|
|
|
| Ana
Sayfa | Önceki
Sayfa | Sonraki Sayfa |
Otoinşa
Teknolojileri > Tabaka
Yığma > Kes + Yapıştır:
 Not: Şemadaki başlıkları tıklayarak, direkt açıklama sayfalarını görebilirsiniz.
Not: Şemadaki başlıkları tıklayarak, direkt açıklama sayfalarını görebilirsiniz.
Bu teknikte, önce tabakalar
çeperlerinden kesilir ve sonra bir önceki katmana yapıştırılır.
Kes + Yapıştır tekniği, mimari maketlerin zemininde bulunan
topografik (dağ, tepe gibi yeryüzü şekilleri) modellerin
tabakalar halinde kesilip birbiri üstüne yapıştırılarak
yapılmasına çok benzelik gösterir.
Bu yöntemin diğer tabaka
yığma yönteminden avantajı, destek malzemesi olarak ayrı
bir tabaka malzemesinin kullanılmasına imkan vermesidir.
Bu sayede desteklerin sonradan kaldırılması kolay olabilir.
Bu tekniğin dezavantajı ise, kesilen katmanların inşa
halindeki yüzeye hassas bir şekilde konumlandırılarak
yapıştırılabilmesindeki güçlüktür.
Bu tekniği kullanan uygulamaların
çoğunda, otomatik olarak kesilen tabakaların yapıştırılması
manuel olarak gerçekleştirilir:
- CAM-LEM
Inc., (ABD)
- Ennex,
(ABD), Offset Fabbing
- Schroff
Development Corp., (ABD), JP System 5
- Boxford
Ltd., (İngiltere), RapidPRO
- Gilmore
Engineers Pty Ltd., (Avustralya), TruSurf
- Sparx
AB, (İsveç), HotPlot
- CIRTES
(Fransa), Stratoconception
- Custom
Motion Inc. (ABD) customLAM
|
|
CAM-LEM
Ekim 1994 tarihinde ABD Ordusu'ndan aldığı maddi destekle
kurulmuş ve Ar-Ge çalışmalarını Case Western Reserve
University ve diğer bazı üniversite ve araştırma kuruluşlarıyla
ortak yapmıştır. CAM-LEM, "Computer-Aided Manufacturing
of Laminated Engineering Materials" yani "tabaka
halindeki mühendislik malzemelerinin bilgisayar destekli
imalatı" anlamına gelmektedir. Case Western Reserve
Üniv.'sinden Dr. Arthur H. Heuer, Dr. James D. Cawley
ve Dr. Wyatt S. Newman CAM-LEM prosesini tasarlamış
ve patent için başvurmuşlardır. Aynı kişiler CAM-LEM
firmasının kurucu ve yöneticileridir. CAM-LEM, geliştirtiği
otoinşa cihazını kullanarak Şubat 2000'den itibaren
seramik ve metal parça imalat hizmetleri vermeye başlamıştır.
 CL-100 modeli otoinşa cihazı 150x150x150mm inşa
hacmine sahiptir. CL-100 makinesi tek bir otomatik inşa
çevriminde 5 farklı tip (kimyasal özellik veya kalınlık
olarak) malzemeyi kullanabilir. Destek yapısı olarak
ise sinterleme sırasında yanarak bünyeden atılabilen
"fugitive" malzemeler kullanılır. Bu sayede
inşa edilen parçalarda iç boşluklar ve kanallar oluşturulabilir.
İnşa sırasında 0.1-0.6 mm veya daha kalın katmanlar
kullanılır. Sinterleme sırasında, malzemeye göre %12-18
arasında değişen çekmeyi kompanse edecek şekilde parçalar
biraz büyük şekilde inşa edilir.
CL-100 modeli otoinşa cihazı 150x150x150mm inşa
hacmine sahiptir. CL-100 makinesi tek bir otomatik inşa
çevriminde 5 farklı tip (kimyasal özellik veya kalınlık
olarak) malzemeyi kullanabilir. Destek yapısı olarak
ise sinterleme sırasında yanarak bünyeden atılabilen
"fugitive" malzemeler kullanılır. Bu sayede
inşa edilen parçalarda iç boşluklar ve kanallar oluşturulabilir.
