|
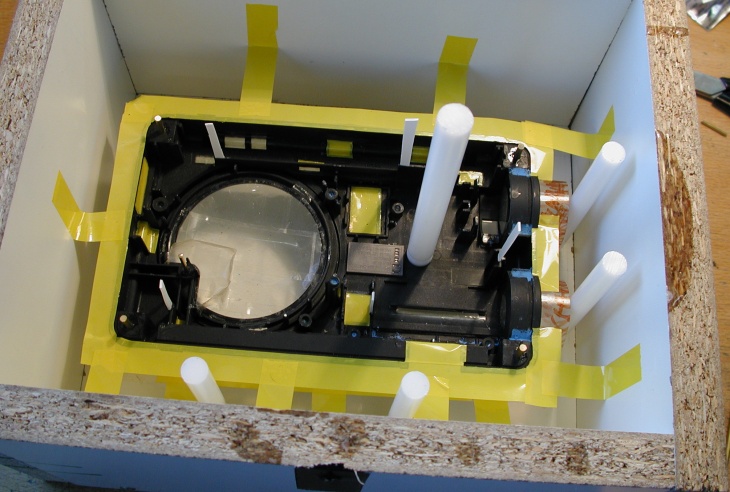
d) Bir başka yöntemde ise yine bant kullanılarak uygun bölge çevrilir. Kutuya yerleştirdikten sonra veya sabitliyebiliyorsak parça üzerindeyken metal parçalar sabitleme pimi, bir başka değişle destek pimi vazifesi görecek şekilde maçaların içine yerleştirilir.



Şekil 2.4 Metal Destek Kullanım Yerleri (3)
e) Büyük lens kalıplarında silikonun dayanımını arttırmak için tel örgülerle veya metallerle kalıbın dayanımını arttırmak gerekir. Aksi taktirde kalıbın ortasında çökmeler meydana gelecektir.
2.2 Üretilecek silikon kalıbı için kap hazırlamak aşağıdaki aşamalardan geçer:
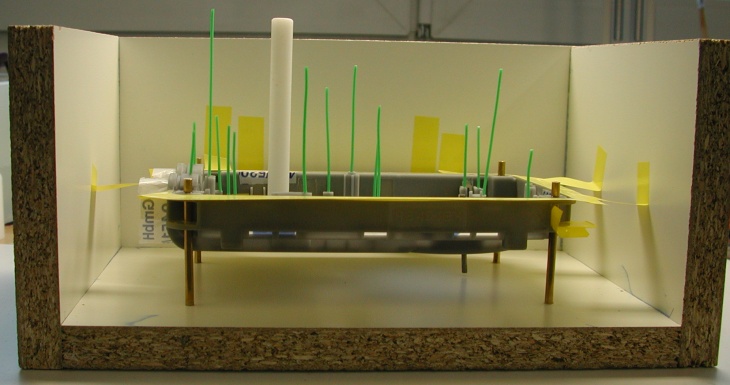
a) Hazırlanan parça modeli için gerekli ölçülerdeki kutunun iç yüzeyinin temiz olması önemli noktalardan biridir. Parça konumlandırılması açılı bir şekilde yapılır, dolumun en üst seviyede oluşacak havayı rahat atması için uygulanır. Diğer bir husus ise ayırma yüzeyi ile kap içine dik şekilde bantlar çekilir. Bunu yapmamızdaki amaç, parçanın sabit kalması ve ayırma yüzeylerine rahat ulaşabilmek içindir (1).
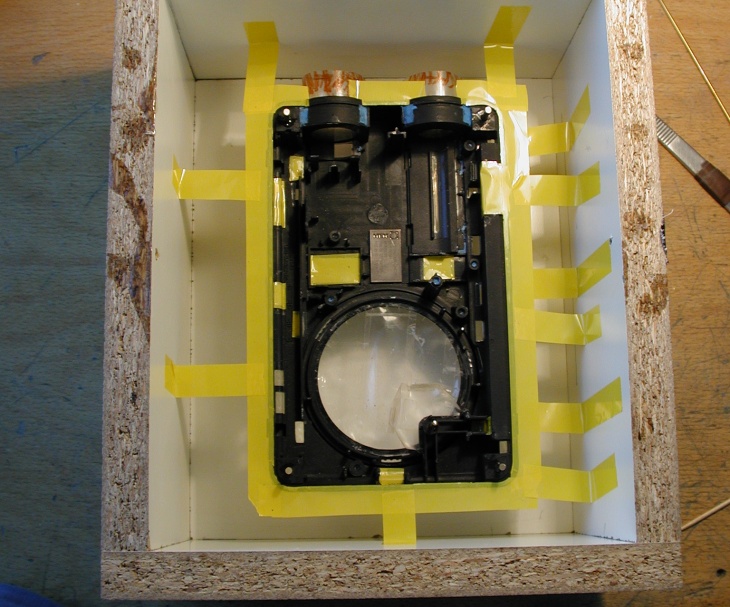
Şekil 2.5. Parçanın Kap İçinde Konumlandırılması (3)
b) Genel olarak kap ölçüleri yanlardan 25mm ve yükseklikte parçanın durumuna göre en üst yüzeyden 50-100mm fazla olacak şekilde tercih edilir.
2.3 Üretilecek olan ürünün özelliklerine göre silikonu tercih edip hazırlamak aşağıdaki gibidir:
a) Yaklaşık olarak 5 adet temel silikon hammaddeleri vardır. Bunların karışma oranları 100:10 olup sertleşme dereceleri 40°C ve fırında bekletme zamanları 9-10 saattir.
Not: Kalıplar gündüz akşama kadar hazırlanıp silikonları dökülür. Akşam sertleşmesi için fırına verilirse gündüz parça dökmeye hazır hale gelmiş olurlar (1). (Bu bilgi deneyimlerle elde edilmiştir.)
Şekil 2.6. Kap İçine Silikonun Dökülmesi (3)
b) Hazırlanan karışım ilk önce el mikseri ile 5 dakika kadar karıştırılır. Sonra vakum casting de 10-15 dakika hava kabarcıkları en aza inene kadar tutulur. Kutu içerisine döküm yapılır. Döküm esnasında hava ile temasa geçtiğinden dolayı tekrar vakum yapılır. Son olarak fırınlanır.

Şekil 2.6. Vakum Esnasında Oluşan Hava Kabarcıkları (1)
|


