|
2. Ağırlık:
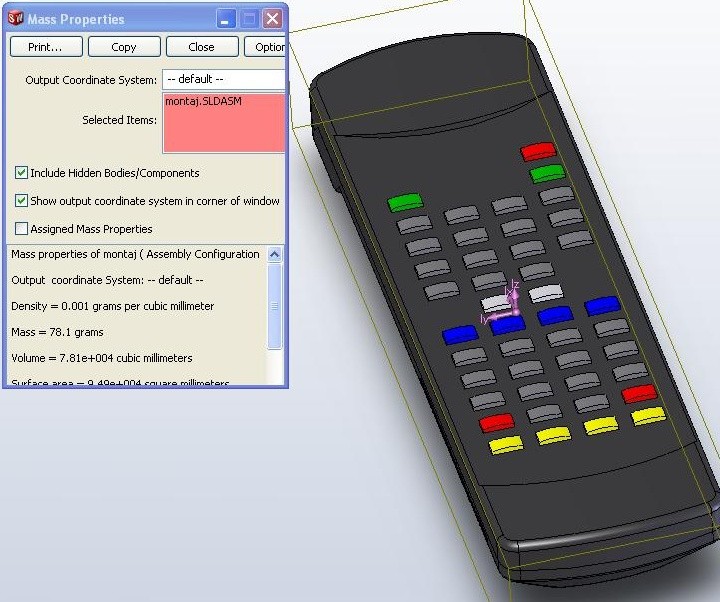
Resim 7: Ağırlık hesaplaması
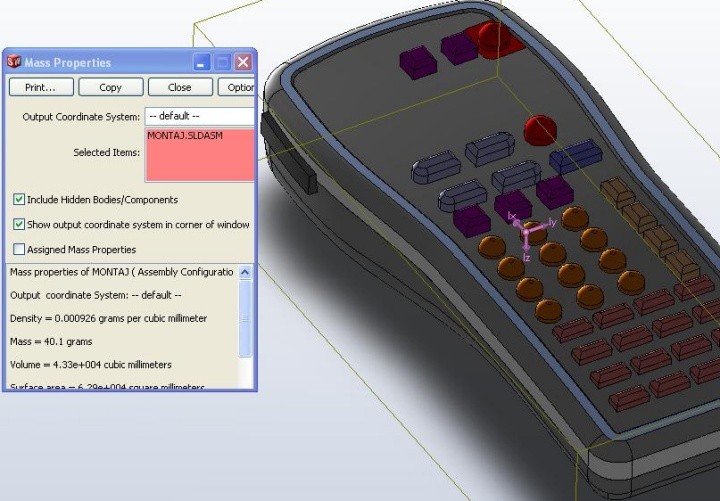
Resim 8: Ağırlık hesaplaması (ıı)
Siyah renkli Resim 7 de görünen kumandanın elektronik devresi hariç plastik aksamının ağırlığı (PP copolymer malzemenin yoğunluğu = 0.905 gr/cm3 ) 78. 1 gram gelmektedir. Resim 8 de görülen yeni tasarlanan kumandanın ağırlığı ise; boyundaki büyük azalma sonucu hacminin de azalmasıyla 40. 1 grama düşmüştür. Görüldüğü üzere böyle bir üründe 38 gramlık bir malzeme tasarrufu azımsanmayacak kadar çoktur ve plastik hammadde maliyeti neredeyse yarıya düşmüş konumdadır.
3. Montaj edilebilirlik ve kalıplanabilirlik:
Endüstriyel ürünlerin tasarımları kadar firmaya maliyetleri de önemlidir. Maliyeti etkileyen en önemli unsurlardan birincisi ürünlerin aynı ya da farklı kalıplardan çıktıktan sonra mümkün olan en hızlı biçimde montaj edilebilmesidir. Plastik ürünlerde genellikle montaj elemanı olarak cıvata kullanılmaz. Yanlarından girinti ve çıkıntılı (tırnaklı) olarak tasarlanırlar ve buna göre kalıpları yapılır. Ancak burada optimum (en verimli) noktayı bulmak uzmanlık gerektiren bir durumdur. Burada iki farklı durum aşağıda resimlerle açıklanmaya çalışılacaktır.
