|
|
|
| Ana
Sayfa | Önceki Sayfa
| Sonraki Sayfa |
Uygulama Sahaları
> Mühendislik > Hızlı Kalıp İmalatı:
Yeni ürün geliştirme kapsamında
hızlı kalıp imalatı sayesinde, olabilecek tasarım hataları
kısa zamanda teşhis edilerek ürün en kısa sürede piyasaya
çıkarılabilir. Plastik enjeksiyon ve diğer kalıplar rekor
zamanda ve hatasız üretilebilir. Otoinşa teknolojilerinin
hızlı kalıp imalatı amacıyla kullanılması üç madde altında
incelenebilir:
1- Direkt
metal kalıp inşası
2- Direkt
kalıp inşası (metal harici malzemeler)
3- Dolaylı
metal kalıp imalatı |
|
1-
Direkt metal kalıp inşası:
Bu, otoinşa teknolojisinin
en çok ilgi çeken ve gelecek vadeden uygulamalarından
birisidir. Direkt metal malzeme kullanabilen ve çoğu
hızlı kalıp imalat sektörünü de hedeflemiş olan otoinşa
cihaz ve teknolojileri, firma ismi alfabetik sırasına
göre aşağıdaki tabloda sunulmuştur.
|
Firma, Kuruluş
|
Proses, Marka
/ Model
|
Ana Teknoloji
> Alt Teknoloji
|
Ülke
|
| 3D
Systems Corp. |
SLS Sistemleri |
Toz Bağlama > Isıtarak |
ABD |
| Aeromet |
Lasform |
Harç Yığma > Püskürterek |
ABD |
| Arcam
AB |
EBM |
Toz Bağlama > Isıtarak |
İsveç |
| CAM-LEM,
Inc. |
CL-100 |
Tabaka Yığma >
Kes + Yapıştır |
ABD |
| Concept
Laser GmbH |
LaserCUSING |
Toz Bağlama > Isıtarak |
Almanya |
| EOS
GmbH |
EOSINT |
Toz Bağlama > Isıtarak |
Almanya |
| Extrude
Hone |
ProMetal 3DP |
Toz Bağlama > Yapıştırıcıyla |
ABD |
| H
& R Technology Inc. |
PMD |
Harç Yığma > Püskürterek |
ABD |
| MCP-HEK
GmbH |
MCP-REALIZERSLM |
Toz Bağlama > Isıtarak |
Almanya |
| Optoform
LLC |
DCM |
Işıkla Kür > Tarayarak |
ABD |
| Optomec |
LENS |
Harç Yığma > Püskürterek |
ABD |
| Phenix
Systems |
PHENIX 900 |
Toz Bağlama > Isıtarak |
Fransa |
| POM |
DMD |
Harç Yığma > Püskürterek |
ABD |
| Solidica |
Ultrasonic Consolidation |
Tabaka
Yığma > Yapıştır + Kes |
ABD |
| Speed
Part AB |
IMS |
Toz Bağlama > Isıtarak |
İsveç |
| TRUMPF |
LF
- Laserforming |
Toz
Bağlama > Isıtarak |
Almanya |
| TRUMPF |
DMD |
Harç
Yığma > Püskürterek |
Almanya |
|
|
Aşağıda, direkt metal
inşası ile üretilen kalıp örnekleri bulunmaktadır:
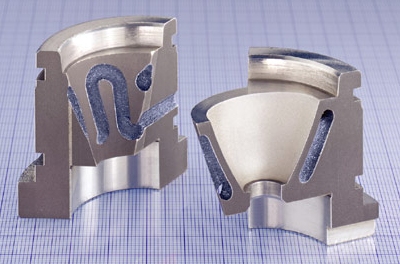
| Aşağıda,
Concept Laser GmbH, LaserCUSING
sistemleriyle üretilmiş kalıp yüzeyiyle uyumlu geometriye
sahip soğutma kanallarıyla (conformal cooling) birlikte
inşa edilmiş kalıp mührelerine (insert) ait iki
örnek görülmektedir. Kanalların görülebilmesi için
inşa sonrasında parçaların kesiti alınmıştır:
|
|
|
|
|
Boyut:
50 x 58 x 96 mm
Malzeme: CL 50 WS
(sıcak iş kalıp çeliği - Hot work tool steel)
Sertlik: 54 HRC
Üretim süresi: 33 saat
|
Boyut:
52 x 40 x 55 mm
Malzeme: CL 50 WS
(sıcak iş kalıp çeliği - Hot work tool steel)
Sertlik: 54 HRC
Üretim süresi: 29 saat
|
|
|
|
TRUMPF
GmbH
/
DMD
505 tezgahında bakır blok üzerinde üretilmiş bir
kalıp
|
Kalıp
onarım-ekleme sonucu bir parça
|
|
|
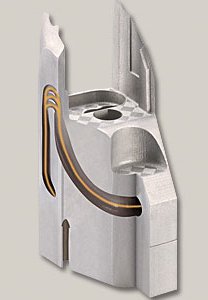
|
TRUMPF
GmbH
/ Laserforming
tezgahında ile soğutma kanallı şekilde inşa edilmiş
kalıplar
|
|

