|
|
|
| Ana
Sayfa | Önceki Sayfa |
Sonraki Sayfa |
Uygulama Sahaları
> Mühendislik > Hızlı
Prototip İmalatı:
Yeni ürün geliştirme sürecinde
hızlı prototip imalatı sayesinde, olabilecek tasarım hatalarını
kısa zamanda teşhis etme ve ürünü en kısa sürede piyasaya
çıkarabilme mümkün olmaktadır. Prototipler,
tasarım ekibi,
imalat ekibi ve pazarlama ekibi arasındaki irtibatı ve
ortak çalışma verimliliğini de arttırır.
Eğer üretilen modelin malzeme
özellikleri istenildiği gibi değilse, silikon
kalıplama teknikleriyle (RTV silicon molding) daha
sert, esnek veya farklı optik özelliklere sahip malzemelerden
çok sayıda prototip imal edilerek istenilen performansa
ulaşılabilir. Ayrıca, asıl amaç metal bir prototip elde
etmekse, hassas döküm
çok uygun bir teknolojidir. Aslında bu gibi ara dönüştürme
yöntemleri uzun yıllardır biliniyordu ama asıl problem
ilk modelin hızlı ve hatasız biçimde yapılabilmesiydi.
Artık çeşitli otoinşa teknolojileri ile bu problem aşıldığı
için model dönüştürme teknolojileri
(conversion technologies) üzerinde yeni araştırma kapıları
açılmıştır... |
| Fonksiyonel
Prototipler |

|
|
| Bilgisayar yardımıyla
tasarlanmış yeni bir telefonun ekrandaki görüntüsü. |
Soldaki CAD verisine
bağlı olarak SLA ile inşa edilmiş telefon prototipi. |
|
  Solda: DTM firmasının
SLS teknolojisi ile "nylon" tozu kullanılarak üretilmiş
olan bu motorlu testerenin plastik gövdesi direkt olarak
testlerde kullanılabilecek mukavemete sahiptir.
Solda: DTM firmasının
SLS teknolojisi ile "nylon" tozu kullanılarak üretilmiş
olan bu motorlu testerenin plastik gövdesi direkt olarak
testlerde kullanılabilecek mukavemete sahiptir.
Sağda: Stratasys/
FDM teknolojisi ile üretilmiş prototipler. |
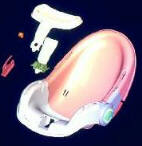   Solda: Bir bebek
sandalyesi tasarımı
Solda: Bir bebek
sandalyesi tasarımı
Ortada: Bu veri
kullanılarak DTM/ SLS teknolojisi ile inşa edilmiş fonksiyonel
prototip.
Sağda: Stratasys/
FDM ile ergonomi testleri için inşa edilmiş bir sandalye,
bir insanın yükünü kaldırabilecek kadar mukavimdir. |
   Solda: Bu seramik
parçalar FDM teknolojisi yardımı ile imal edilmiştir.
Solda: Bu seramik
parçalar FDM teknolojisi yardımı ile imal edilmiştir.
Ortada: Teijin Seiki,
kullandığı özel bir fotopolimer ile esnek modeller üretebilir.
Sağda: DTM/ SLS
ile üretilen bu el aleti gövdesi, normal testlerde kullanılabilecek
mukavemettedir. |
  Solda: Porshe firması
yeni geliştirdiği bir motorun silindir başlıkları soğutma
performansını test etmek için SLA teknolojisi ile bir
prototip imal etmiştir. Prototip şeffaf olduğu için soğutma
sıvısına katılan hava kabarcıkları vasıtasıyla sıvını
akışı başarıyla gözlenebilmiştir.
Solda: Porshe firması
yeni geliştirdiği bir motorun silindir başlıkları soğutma
performansını test etmek için SLA teknolojisi ile bir
prototip imal etmiştir. Prototip şeffaf olduğu için soğutma
sıvısına katılan hava kabarcıkları vasıtasıyla sıvını
akışı başarıyla gözlenebilmiştir.
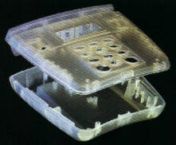
Sağda: 3D Systems/SLA
ile imal edilmiş bir TV gövdesi prototipi. |
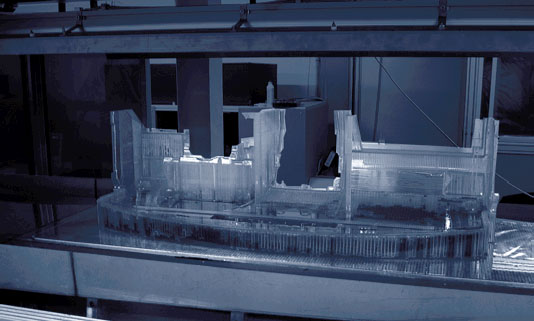
 Sağda
görülen ve Materialise
tarafından 2002 yılında geliştirilen yüksek kapasiteli
Mammoth III modeli stereolitografi cihazı otomotiv sektöründen
gelen ihtiyaçlar doğrultusunda bir torpido veya tamponun
fonksiyonel prototipini tek parça halinde inşa
edebilecek kapasitededir. Sağda
görülen ve Materialise
tarafından 2002 yılında geliştirilen yüksek kapasiteli
Mammoth III modeli stereolitografi cihazı otomotiv sektöründen
gelen ihtiyaçlar doğrultusunda bir torpido veya tamponun
fonksiyonel prototipini tek parça halinde inşa
edebilecek kapasitededir. |
| Optik gerilim analizi
uygulamaları:
Deneysel gerilim ve
mukavemet analizinde etkili bir yöntem olarak mühendislikte
uzun yıllardır kullanılmakta olan optik gerilim analizi
(optical stress analysis veya photoelasticimetry) tekniklerinde
kullanılacak modeller artık uygun (aktif) optik özelliklere
sahip şeffaf fotopolimer reçinelerle hızlı ve kolay
ve ucuz bir şekilde Stereolitografi (SL) cihazlarıyla
direkt olarak imal edilebiliyor:
Fransız uçak motoru
tasarım ve geliştirme grubu Snecma (Societe Nationale
d'Etude et Construction de Moteurs d'Aviation) 1992
yılında fotopolimer reçine üreticisi Ciba-Geigy (yeni
adıyla Vantico) ile SL epoksi reçinelerinin optik gerilim
analizi tekniklerinde uygulanması için işbirliğine başlamışlardır.
