|
5. Estetik, ergonomi, kullanışlılık, yenilik:
Geçmiş yıllarda ürünlerin sadece ihtiyaçları karşılayıp karşılamadığına bakılırken günümüzde ürünlerin fonksiyon ve görevlerinin dışında göze hoş ve cazip görünmesi de ürün satın almada oldukça etkilidir. Bu sebeple kumandaları kıyaslayacak olursak;

Resim 22: 1 no'lu kumanda
Resim 23: 2 no'lu kumanda
Resim 22'de görülen kumandanın genellikle düz hatlara ve ele oturmayan bir geometriye sahip olduğu görülür. Resim 23'de ki kumanda ise düzlem bir yüzeye konulduğunda alt tarafında kalan boşluktan parmak geçecek şekilde tasarlanmıştır. Ayrıca yuvarlak yüzeyler gelen darbeleri olası bir düşme durumunda absorbe etme eğilimindedir. Bütün bunların dışında avuca sığacak ebatlarda tasarlanmış ve radyüs ölçüleri ile eğrilik yarıçapı insan elinin ortopedisine göre hazırlanmıştır. Sol tarafta görülen kumanda insan eline oturmadığından elden kayıp düşmesini engellemek için alt kısmına doğru 1 mm genişliğinde 70 mm boyunca kanallar açılmış ve sürtünme alanının artması sağlanmaya çalışılmıştır. Bu ise önemli bir işçiliği beraberinde getirmektedir. (Dalma erozyon tezgahında dalınması, bakır elektrot hazırlanması vb.) Diğer kumandanın tasarımında ise böyle bir yola gidilmemiştir. Çünkü geometrik olarak elin şeklini alan bu kumandanın elden düşürülme ihtimali azaltılmıştır.
Oldukça önemli bir husus ise son zamanlarda yeni nesil cep telefonlarında kullanılan yan fonksiyon tuşlarıdır. Bir benzeri, ergonomik olan kumanda üzerine aşağıda görüldüğü gibi uygulanmıştır.
|
|
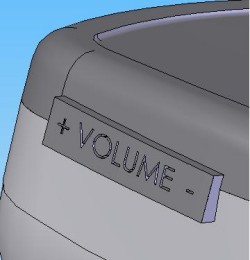
Resim 24: Yeni fonksiyon tuşları |
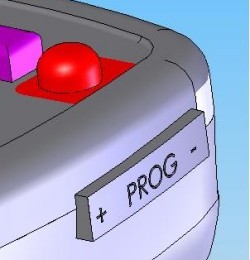
Resim 25: Yeni fonksiyon tuşları (ıı) |
Bir televizyon kumandasında en sık kullanılan tuşların PROGRAM ve SES tuşları olduğundan hareketle kumandanın sağ ve sol yanına iki adet tuş eklenmiştir. Bu tuşlardan sol taraftaki ses sağ taraftaki ise program tuşudur. Ayrıca ana gövde üzerinde yine bu tuşlar bulunmaktadır.
6. Termal analiz ve sıcaklık değişimleri:
Sac kalıplarında kesme boşluğu, bükme esnasında oluşan geri esneme ve bükme radyüsleri ile çekme radyüsleri ve derinlikleri ne kadar önemli ise hacim kalıplarının tamamında ise termal genleşmeler ve ısı transferleri de aynı ölçüde bir önem arz etmektedir. Plastik kalıplarında kullanılan malzemelerin ısıl dirençlerinin yüksek olması ve sıcaklık altında kolay şekil değiştirmeleri istenmez, kararlı bir yapıya sahip olmaları istenir. Plastik ürünlerin mümkün olan en az sıcaklık farkları ile basılmaları arzu edilen bir durumdur. Aksi halinde kalıp sıcaklık altında şekil değiştirecek ve kalıpta birbiri ile çalışan parçalar birbirleri ile düzenli bir şekilde çalışmayacak bunun sonucunda kalıptan çıkan ürünlerin ölçüsü verilen tolerans değerleri içerisinde olmayacaktır. Resim 26 ve 27 de uzaktan kumandaların gövde ve çekirdeklerinin termal analizleri görülmektedir.