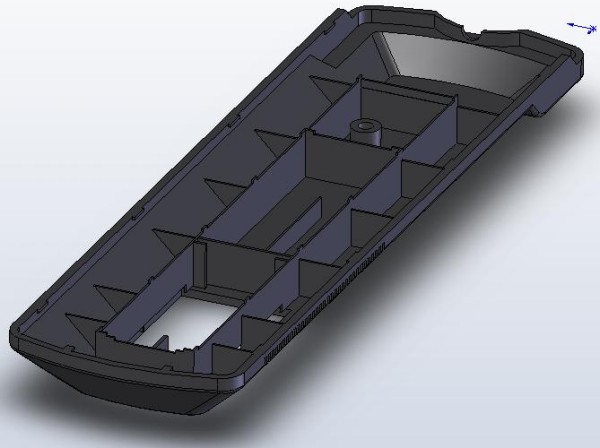
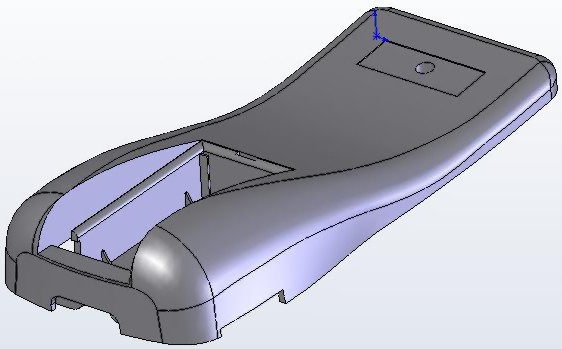
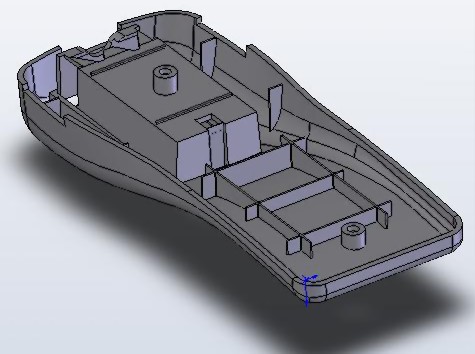
Resim 9: 1 no'lu kumandanın alt kapağı
Resim 10: Kam yeri
Resim 10 da görüldüğü gibi yanda bu girintiyi oluşturabilmenin yolu kamlı bir kalıp yapmak geçmektedir. Kamlı kalıpların maliyeti ise oldukça yüksek olmakla beraber hassas bir işçilik gerektirmektedir. Ayrıca kalıp ebatları da büyümekte böylece kalıpta kullanılacak malzeme sarfiyatı artmakta dolayısıyla kalıp ebatları büyüyünce hassas bir ürün elde edebilmek için SICAK YOLLUK sistemlerinin, MANİFOLD plakalarının kullanılması gerekmektedir. Bütün bu sayılanlar ise kalıp maliyetini büyük ölçüde arttırmakta ve kalıplanan her parça başına maliyet önemli bir ölçüde artmaktadır.
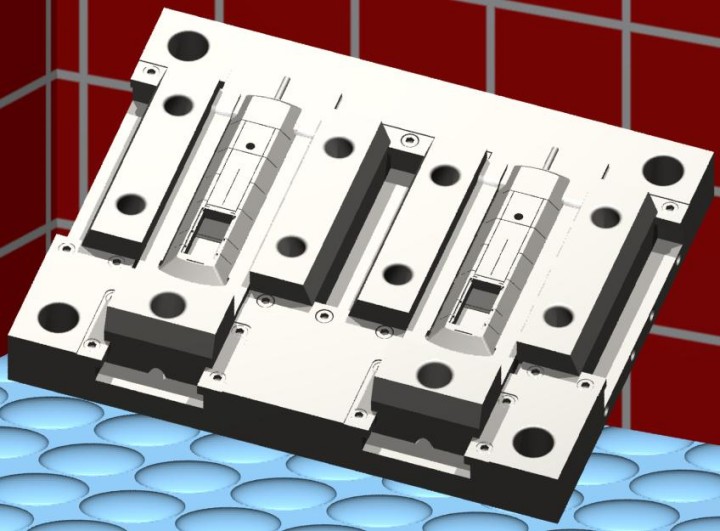
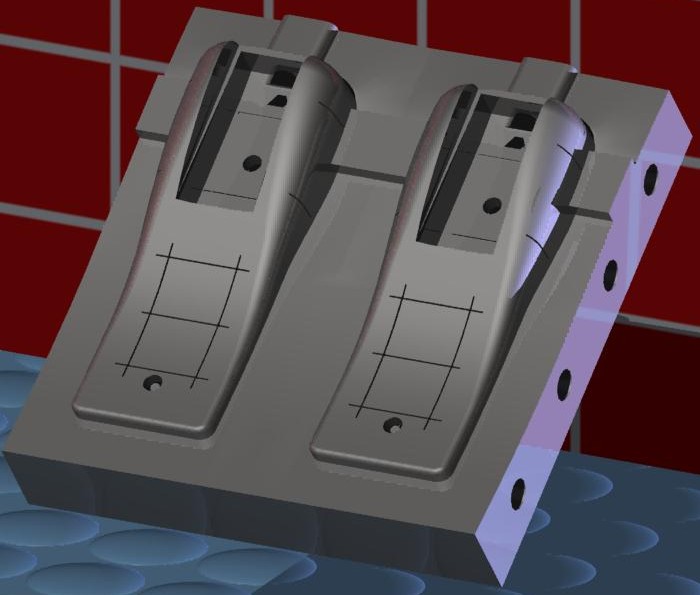