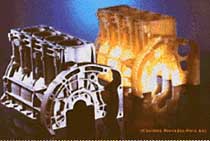
  Soldaki resimde
görülen 70cm çapındaki türbin rotor ve kanat modeli
9 parça halinde 3D Systems SL cihazlarıyla CIBATOOL
SL 5170 reçinesi kullanılarak imal edilmiş ve her parçanın
inşası 30 saat sürmüştür. Parçaları birleştrip test
için hazırlamak ise iki hafta sürmüştür. Toplam test
projesi böylece 1 ayda tamamlanmıştır.
Soldaki resimde
görülen 70cm çapındaki türbin rotor ve kanat modeli
9 parça halinde 3D Systems SL cihazlarıyla CIBATOOL
SL 5170 reçinesi kullanılarak imal edilmiş ve her parçanın
inşası 30 saat sürmüştür. Parçaları birleştrip test
için hazırlamak ise iki hafta sürmüştür. Toplam test
projesi böylece 1 ayda tamamlanmıştır.
9 ay süren ve iki kat
maliyeti olan eski teknikte ise öncelikle talaşlı imalatla
modeller üretiliyor ve ardından silikon kalıplama ile
şeffaf test parçaları üretiliyordu. Silikon kalıplama
için modeller SL tekniği ile de imal edilebiliyordu
ama SL modellerinin direkt testlerde kullanılabiliyor
olması daha hızlı ve ucuz bir çözüm imkanı sunmuştur.
Direkt SL ile model imalatı özellikle silikon kalıplama
ile bile tek parça halinde üretilmesi çok zor, karmaşık
yapılı parçaların üretilmesi ve testi için çok uygundur.
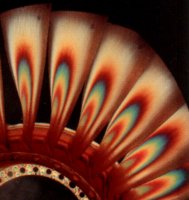
Sağda, rüzgar
tünelinde yapılan testler sonrasında türbin kanatları
üzerinde merkezkaç ve aerodinamik kuvvetlerden oluşan
gerilimlerin dağılımı görülmektedir. Bunun için deneye,
reçinenin "cam geçiş fazına" (glass transition phase)
ulaşacağı yaklaşık 100 °C sıcaklıktaki bir ortamda başlanır.
Gerilim altında oluşan deformasyonların kalıcı olabilmesi
için sıcaklık yavaşça düşürülür ve test tamamlanır.
Daha sonra polarize bir ışık altında model incelendiğinde
gerilim dağılımıyla orantılı oluşan gökkuşağı renkleri
kolayca görüntülenebilir. Siyah bölgeler hiç gerilimin
olmadığını, sık değişen parlak renklerin olduğu bölgeler
yüksek gerilimi, yumuşak renk değişimi ise düşük gerilimi
gösterir.
Referans: (3D Systems)
The Edge, summer 1994
|
| Ana
Sayfa | Önceki Sayfa |
Sonraki Sayfa | |
|





 1.
Bigisayar üzerinde gaz akışı hesap ve simülasyonları
ile tasarlanmış karmaşık yapılı bir parçanın değişik
kesitlerdeki gaz özellikleri değişik renklerde belirtilmiştir
1.
Bigisayar üzerinde gaz akışı hesap ve simülasyonları
ile tasarlanmış karmaşık yapılı bir parçanın değişik
kesitlerdeki gaz özellikleri değişik renklerde belirtilmiştir 2.
Bilgisayar ekranında üretilmesi gerekli parça son
halini almış
2.
Bilgisayar ekranında üretilmesi gerekli parça son
halini almış 3.
Bu parça Helisys LOM teknolojisi ise kat kat
kağıttan inşa edilmiş
3.
Bu parça Helisys LOM teknolojisi ise kat kat
kağıttan inşa edilmiş 4.
Bu kağıt model,
4.
Bu kağıt model,  Sağda:
Sağda:
 Bu
uygulama ile alçı-seramik karışımlı bir çeşit toz inşa
malzemesi kullanılarak prototip döküm kalıp ve maçaları
direkt olarak inşa edilebilmektedir. ZCast 500 isimli
bu toz inşa malzemesi ile alüminyum, çinko ve magnezyum
gibi düşük ergime sıcaklığına sahip paslanmaz metaller
dökülebilmektedir. Sağda, ZCast prosesi ile elde edilmiş
bir döküm kalıbı, maçası ve bu kalıptan dökülmüş alüminyum
bir parça görülmektedir.
Bu
uygulama ile alçı-seramik karışımlı bir çeşit toz inşa
malzemesi kullanılarak prototip döküm kalıp ve maçaları
direkt olarak inşa edilebilmektedir. ZCast 500 isimli
bu toz inşa malzemesi ile alüminyum, çinko ve magnezyum
gibi düşük ergime sıcaklığına sahip paslanmaz metaller
dökülebilmektedir. Sağda, ZCast prosesi ile elde edilmiş
bir döküm kalıbı, maçası ve bu kalıptan dökülmüş alüminyum
bir parça görülmektedir.