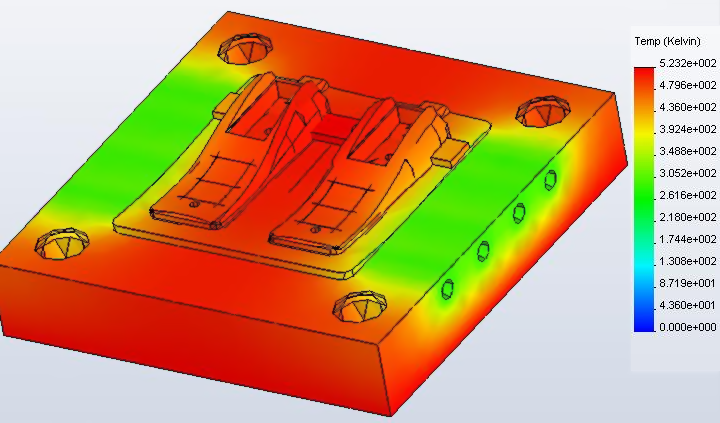
Resim 26: 1 no'lu kumanda termal analiz
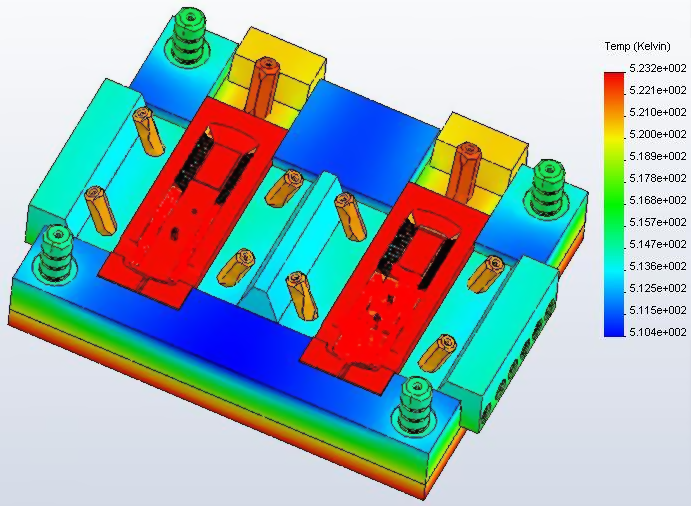
Resim 27: 2 nolu kumanda termal analiz
PP copolymer malzeme kalıplanırken kalıp sıcaklığının 20-70 °C, akışkan sıcaklığının ise 220-280 °C arasında olması istenir. Analiz işlemlerinde kalıp sıcaklığı 50 °C, akışkan sıcaklığı 250 °C ve soğutma suyu sıcaklığı 18 °C alınmıştır. Bu durumda Resim 26 da görülen kalıp çekirdeği ve gövde arasında büyük bir sıcaklık farkı oluşmuştur. Çekirdek sıcaklığı hemen hemen kararlılık göstermekle beraber 240 °C civarında sabit kalabilirken kolon yerlerinde, kilitlemelerde ve kam millerinin olduğu yerlerde bu sıcaklıklar değişken değerler göstermekle beraber 190 °C'ye kadar düşmüştür. Resim 27 deki kalıp çekirdeğinde ve gövdesinde tam tersi bir durum oluşmuştur.
Çekirdek bölgesinde sıcaklık değeri 225 ila 235 °C arasındayken gövde sıcaklığı da bu değerlerdedir. Burç eksenlerinin kalıp boşluğuna yakın olduğu anlaşılmaktadır. Burç eksen yerleri biraz daha dışa doğru çekilebilir. Bu sayede burçların soğuk kalması sağlanabilir. Aksi takdirde ısınmadan ötürü oluşacak genleşme ile burç delikleri genişleyecek ve kalıbın hareketli ve sabit grupları arasında hassas bir merkezleme sağlanamayacaktır.. Ayrıca ısınmadan ötürü malzeme özelliklerini kaybederek kalıbın kapanması durumunda burç ve kolonların bir birini sarma tehlikesi ortaya çıkabilir.
