|
GÜÇ
ÜNİTESİ
Kuzey
Amerika ve Avrupa gibi büyük sanayi alanlarının bulunduğu
ülkelerde, elektrik güç kaynakları, dışarıda ve sabit olmak
zorundadır. Özellikle gelişmekte olan ülkeler gibi dünyanın
bir çok bölgesinde, voltaj dalgalanmaları, elektrik kablolarının
aşırı yüklenmesi, sık karşılaşılan bir durumdur. Birkaç saniyelik
voltaj düşmesi, elektriğin kesilip tekrar gelmesi, ve bu olayın
arka arkaya tekrarlaması, bazen düşük voltajın yada elektik
kesintilerinin birkaç saatten fazla sürmesi de mümkündür.
Can
sıkıcı bu durumlar, kalıpların durmasına sebep olduğundan,
ekonomik açıdan pahalı maliyetler oluşturmaktadır. Voltaj
dalgalanmaları bazen makinelerin kontrol ünitelerine de zarar
verebilmektedir.
Voltaj
dalgalanmaları iki sebepten dolayı kalıplamanın yavaşlamasına
yada durmasına neden olur.
Makine kontrol üniteleri, voltaj dalgalanmalarına duyarlıdırlar
ve voltaj düzenleyici regülatörlere ihtiyaç duyarlar. Makine
üzerindeki aşırı voltaj yükü durumunda, koruyucu sigortalar
ve bazı makinelerin içerlerinde bulunan regülatörlere rağmen
dışarıda, güçlü bir regülatör olması, emniyet açısından çok
daha iyidir. Makineler durduklarında imalatımızda durmuş demektir.
Genellikle elektronik devreler ortam sıcaklığına karşıda hassas
olurlar.
Plastik akışkan sıcaklığı: Plastik enjeksiyon makinesi ve
kalıp üzerindeki bütün ısıtıcılar, elektrikle çalışırlar.
Rezistanslardan alınan sıcaklık, elektrik akımının gerilimine
bağlıdır. Voltajdaki %10'luk ani bir düşüş, rezistans ısısının
%20 azalmasına sebep olur. Makine grup memesi (nozzle) rezistansları,
termostat kontrollüdür. Isı kontrol cihazları sayesinde, rezistanslar
istenilen sıcaklıklar sabit tutulabilir. Sıcak yolluklu kalıplarda,
sıcak yolluk manifoldu, sıcak yolluk memeleri ve termokupullarla
donatılmıştır. Tabi ki maliyetleri artıran sıcak yolluk sistemi,
dış ısı kontrol ünitelerine ihtiyaç duymaktadır.
KALIP
SEÇİMİNDE NELERE DİKKAT EDİLMELİDİR?
UYGUN
KALIBIN SEÇİLMESİ
İlk
olarak, iyi bir ürün tasarımının yapılmış olması gerekmektedir.
Daha sonra ürünün nerede üretileceği ve kaç gözlü kalıba ihtiyaç
duyulduğu saptanmalıdır. Uygun olan değişik tüm alternatifler
düşünülüp, tek tek avantajları ve dezavantajları belirlenmelidir.
TEK
ÜRÜNLÜK KALIPLAR
Tek
ürünlük kalıp demek, kalıp sadece bir ürün için tasarlanmış
ve yapılmıştır. Üretimine ara verildiğinde, bir sonraki üretime
kadar depoda muhafaza edilirler. Bu en yaygın kalıp tipidir.
Aynı atölyede çalışan 2-8 gözlü, ortak çekirdekleri, pimleri,
maçaları olan kalıplar yada iç figürleri (çekirdekleri) değişen
sürekli baskıda olan, versiyonlu kalıplar bulunabilir. Prensipte,
plastik enjeksiyon atölyesi, depolama şartları uygun ve kayıt
işlemleri düzgün ise, böyle bir tasarımda hiçbir hatayla karşılaşılmayacaktır.
Bu şekilde yüksek maliyetli birden fazla kalıp yapımı önlenecek,
tek bir kalıp yapılacak, gereği kadar iç çekirdeklerden yapılacaktır.
Kalıp çekirdek değiştirme işlemi birkaç saat içerisinde bitecektir.
Özellikle
sık sık çekirdek değiştirmek gerçekten kazanç sağlar mı?