Resim 11: Hareketli grubun render görüntüsü
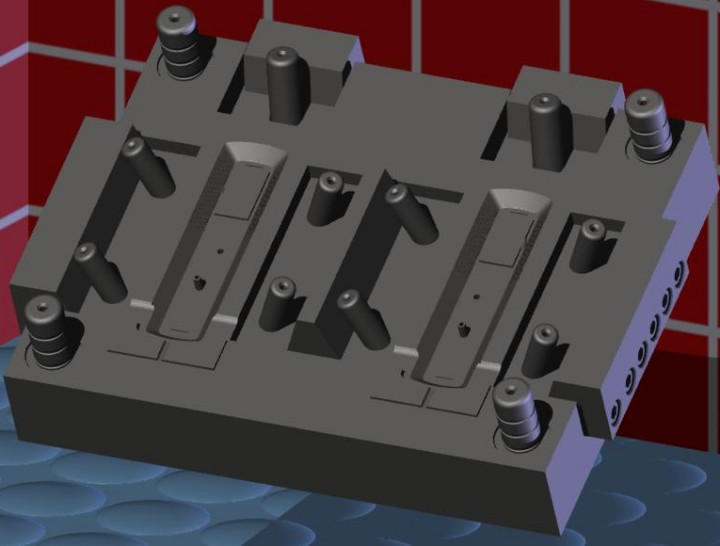
Resim 12: Sabit grup
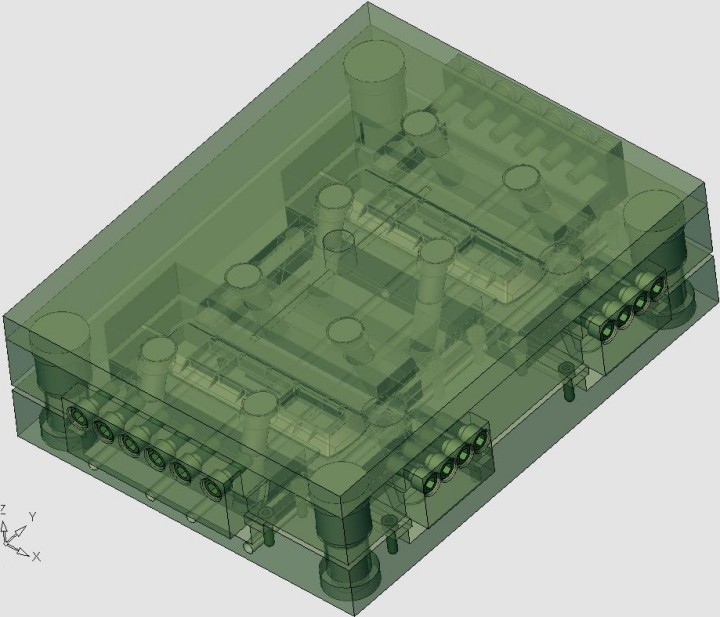
Resim 13: Kalıbın şeffaf görünümü
Resimlerde de görüldüğü üzere siyah renkli uzaktan kumandanın alt kapağının kalıplanabilmesi için bir parçada 3 adet kama (yan maça) ihtiyaç vardır. Kalıp tek gözlü olduğunda ise üretim miktarı yarı yarıya azalacaktır. Resimlerde görüldüğü üzere tasarımı düşünülen kalıp 2 gözlü olduğunda toplamda 6 adet kam ve bunların kilitlemeleri ile kam millerine ihtiyaç duyulmaktadır. Bu ise oldukça masraflı bir işlemdir. Ayrıca sonraki adımlarda yapılacak ısı transfer analizinde de görüleceği üzere kalıp üzerindeki farklı köşelerin sıcaklık farkları diğer kumandanın kalıbına göre daha fazla olacaktır. Bunun sonucunda ısı kaybı fazlalaşacak bu da enerji tüketiminin artmasına neden olacaktır.