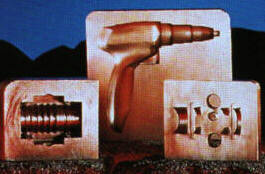
Sağda:
MCP-HEK
GmbH
/ SLM
cihazında metal
tozlarıyla inşa
edilmiş içinde soğutma kanalları bırakılarak inşa
edilmiş metal bir kalıp parçasının 3D CAD resmi,
kendisi ve kesiti alınmış hali görülmektedir.
|
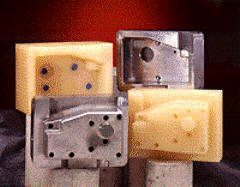
Solda: 3D Systems
SLS Rapid
Tool teknolojisi ile metal tozlarının sinterlenmesiyle
oluşturulan kalıplar.
Sağda: Benzer bir
teknoloji, EOS GmbH / EOSINT
ile yapılmış kalıp mühresi.
|
|
 Extrude
Hone / ProMetal, 14-11-2002 tarihinde yaptığı
bir basın duyurusu ile R10 Sistemi ile ismi açıklanmayan
bir otomotiv üreticisine 740mm x 500mm x 60mm ölçülerinde
bir metal kalıp (lost-foam tool) ürettiğini duyurmuştur.
Metal döküm prosesinde kullanılacak polistren köpük
modellerin enjeksiyonla basılmasında kullanılacak
bu kalıp otoinşa teknolojisi ile tek parça halinde
üretilen en büyük metal kalıp olmuştur. Extrude
Hone / ProMetal, 14-11-2002 tarihinde yaptığı
bir basın duyurusu ile R10 Sistemi ile ismi açıklanmayan
bir otomotiv üreticisine 740mm x 500mm x 60mm ölçülerinde
bir metal kalıp (lost-foam tool) ürettiğini duyurmuştur.
Metal döküm prosesinde kullanılacak polistren köpük
modellerin enjeksiyonla basılmasında kullanılacak
bu kalıp otoinşa teknolojisi ile tek parça halinde
üretilen en büyük metal kalıp olmuştur.
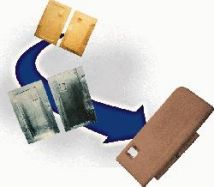
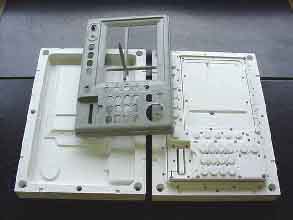
Yukarıda
solda, MIT'nin 3DP
(üç boyutlu yazıcı) yöntemi ile inşa edilmiş plastik
enjeksiyon kalıbı görülmektedir. İnşa sırasında kalıp
içerisinde karmaşık soğutma kanalları da bırakılmıştır.
Sağda, bu kalıp kullanılarak üretilmiş plastik parçalar
görülmektedir. (Bu teknoloji daha sonra PromMetal
tarafından ticari hale getirilmiştir).
|
| Ana
Sayfa | Önceki Sayfa
| Sonraki Sayfa |
|
|









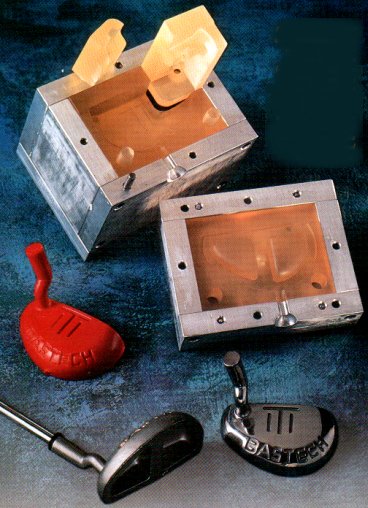

 Sağda:
Kira/ SAHP teknolojisi ile inşa edilmiş kalıp, sert ahşap
özelliğindedir ve kısa ömürlü plastik enjeksiyon kalıbı
olarak kullanılabilir.
Sağda:
Kira/ SAHP teknolojisi ile inşa edilmiş kalıp, sert ahşap
özelliğindedir ve kısa ömürlü plastik enjeksiyon kalıbı
olarak kullanılabilir.
 Sağda:
Formus firmasının küresel partiküllerden oluşmuş ince
kumu katman katman mumun püskürtülmesiyle yapıştırark
imal ettiği bir kalıp. Bu kalıp Harvard Üniversitesi'nde
yürütülen bir proje çerçevesinde imal edilen ve güneş
enerjisiyle çalışacak aerodinamik yapılı bir aracın fiberglas
gövdesinin üretiminde kullanılacaktır. Formus firmasının
otoinşa cihazı ucuz bir hammadde ve basit bir teknoloji
kullandığından özellikle büyük parçaların modellenmesi
için uygundur...
Sağda:
Formus firmasının küresel partiküllerden oluşmuş ince
kumu katman katman mumun püskürtülmesiyle yapıştırark
imal ettiği bir kalıp. Bu kalıp Harvard Üniversitesi'nde
yürütülen bir proje çerçevesinde imal edilen ve güneş
enerjisiyle çalışacak aerodinamik yapılı bir aracın fiberglas
gövdesinin üretiminde kullanılacaktır. Formus firmasının
otoinşa cihazı ucuz bir hammadde ve basit bir teknoloji
kullandığından özellikle büyük parçaların modellenmesi
için uygundur...