İnşa sırasında 0.1-0.6 mm veya daha kalın katmanlar
kullanılır. Sinterleme sırasında, malzemeye göre %12-18
arasında değişen çekmeyi kompanse edecek şekilde parçalar
biraz büyük şekilde inşa edilir.
CAM-LEM
Prosesi:
|
|
|
| 1-
Lazer ile, bilgisayar kontrollü olarak seramik veya
metal toz karışımlı ham katmanlar kesilir. |
2-
Kesilen katmanlar vakumlu robotik manipulatörlerle
otomatik olarak üst üste eklenir. Aynı katmanda
birden çok farklı malzeme kullanılabilir. Destek
amacıyla sinterleme sırasında yanabilen uçucu (fugitive)
malzemeler kullanılır.
|
|
|
|
|
| 3-
"Green state" ismi verilen pişmemiş haldeki
ham parçaya sıcak ortamda basınç uygulanarak katmanlar
arası yapışma sağlanır. Buna "lamination"
ismi verilir. |
4-
Parça, sıcaklık kontrollü bir fırında tam yoğunluk
ve monolitik bir yapıya erişinceye kadar sinterlenir.
Bu esnada %12-18 çekme olur. |
5-
Sinterleme sonrası parça %100 yoğunluğa ve yüksek
mukavemete erişir. |
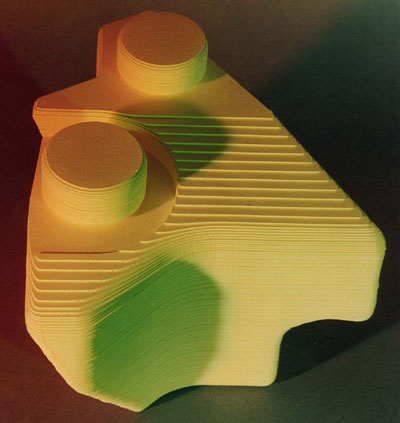
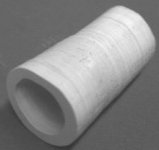
Aşağıda,
CAM-LEM cihazıyla inşa edilmiş bazı seramik parça örnekleri
görülmektedir:
|
|
Automated
Fabrication isimli kitabın yazarı Marshall Burns
tarafından kurulmuş olan Ennex firması, OffsetT Fabbing
ismi verilen yeni bir otoinşa cihazını geliştirme çalışmalarını
sürdürmektedir. Ağustos 1996 tarihinde basın duyurusu
yapılan OffsetT Fabbing konusunda Marshall Burns 5,514,232
ve 5,879,489 numaralı iki ABD patenti de almıştır. "Genie
Studio Fabber" markası altında üretilecek cihazın
piyasadaki benzerlerinden 20 kat daha hızlı çalışması
hedeflenmektedir.
JP5
sisteminin mucidi, University of Utah'dan Prof. Charles
Thomas bu sistemin daha da geliştirilmesi konusunda
Ennex ile çalışmaktadır.
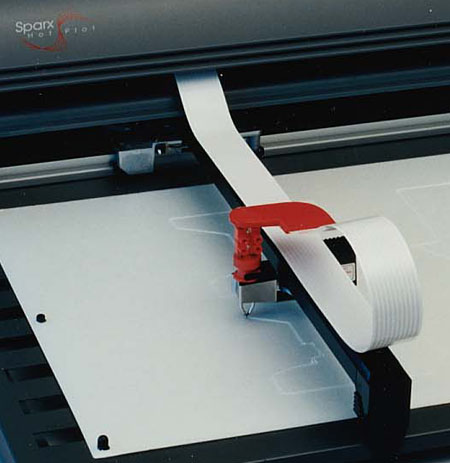
OffsetT Fabbing prosesi:
Bir
bıçak (knife) kullanılarak destekleyici taşıyıcı (carrier)
üzerindeki ince tabaka halindeki inşa malzemesi kesilir.
Kesim sonrasında taşıyıcı şerit inşa edilmekte olan parçanın
üzerine getirilerek kesilen parçalar yüzeye yapıştırılır.
Sonra taşıyıcı şerit kaldırılarak yüzey bir sonraki tabaka
yapıştırılması için hazır hale getirilir.