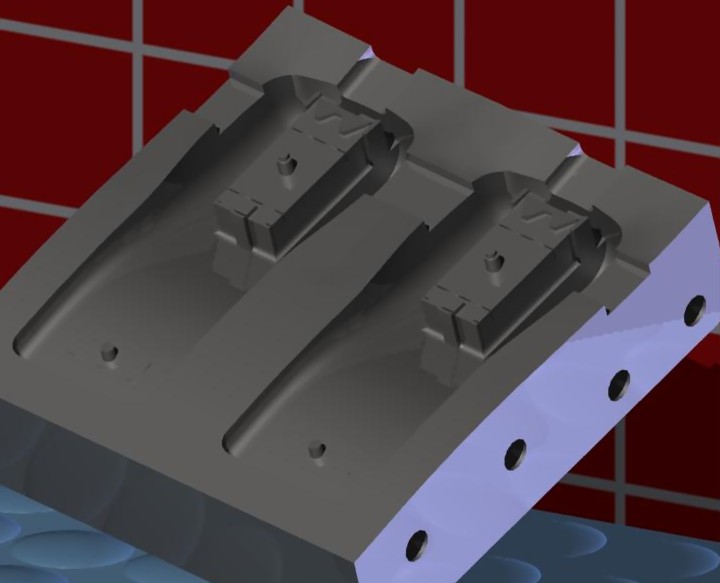
Resim 14: 2 nolu kumandanın alt kapağı
Resim 15: 2 nolu kumandanın alt kapağı (ıı)
Resim14 ve 15 de görüldüğü gibi yeni tasarlanan uzaktan kumandanın alt kapağında birbirine geçmeli tırnaklar yerine iki adet cıvata bağlantısı konulmuştur. Böyle yapılması ile parçanın kalıptan çıktıktan sonra montaj edilebilirliği zorlaşırken kalıp maliyeti ucuzlamaktadır. Ancak göz önünde bulundurulması gereken bir nokta vardır ki bu da bir televizyon kumandasının kapaklarının sık sık sökülüp takılan parçalar olmamasıdır. İçerisine elektronik devreleri yerleştirilip kapatıldıktan sonra bir daha açılmayan ancak arıza durumunda açılan bir parça olmasıdır. Bu sebepten ötürü tırnak geçmeli, büyük ebatlı yandan maçalı bir kalıp yapmak yerine basit, düz bir kalıp tasarlamak daha mantıklı görünmektedir. Ayrıca kalıbın termal analizinde de görüleceği üzere kamsız ve küçük ebatlı kalıbın imalatını seçmek kalıptan çıkarılacak parçalarda daha az çekme ve çarpılma meydana gelmesine neden olacaktır.
Resim 16: 2 nolu kumandanın alt kapak çekirdeği
Resim 17: 2 nolu kumandanın alt kapak çekirdeği (ıı)
4. Talaşlı imalata uygunluk, üretilebilirlik:
Ürün tasarımlarını etkileyen diğer önemli bir husus ise plastik parçalar çekirdeklerine ayrıldıktan sonra en kısa zamanda çekirdeklerin ve kalıp gövdelerinin talaşlı imalatının gerçekleşebilmesi ve en düşük takım maliyeti ile işlenebilmesidir. Her iki kalıbın gövde malzemeleri olarak Ç1050, çekirdek malzemeleri olarak ise alaşımlı çeliklerden plastik kalıpları için en uygun olan malzemelerden biri olan DIN 1.2738 malzemesi seçilmiştir. Öncelikli olarak gövdelerin imal edilebilirliği sorgulanmıştır.