Tartışma ve sonuç:
| |
Kullanımda olan kumanda |
Yeni tasarlanan kumanda |
| Plastik ürün boyutu |
- |
+ |
| Kalıp boyutu |
- |
+ |
| Plastik malzeme ağırlığı |
- |
+ |
| Kalıp malzemesi ağırlığı |
- |
+ |
| Montaj edilebilirlik |
+ |
- |
| Kalıplanabilirlik |
- |
+ |
| Talaşlı imalata uygunluk |
+ |
+ |
| İmalat süresi |
- |
+ |
| Ergonomi, kullanışlılık, yenilik |
- |
+ |
| Termal analiz |
- |
+ |
Tablo 1: Kıyaslama tablosu
Her yeni ürünün başarısının asıl test edileceği yer piyasadır. Ürün yaygın olarak üretilmeye başlanmadan önce pazarda test edilmeli ve gerekirse değişiklikler yapılmak üzere sürecin ilk aşamalarına geri dönülmelidir.
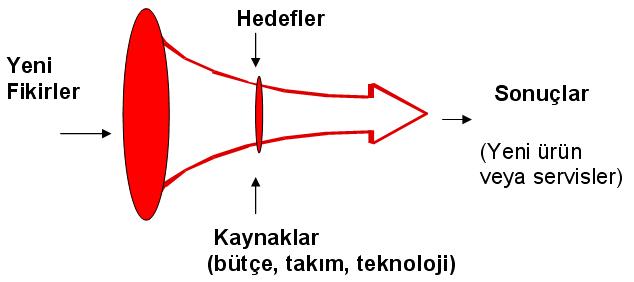
Şekil 1: İnovasyon hunisi [1]
Yeni ürün geliştirme süreci bir huni gibi görülebilir: Sayısız yeni fikirle başlayan süreçte, bu fikirlerin hedefler ve eldeki kaynaklar doğrultusunda elimine edilmesiyle odak noktası giderek daraltılır ve sonuçta pazara sunulan bir yeni ürün (veya servis) ortaya çıkar. Şekilde görülmekte olan inovasyon hunisi her zaman göz önünde bulundurulmalıdır.
Tasarım kriterleri bir ürünün tasarımını önemli bir ölçüde etkilemektedir. Ergonomik olarak mükemmele yakın bir ürün tasarlanabilir ancak talaşlı imalata ya da kalıplanabilirliğe uygun değil ise hayata aktarılamayacaktır. Ya da kalıplanabilirliğe uygun olduğunda eldeki teknoloji yeterli değilse örneğin bir 5 eksen CNC freze ya da kalıbın ebadına göre bir pres makinesi yoksa yine tasarım hayata geçemeyecektir. Unutulmamalıdır ki günümüz teknoloji çağıdır ve sadece kaliteli parça imal etmek yeterli değildir. Kaliteli, hızlı, ergonomik ve güvenilir parçaları minimum maliyetlerle piyasaya süren firmalar faaliyetlerini sürdürmeye devam edebileceklerdir.
Kaynaklar:
1. Dr. Evrim Didem Güneş, İnovasyon yönetimi; Yeni ürün geliştirme süreçlerine giriş, 2006
www.TurkCADCAM.net/rapor/inovasyon-urge
2. Sami Ergüney, Çetin Karataş, Süleyman Sarıtaş, Ticari plastiklerin kalıpta akış boylarının incelenmesi, 2005
3. SECO Takım seçim katalogu, 2005
4. Doç Dr. Fethi Halıcı, Uzm. Mehmet Gündüz, Örneklerle ısı geçişi, 2001
5. Ahmet Barış Kuldaşlı, Plastik enjeksiyon simülasyonu, TurkCADCAM.net Dergisi, Ocak-Şubat 2006
6. Prof Dr. Yusuf Şahin, Talaş Kaldırma prensipleri 1. cilt, 2003
Uzaktan kumandanın tarihçesi:
|