Eğer
enjeksiyon atölyemiz, karmaşık olmayan, düzenli bir yapıya
sahipse, çekirdekleri değiştirilebilir kalıplar, tek ürünlük
kalıplara kıyasla oldukça güvenli ve ekonomik olacaktır.
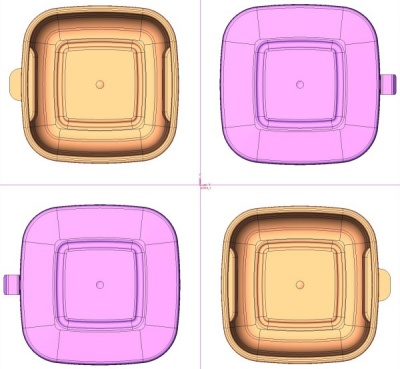
Resim 3: 4 farklı çekirdeği olan bir kalıp (Firma: Stackteck)
Birbirine
benzer ürünlerin kalıp çekirdekleri kolaylıkla değiş tokuş
edilir ki bu oldukça ekonomik bir çözümdür. Örneğin bir tabure
kalıbı yaptınız. Orta desen için 4 ayrı çekirdek işlettiniz.
İstenen desenden, sadece çekirdekleri değiştirerek, baskı
almak mümkündür. İlave işlenen 3 çekirdek, bizi 3 yeni kalıp
maliyetinden kurtarır.
0,25lt'den
1 lt'ye kadar, ölçüleri (en, boy) aynı, fakat derinlikleri
farklı olan 4 yada 6 farklı boy konteynır serisini örnek olarak
ele alalım. Bu tip kalıplar, tek ürünlük kalıplara göre büyük
avantajlar sağlamaktadır. Çoklu kalıplar genellikle en küçük
ürün baz alınarak tasarlanırlar. Tasarımlarında özellikle
ürünün kalıptan çıkarılmasına dikkat etmek gereklidir. Her
bir ürün için ayrı sıyırıcı yada itici plakaları yapmak gerekebilir.
Düşük çevrim sürelerinde çalışabilmek için, değiştirilen çekirdeğin
soğutmasının ihmal edilmemesi zorunludur. En büyük ürünün
çevrim süresi ile en küçük ürünün çevrim süresinin aynı olması
üretim maliyet artışının bir delilidir.
TEK
ÜRÜNLÜ KALIPLAR YADA ÇOK ÜRÜNLÜ (AİLE) KALIPLAR
Tek
ürünlü kalıplar minimum kalıp ebatlarında, minimum çekirdekler
arası boşlukta yapılırlar. Tasarımlarında soğutma, yolluk
ve itici sistemlerinde bir simetri ve denge mevcuttur.
Aile
kalıpları da aynı renkte olmak üzere, genelde birbirine yakın
olan ürünleri basan kalıplardır. Farklı renklerde ürün elde
etmek için, çift renk ve malzeme basabilen enjeksiyon makineleri
kullanabiliriz yada kalıbı istenen sayının yarısı kadar tek
renk, diğer yarısı kadar da başka renk çalışarak, ürünlerin
ambalajlanması sırasında, her pakete iki farklı renk koyabiliriz.
Aile
kalıpları, içerdikleri ürünlerin ölçü farklarından nedeniyle,
farklı soğutma zamanı gereksinimleri sebebiyle çevrim süreleri
açıcından dezavantajlı görülebilirler. Bu bazı kalıplarda
önemli seviyelere kadar çıkabilir.
Bütün
aile kalıpları, ürünlerin kalıp çekirdeği içerisine dizilimi
esnasında, yolluk sistemi ve mengene basıncı düşünülerek,
balans problemiyle karşılaşılmayacak şekilde tasarlanmalıdır.
Kalıbın dört orta noktalarındaki basınç alanları (öpüşme yüzeyleri)
eşit olacak şekilde, düşünülmelidir. Kalıp ekseninden X ve
Y doğruları ile bölündüğü kabul edilirse, her iki tarafın
(sağ-sol,alt-üst), baskı yüzey alanlarının, ve kalıp boşluklarının
(ürün hacminin) eşit olması gereklidir.