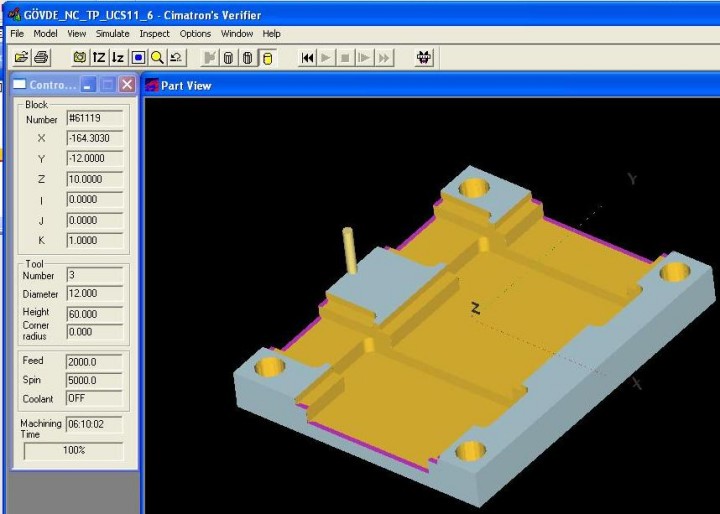
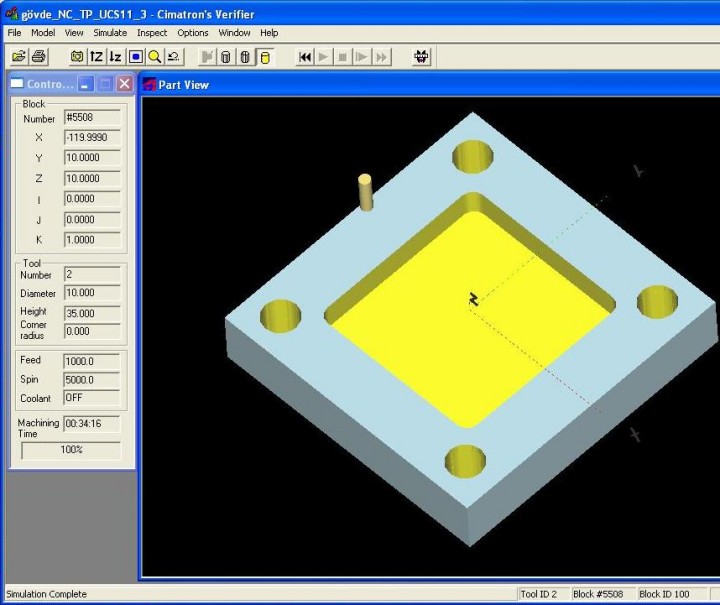
Resim 18: 1 nolu kumanda gövde CAM görüntüsü
İlk kumandanın gövde ebatları 440 x 350 x 50 mm dir. Parçanın ön frezeleme (gönye ve ölçüye getirme) ve taşlama (alt ve üst yüzeylerin paralelliği) işleminden sonraki ağırlığı yaklaşık 61 kg iken 32 kg lık bir talaş kaldırma işlemi sonunda parçanın ağırlığı yaklaşık olarak 29 kg a düşmüştür. Burç yerleri içinse 2.5 Axes cam prosedürü uygulanmış öncesinde 35 mm çapındaki burç delikleri için puntalama işlemi ve ardından 20 mm lik matkapla delik delme işlemi gerçekleştirilmiştir. Uygun devir, ilerleme, talaş derinliği sonucunda simülasyonda görülen tahmini işleme zamanı 6 saat 10 dakikadır.