Aşağıda,
prototip safhasındaki bir cihazla inşa edilmiş iki model
görülmektedir:
|
YARI
OTOMATİK SİSTEMLER:
Yukarıda
gösterilen tam otomatik cihazlara ek olarak aynı temel
prensibi paylaşan fakat kesilen katmanların manuel olarak
birleştirildiği birçok sistem de mevcuttur. Diğerlerine
kıyasla çok düşük maliyetle üretilebildikleri için cazip
olan bu sistemler özellikle eğitim amaçlı olarak üniversitelerde
yaygın uygulama alanı bulmuşlardır: |
 ABD
tabanlı JP Systyem 5 benzeri olan
bu düşük maliyetli sistem de daha ziyade üniversitelerde
eğitim amacıyla kullanılmaktadır. Tek yüzü yapışkanlı
olan kağıtlar özel bir yazılım ve standart bir PC kontrollü
kesici kullanılarak kesilir ve inşa işlemi ise manuel
olarak yapılır. Genellikle bir parça CAD yazılımında alt
parçalara bölünür ve her yaprakta birden fazla parçanın
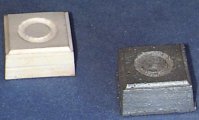
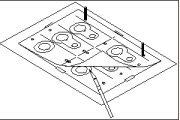
katmanları bir seferde kesilir. Alttaki resimlerde bir
cep telefonu kapak modelinin inşa safhaları görülmektedir. ABD
tabanlı JP Systyem 5 benzeri olan
bu düşük maliyetli sistem de daha ziyade üniversitelerde
eğitim amacıyla kullanılmaktadır. Tek yüzü yapışkanlı
olan kağıtlar özel bir yazılım ve standart bir PC kontrollü
kesici kullanılarak kesilir ve inşa işlemi ise manuel
olarak yapılır. Genellikle bir parça CAD yazılımında alt
parçalara bölünür ve her yaprakta birden fazla parçanın
katmanları bir seferde kesilir. Alttaki resimlerde bir
cep telefonu kapak modelinin inşa safhaları görülmektedir.
|
|
|
|
Solda: katmanlardaki
kaymayı önlemek için iki adet pim kullanılmıştır. Ortada:
taşıyıcı yapraktan kesilen inşa katmanlarının yüzeye
yapıştırılması görülmektedir. Sağda: İnşa sonrası parça
yüzey kalitesini arttırmak için zımparalanabilir.
Aynı sistemle
imal edilmiş prototip kalıplar vakum form işlemine ve
düşük basınçlı plastik enjeksiyona da dayanabilirler.
|
|
Avustralya'da Raymond Hope isimli bir öğrencinin doktora
tez çalışması olarak başlayan bu proje daha sonra Gilmore
Engineers Pty Ltd., tarafından ticari hale
getirilmiştir. Sistemin satışı yerine model üretim servisi
verilmektedir. Bu teknikte 10mm veya daha kalın tabakalar
halinde gelen köpük malzeme çeperlerinden kesilerek
manuel olarak yapıştırılır. Sistem özellikle büyük boylu
modelleri düşük maliyetle inşa etmeye müsaittir. İnaşa
sırasında kullanılan katmanlar çok kalın olduğu için
yüzeylerde merdiven etkisini kaldırmak amacıyla çeperler
eğimli olarak kesilir. Aynı zamanda geometriye bağlı
olarak tek bir inşa sırasında farklı kalınlıklarda tabakalar
kullanılabilir. Yüzey eğimlerinin hızla değiştiği bölgelerde
ince, yavaş değiştiği bölgelerde ise kalın tabaka kullanılarak
inşa hızı ve kalitesi arttırılır. Polisitren (polystyrene)
köpük tabakaların kesimi için 5 eksenli bir su jeti
kesicisi kullanılır. Yüzey eğiminin kolay hesaplanabilmesi
için, birçok sistemde kullanılan STL formatının yerine
NURBS (Non-Uniform Rational B-Spline) formatında 3D
yüzey CAD modelleri hesaplamada kullanılır.
CAD yüzeyine ve uygulanan stratejiye bağlı olarak katmanların
4 farklı metodla kesilebileceğini gösteren bir çizim
yukarıda gösterilmiştri. Bu konuda detaylı bilgi ve
hesaplamayla ilgili gerekli formüllere aşağıdaki makalelerden
erişilebilir. Bu makalelerin üçünün online versiyonları
da mevcuttur:
- Hope,
R.L., Roth, R.N., Riek, A.T. "Rapid Generation
of Large Objects", Proc. First Asia/ Pacific
Conference on Rapid Product Development, QMI, Brisbane,
1995.
