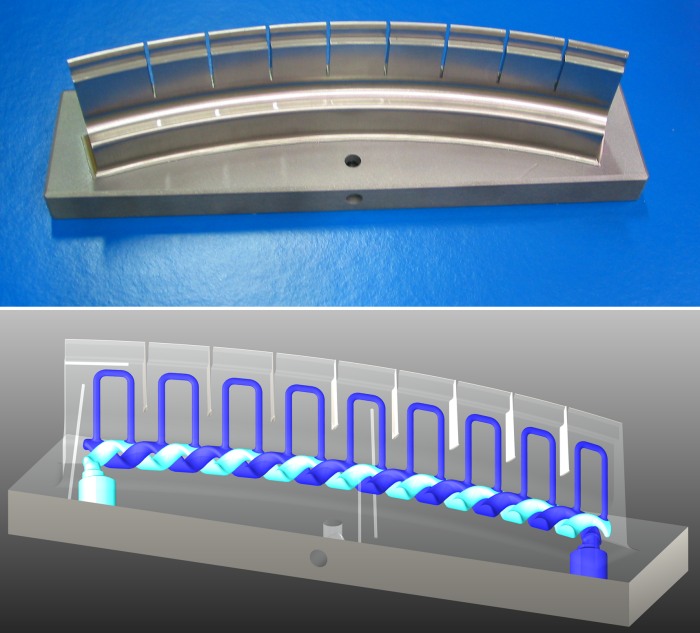
Asıl
patlama tabii kalıpçılık sektöründe önemli bir yeri olan Hofmann
kalıpçılık firmasının bu makineyle kalıp çeliğinden yaptığı
parçalarla oldu. Bu yöntemde talaş kaldırma yöntemleriyle
mümkün olmayan karmaşık soğutma kanallarının sayesinde, plastik
parçaların üretim süresi büyük oranda kısaltılabiliyordu.
Bu soğutma kanalları yüzeyin 1mm'den yakınına kadar konulabilip
ve plastik parçanın soğuma süresini yüzde 60(!)'lara varan
oranlarda azaltabilmektedir. Ayrica parçaların geri yaylanma
problemi de büyük ölçüde ortadan kalkmaktadır. Bu da kalıpçılara
ve plastik parça üreticilerine yüksek kalite ve fiyat avantajları
sağlamaktadır.
Şu
an talaşlı imalat yöntemlerine göre belirgin bir dezavantajımız
yok, çünkü onlardan farklı bir yöntem ve daha önce yapılamayanları
başarabiliyor.
Soğutma
kanalları plastik enjeksiyon kalıpçılığında olduğu gibi aluminyum
gibi hafif metallerin dökümünde de kullanılmaktadır. Ayrıca
LaserCUSING® yöntemiyle CrCo diş protezi, titanyum ve aluminyum
gibi malzemelerin üretimi de mümkündür.
LaserCUSING
teknolojisi nasıl çalışır? CNC frezede veya elektroerozyon
tezgahta işlemeye göre en büyük farkı ve avantajları nedir?
LaserCUSING
teknolojisi kisaca SLS yonteminde de oldugu gibi metal tozunun
kat kat yuzeye serilip, her katin lazer ile tam olarak eritilmesidir.
CNC frezeye gore insan gucu olmadan calistigindan daha hizli
uretim yapabilir. Ayrica diger yontemlerle mumkun olmayan
parca icindeki karmasik sogutma kanallari da ancak bu yontemle
mumkundur. Lazer oyma da ileride elektroerozyona gore avantaj
saglayacak bir yontem ve arastirmalari surmekte.
Kullanılan
metal tozlarının çapı ne civarda? Sinterlemede kullanılan
lazer gücü ne kadar? İnşa sırasındaki katman kalınlıkları
ne kadar oluyor?
Kullanilan
metal tozlarinin capina ait bilgi veremeyecegim, cunku malzeme
ozellikleri onemli bir konu. LaserCUSING`de kullanilan laser
Rofin firmasinin 100W gucundeki puls mode ile de kullanilabilen
Nd:YAG lazeri.. Biz tecrubelerimizden, parcalarin kalitesi
ve yogunlugunu en ust duzeyde tutmak icin 30 µm lik katlar
tercih ediyoruz.
En
fazla ne boyutta bir kalıp üretilebiliyor? Hassasiyeti nedir?
Su
an M3 makinemizin alani 250x250 mm ve bu boyutun tamamini
rahatca kullanabiliyoruz. Ayrica musterilerimiz icin bir yenilik
olarak ayni modulu 300x350 mm kullanabilecek sekilde buyuttuk.
Parca hassasiyetleri buyuk parcalarda en fazla +/-100µm kucuk
parcalarda +/-50µm oluyor. Ancak kaliplarda kullanilan parcalari
yuzeyinde biraz malzeme birakip kisa bir freze islemine tabi
tutuyoruz. Boylelikle parcalar direk kalipta kullanilabiliyor.
Bu dusundugunuz gibi uzun da surmuyor. Belki tamami frezelense
de ayni surede olacak, ama icinde sogutma kanallari da var
gibi dusunun. Altini frezelemissek bunu Erowa veya baska bir
sistemle cok hassas bir sekilde Cusing modulune yerlestirip,
frezelenmis parcanin uzerine parca yapabiliyorsunuz.
Üretim
hızı ne kadar? Örneklerle açıklar mısınız? Mesela 100x100mm
taban ölçülerinde ve 50mm yüksekliğinde, soğutma kanallı bir
kalıp ne kadar zamanda inşa edilebiliyor?
Malzemeden
malzemeye uretim hizi degisiyor. Ayrica bu parcanin sekline
de bagli. Genel olarak kalip celigimizin uretim hizi yaklasik
3 cm³/h civarinda. Tabi kaliplarin sogutma kanalina kadar
olan kismini frezeleyip gerisini bu yontemle yapip (bunu da
patentle koruduk) daha hizli uretebilmek de mumkun. Bu boyut
olarak buyukce bir parca olur, tamamini alirsak 500cm³, ama
bunun tahminen yarisi kadari hacimdir. Biz tamami hacim desek
ve yaklasik bir hesap yapsak bile 170 saat civarina gelir.
Parca tam 7 gunde biter ve bu sure icinde makinenin basinda
durmaniz gerekmez. makineyi baslatir bir hafta sonra gelir
alirsiniz, haftasonu, tatil gunu farketmez. Ayrica paslamaz
celigimiz (yaklasik 4 cm³/h) ve hizli celik(>5cm³/h) adini
verdigimiz alsimlarimizin hizi bunun da ustunde.
İnşa
sonrasında içeride kalan sinterlenmemiş metal tozları nasıl
dışarı çıkartılabiliyor? Zor olmuyor mu?
Bazı
kalıplarda zorluk çekiyorduk, ama bunlar için de yöntemler
geliştirdik. Artık pek problem yaşamıyoruz.
|