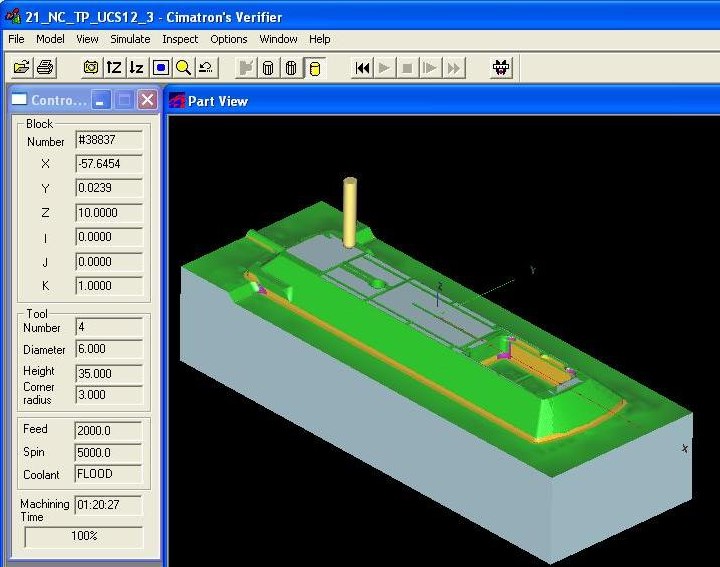
Resim 19: 2 nolu kumanda gövde CAM görüntüsü
Tasarlanan yeni kumanda kam tertibatı içermediği için gövde ebatları da büyük ölçüde ufalmıştır. Tasarlanan yeni kumandanın gövde ebatları 260 x 265 x 50 mm dir ve konvansiyonel tezgahlardaki ön işlemlerden sonra ağırlığı yaklaşık 27 kg gelmektedir. Talaşlı imalattan çıktıktan sonraki ağırlığı ise yaklaşık olarak 19 kg dır. Görüldüğü gibi ilk gövdeden 32 kg lık talaş kaldırma işlemi gerçekleşirken diğerinden 8 kg lık bir talaş kaldırma işlemi gerçekleşmektedir. Tam olarak talaşlı imalat zamanında da %75 lik bir azalma mevcuttur. Parçanın işleme zamanı ise kaldırılan talaş miktarına göre daha büyük bir oranda azalmış ve yaklaşık 35 dakikaya düşmüştür. Çekirdeklerden yalnızca biri (alt kapak) incelemeye alınmıştır sonuçlar aşağıda görüldüğü gibidir.
Resim 20: Alt kapak erkek CAM görüntüsü
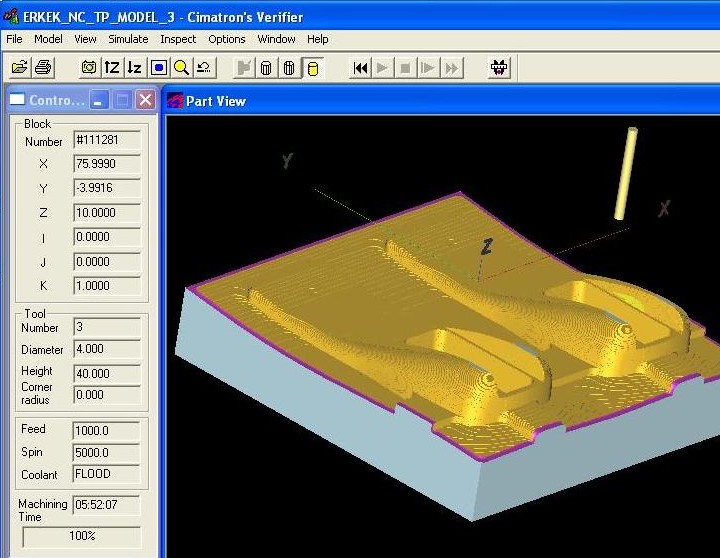
Resim 21: Alt kapak erkek CAM görüntüsü (ıı)
Çekirdekler bakımından kıyaslandığında ise alt kapağında spline eğrisi içermeyen düz profilli çekirdeği işlemek zaman bakımından büyük tasarruf sağlamaktadır. Parçaların simülasyon üzerindeki teorik işleme zamanları arasında sağ taraftaki çekirdeğin işlenmesi 4 saat daha fazla sürmektedir. Dalma erezyon tezgahı ile federlerin dalınması işlemi hesaba katılmamıştır.
Talaşlı imalat ve malzeme tüketimi bakımından bir kıyaslama yapmak hangi kalıbın tercih edilmesi gerektiğini dolayısıyla hangi kumandanın daha uygun olacağını bizlere gösterecektir. Son kısımda bir tablo ile bunu tartışacağız.
|
