|
Selim Koca
Kalıpçılık Öğretmenliği Böl.
Gazi Üniv. Teknik Eğ. Fak. Makine A.B.D.
Nisan 2007, Ankara
Not: Bu makale, ilk defa
Nisan 2008'de TurkCADCAM.net Portalı'nda yayınlanmaya başlamıştır.
Özet:
Ürün satın alma sürecinde müşterilerin tercihlerinde etkili olan tasarım özelliklerinin büyük bir bölümü ergonomi bilimi ile ilgili olup, ergonomik faktörler ürünlerin dayanımında, ağırlığında, üretilebilirliğinde ve kullanışlılığında kritik bir öneme sahiptir. Kısaca ürünlerin dayanım, ağırlık, üretilebilirlik (kalıplanabilirlik, imal edilebilirlik, şekillendirilebilirlik vb.), estetik, ergonomi, kullanışlılık faktörlerinin hepsi tasarım kriterleri içerisinde yer almaktadır.
Yeni ürün tasarımı ve imalatı açısından rekabetin içerisinde olabilmek için, gelişen teknoloji göz önünde bulundurularak, değişen kullanım yerlerine uygun, daha hızlı, daha kaliteli ve daha ucuz maliyetli parçalar üretme zorunluluğu bulunmaktadır. Bu makalede, bir TV uzaktan kumanda tasarımını etkileyen prensipler elektronik elemanlar göz önünde bulundurulmaksızın tasarım kriterleri çerçevesinde CAD/CAM/CAE ortamında iki farklı ürün üzerinde tartışılmaktadır.

Giriş:
Uzaktan kumanda üzerindeki analiz ve sentezleri anlatmadan önce uzaktan kumandadan biraz bahsetmek gerekir. Uzaktan kumandayı basitçe anlatmak gerekirse, kullanıcının kontrol bilgilerini herhangi bir iletim yoluyla kumanda yüzeylerine uygulayan sistemdir.
İlk televizyon uzaktan kumandası 1950'lerin ilk yarısında Zenith Radyo Şirketi tarafından geliştirildi. Bu uzaktan kumanda (diğer adıyla "Tembel Kemikler - Lazy Bones") televizyona bir kablo ile bağlanmıştı;
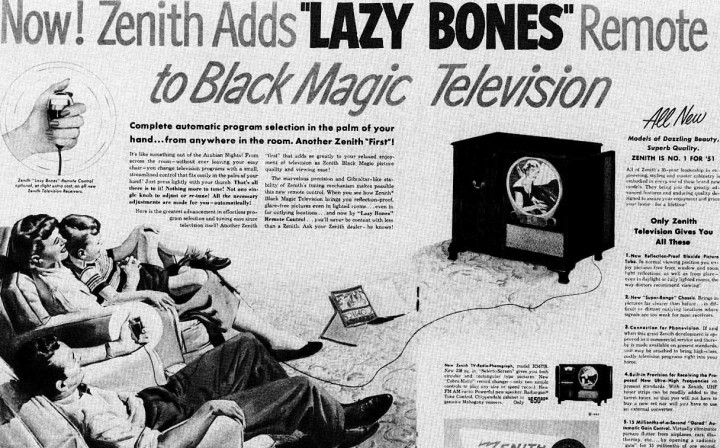
1950 yılına ait kablolu, uzaktan TV kumandasına ait bir reklam; Zenith Lazy Bones (Tembel Kemikler)
Bu ağır uzaktan kumandayı daha kullanışlı hale getirmek için 1955 yılında "Flash-Matic" isimli, kablosuz uzaktan kumanda modeli geliştirildi;

1955 yılına ait bir reklam; Zenith / Flash-Matic
(Özel bir pilli fener, ekranın 4 köşesindeki optik alıcılardan istenilen birine doğrultularak TV kumanda ediliyordu)
1956 yılında Robert Adler, "Zenith Uzay Kumandası - Zenith Space Command" adıyla kablosuz bir uzaktan kumanda geliştirdi. Ultrasonik ses dalgalarıyla iletişim tekniğini kullanan, Adler'in geliştirmiş olduğu bu uzaktan kumanda, kullanım şekli açısından günümüzdeki kumandalara benzeyen ilk örnektir. Bu sebeple, kumandanın mucidi geçtiğimiz günlerde hayatını kaybeden ABD'li profesör Robert Adler sayılmaktadır;
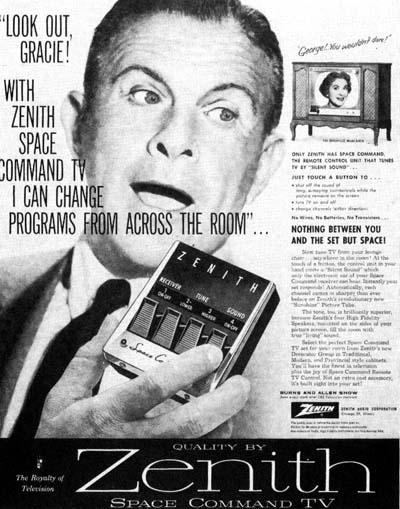
1957 yılına ait ultrasonik uzaktan TV kumandası reklamı
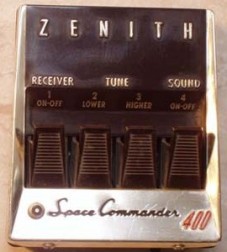 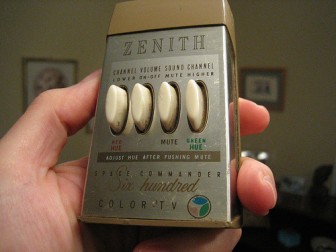
Zenith Space Commander 400 ve 600 modelleri
(www.pushclicktouch.com/2007/03/26/zenith-space-command-unboxing-a-mystery)
Bu modeller, enerji kaynağı için pile gerek duymaması açısından günümüzdeki kumandalardan daha üstündür; TV kumandası için gerekli ultrasonik ses, kumada içindeki, farklı frekanslarda titreşme özelliğine sahip 4 adet alüminyum tüpten istenilen birinin kullanıcı tarafından küçük bir cins çekiçle darbelenmesiyle üretiliyordu.