- Hope,
R.L., Roth, R.N., Riek, A.T. "Layer
Building With Sloping Edges For Rapid Prototyping
Of Large Objects", Proc. 5th European Conference
on Rapid Prototyping and Manufacturing, Helsinki,
Finland. 4-6 June 1996.
- Hope,
R.L., Jacobs, P.A, Roth, R.N. (1997) "Rapid
prototyping with sloping surfaces", Rapid
Prototyping Journal, vol 3, no.1. pp 12-19. (Rapid
Prototyping Journal tarafından 1997'nin en iyi makalesi
seçilmiştir)
- Hope,
R.L., Roth, R.N., Jacobs, P.A (1997) "Adaptive
slicing with sloping layer surfaces", Rapid
Prototyping Journal, vol 3, no.3. pp 89-98.
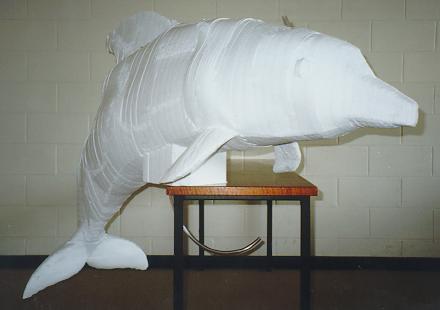
Solda
görülen 1692 mm x 660 mm x 1274 mm boyutlarındaki yunus
modeli 10, 20, ve 30 mm kalınlığında 142 adet polisitren
köpük tabakalarından inşa edilmiştir. Bu katmanlar 5 eksenli
bir su jetli kesici tarafından 4 saatte Queensland İmalat
Enstitüsü'nde kesilmişlerdir. Manuel montaj ise bir kişinin
3 saatini almıştır. Aynı modelin SLA 500 ile parçalar
halinde üretilip monte edilmesinin 10 gün alacağı hesaplanmıştır.
Sağda, yüzey işlemleri ve boyama sonrası model
görülmektedir.
|
 |
Sparx AB, (HotPlot) |
|
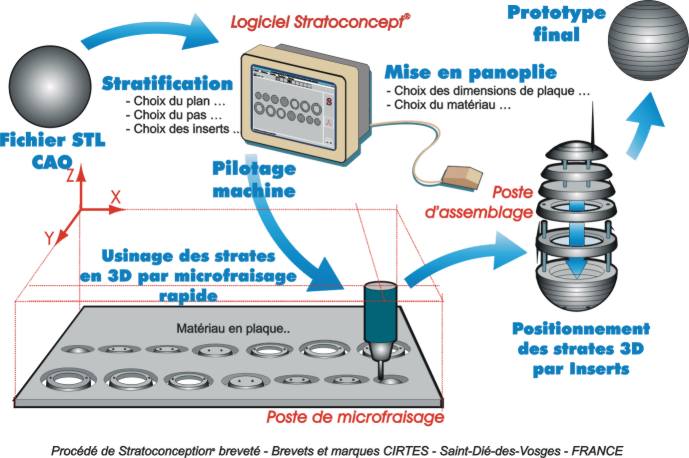
1990'dan
itibaren konuyla ilgili çalışan Claude BARLIER ve ekibi,
1992 yılında Fransa'da kurulan Avrupa Hızlı Prototip
Merkezi CIRTES ile yaptıkları işbirliği ile Stratoconception
sistemini geliştirilmişlerdir. Bu ekip, konuyla ilgili
birçok Fransız ve Avrupa patenti almış ve 1991'den bu
yana birçok makale yayınlamışlardır.
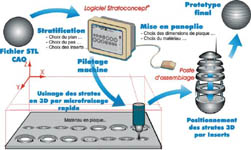 Stratoconception
sistemi, inşa yöntemiyle talaşlı imalatın bir melez
çözümü olan, 3D CAD modelinin kalın katmanlara ayrıldıktan
sonra parçalar halinde işlenip sonrasında birbirlerine
yapıştırılmasıyla imalat prensibine dayanır. Kesim ve
işleme için CNC tezgahlar, lazer veya su jeti kullanılır.