Resim 4: Firmamızın tasarımı olan 2+2 gözlü saklama kabı ve
kapağı aile kalıbı
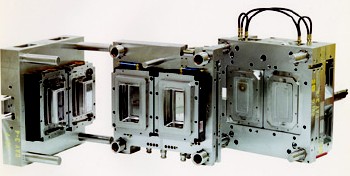
Resim 5: 2 katlı (stack) konteynır ve kapağı aile kalıbı (Firma:
Husky)
KARMA
AİLE KALIPLARI
Karma
aile kalıpları, oyun ve oyuncak sektörü için yapılan, bütün
bileşenlerin tek bir baskıda çıkarıldığı kalıplardır. Bir
çok ürün yolluk besleme görevini üzerinde taşır. Yolluk ürünün
bir tarafından girerek, ürünü oluşturur ve diğer tarafından
çıkarak, diğer ürünün beslenmesinde kullanılır. Kalıptan çıkan
ürün, olduğu gibi paketlenip, müşteriye ulaştırılır. Müşteri
ürünü yolluklarından kopararak, montajı yapar.
Bu
kalıplama metodu daha çok küçük parçaların kalıplanmasında
kullanılır . O nedenle kalıp maliyeti daha düşük olacaktır.
Soğuk yolluk yada yarı sıcak yolluk kullanılan bu sistemde,
yolluk kanalları, ürünle beraber satışa sunulmakta, kırılarak,
tekrar kullanılması mümkün olmamaktadır. Buda plastik hammadde
maliyetini artıracaktır.
Bazen
ürünler, oyuncak araba gibi, iki yada daha fazla renkten oluşabilirler.
Mavi gövdeli, kırmızı tekerlekli, sarı tamponlu bir araba
gibi. Eşit sayıda mavi, sarı ve kırmızı renkli malzemelerle
kalıplama yapılır. Sonra üçlü renk kombinasyonları ile istenilen
ürünler ambalajlanır. Yolluk malzemesi de ürün ile birlikte
gönderilmeyeceği için tekrar kırılarak kullanılabilir. Yolluk
maliyetinden kurtuluruz fakat ürünün yolluktan ayrılması ve
montaj yapılması gerektiğinden, ilave montaj işçiliği maliyet
artışına sebep olacaktır. Bu metod daha çok teknik parçalarda
kullanılmaktadır.
Resim 6: 72 gözlü (24 çatal, 24 kaşık, 24 bıçak) aile kalıbı
KÜÇÜK
VE ORTA BÜYÜKLÜKTEKİ TEKNİK PARÇALAR İÇİN AİLE KALIPLARI
Medikal
endüstrisinin ihtiyaç duyduğu parçalar gibi birbirine benzer
fakat farklı ölçülerdeki, nispeten küçük ürünlerin kalıplanması
da aile kalıpları tercih edilir. Kalıptan çıkan ürünler, tek
tek yolluktan ayrılarak, kullanılacakları ekipman, alet yada
makineye montaj edilirler. Sıcak yada soğuk yolluklu yapılabilirler.
Bu
kalıpların iki dezavantajı vardır.
Ürünler, hep beraber ve karışık olarak düşerler. Depolanmadan
yada montaja gitmeden önce, ürünlerin birbirlerinden ayrılması
gerekir. Bu işlem esnasında özellikle küçük bir çok parça,
istenmeyen bölümlere gidebilir.
Ürünlerden
bazıları, diğerlerine göre daha çok kullanılabilir. Örneğin
3 farklı boy dişli üreten kalıbımızda, her dişlinin ihtiyaç
sayısı birbirinden farklı olabilir. En çok satan dişli sayısına
ulaştığımızda, diğer dişlilerden ihtiyaç fazlası stok durumuna
gitmemiz gerekebilir. Böyle bir problemle karşılaşıldığında
yapılabilecek olan en pratik çözüm, istenmeyen yada daha az
ihtiyaç duyulan ürünün yolluk besleme kanalının tıkanmasıdır
ki bu da kalıp içerisinde dengesiz plastik akışı ve basınç
farkları oluşmasına neden olacaktır.

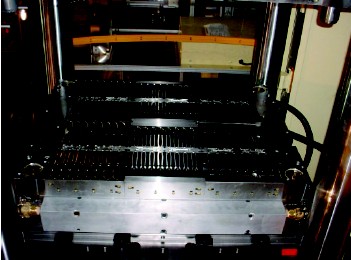
Resim 7: Kalıptan ürünleri alan robot sistemi
|