Robert Adler (1913 - 2007), eski ve yeni TV teknolojilerini bir arada gösterirken.
Televizyon kumandalarında daha fazla özellik arayışı, BBC'nin CeeFax teleteks servisini geliştirmesiyle 1970'lerin sonlarına doğru ortaya çıktı. Çoğu uzaktan kumanda, sınırlı sayıda özellik sunuyordu. Bazen kumandalarda sadece dört tane tuş vardı: sonraki kanal, önceki kanal, ses yükseltme ve ses azaltma. Bu tür kontroller, üç basamaklı sayılarla ifade edilen teleteksin sayfalarının ihtiyacını karşılamıyordu. Bu nedenle BBC mühendisleri, bazı televizyon üreticisi firmalarla görüşerek 1977-78 yıllarında daha çok özellik içeren ilk kablosuz uzaktan kumanda örneklerini geliştirdiler;

BBC / CeeFax teleteks servisinin uzaktan kumanda ile kullanımı (1977-78)
Bilgisayar ve elektronik dünyasındaki büyük gelişmeler sonucu kumandaların içindeki elektronik devreler küçülmekle beraber bu aynı zamanda CNC tezgahlarının imalat sanayine katılması ve CAD/CAM/CAE sistemleriyle entegre çalışması sonucu kumandaların ergonomisinde de gözle görülen bir değişikliğe sebep oldu.
|
|
Resim 1: 1990'ların başlarında kullanılan farklı model televizyon kumandaları |
Resim 2: 2000'lerin başında kullanılan televizyon kumandası. |
1. Boyut:

Resim 3: Kullanımda olan bir TV kumandası Resim

Resim 4: Yeni tasarlanan TV kumandası

Resim 5: Kullanımda olan kumandanın alttan görünümü
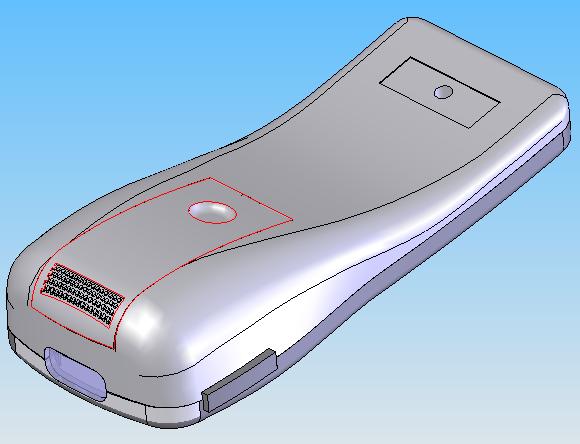
Resim 6: Yeni tasarlanan kumandanın alttan görünümü
Öncelikli olarak kumandaların malzemesi aynı malzeme olmakla beraber PP Copolymer dir ve tasarım aşamasında kullanılmıştır. Özellikle plastik enjeksiyon kalıplarında ucuz ve kolay kalıplanabilir olması sebebiyle sıkça kullanılan bir malzeme türüdür. Resim 3 ve 5 de görülen siyah renkli kumandanın boyu; kumanda fonksiyon tuşlarının bitiminden itibaren karşılıklı olarak 30 mm daha uzun olmakla beraber toplam 198 mm dir. Resim 4 ve 6 da görülen açık renkli kumandanın boyu ise fonksiyon tuşlarının bitiminden itibaren 10 mm uzundur ve toplamda 146 mm lik boya sahiptir. Buradan da anlaşıldığı üzere gereksiz yer israfından kaçınılmış ve böylece toplamda 52 mm lik bir yer kazancı sağlanarak yeni tasarlanan kumandanın boyu 146 mm ye düşürülmüştür.
|