Aynı teknoloji orotopetik protezler imal etmek için
de revize edilmiş ve OrthoStrato Concept® ismiyle kullanılmaktadır:
www.cirtes.fr/orthostrato Stratoconception
sistemi, inşa yöntemiyle talaşlı imalatın bir melez
çözümü olan, 3D CAD modelinin kalın katmanlara ayrıldıktan
sonra parçalar halinde işlenip sonrasında birbirlerine
yapıştırılmasıyla imalat prensibine dayanır. Kesim ve
işleme için CNC tezgahlar, lazer veya su jeti kullanılır.
Aynı teknoloji orotopetik protezler imal etmek için
de revize edilmiş ve OrthoStrato Concept® ismiyle kullanılmaktadır:
www.cirtes.fr/orthostrato
Daha
sonra sistemin ticari hale getirilmesi için CIRTES'in
lisansı ve işbirliği ile Charlyrobot
kurulmuştur. Charlyrobot sistemin eğitim kurumlarına
tanıtımı ve satışıyla da ilgilenmektedir. Bunun haricinde
REALMECA
ve Laser
Technologies firmları da Stratoconception sistemi
için tezgah üretmektedirler.
Bu
teknolojinin endüstriye adaptasyonu, metal malzemeler
ve hızlı kalıp uygulamaları konusunda ise teknoloji
integratörü olarak rp2i
S.A. faaliyet göstermektedir.
| Charlyrobot,
A4 boyutundan (210 x 300 mm) metrelerce boya kadar
(2100 x 3000 mm) işleme alanına sahip cihazlar üretmektedir. |
 |
 |
Aşağıda,
Stratoconception tekniğiyle inşa edilmiş örnek parça
ve kalıplar görülmektedir. İnşa malzemesi olarak ahşap
(kontraplak), köpük, plastik ve metal tabakalar kullanılabilmektedir:
|
 Talaşlı
imalat ile inşa tekniğini birleştirildiği melez çözümlerden
biri olan Custom Motion Firması'nın geliştirdiği customLAM
tekniğinde müşterinin ihtiyaçlarına göre özel işleme merkezi
imal edilmektedir. Her sistemde aynı kontrol bilgisayarı
ve yazılımı bulunmakta ama kullanılacak malzeme ve katmanların
büyüklüğüne göre makine tasarım ve imalatı farklı yapılmaktadır.
Kalın karton, plastik tabakalar, MDF (yüksek yoğunluklu
sunta) lamine ahşap ve benzeri malzemeler kesme ve inşa
işleminde kullanılırlar. İstenirse rulodan beslenen esnek
malzemeler de kullanılabilir. Resimde, bir customLAM
cihazı atölye ortamında görülmektedir. Talaşlı
imalat ile inşa tekniğini birleştirildiği melez çözümlerden
biri olan Custom Motion Firması'nın geliştirdiği customLAM
tekniğinde müşterinin ihtiyaçlarına göre özel işleme merkezi
imal edilmektedir. Her sistemde aynı kontrol bilgisayarı
ve yazılımı bulunmakta ama kullanılacak malzeme ve katmanların
büyüklüğüne göre makine tasarım ve imalatı farklı yapılmaktadır.
Kalın karton, plastik tabakalar, MDF (yüksek yoğunluklu
sunta) lamine ahşap ve benzeri malzemeler kesme ve inşa
işleminde kullanılırlar. İstenirse rulodan beslenen esnek
malzemeler de kullanılabilir. Resimde, bir customLAM
cihazı atölye ortamında görülmektedir. |
| Ana
Sayfa | Önceki
Sayfa | Sonraki Sayfa |
|
|







 Soldan
sağa 3. sırada duran model 23 yapraktan kesilen
370 katmandan oluşmuş ve 3 saatte inşa edilmiştir.
Bu model 6 parça halinde inşa edilmiş ve sonra manuel
olarak birbirlerine yapıştırılmıştır.
Soldan
sağa 3. sırada duran model 23 yapraktan kesilen
370 katmandan oluşmuş ve 3 saatte inşa edilmiştir.
Bu model 6 parça halinde inşa edilmiş ve sonra manuel
olarak birbirlerine yapıştırılmıştır.