|
Celal Selim Yıldırım
Prototip Sorumlusu
Fardizayn Tasarım Teknopark Tic. Ltd. Şti. / Ar-Ge Böl.
www.farplas.com
Gebze Kocaeli
Ocak 2007
ÖZET
Bu işlem, üretilecek parçanın modelinin üretilmesinden sonra yapılan ve parçanın değişik sayılarda eşlerinin üretilmesine yönelik bir işlemdir. Bu amaca yönelik olarak parçanın modeli HPÜ (Hızlı Prototip Üretim) sistemleri kullanılarak hızlı bir şekilde üretilebilir. Elde edilen prototip, parçanın silikon kalıbının üretilmesi işleminde ana model olarak kullanılır. Bu işlem için aşağıdaki adımlar uygulanmaktadır.
1. SİLİKON KALIPLAMANIN AŞAMALARI
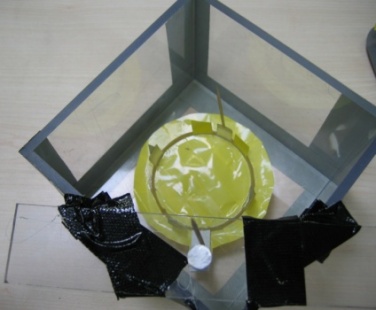
1. HP sistemlerle elde edilen prototipin istenilen boyut ve ölçülerinde olması gerekir. Bu, ölçümler yapılarak kontrol edilir. Ayrılma yüzeyinin belirlenmesi için etrafı işaretlenir.
Şekil 1.1 Ayırma yüzeyinin belirlenmesi (1)
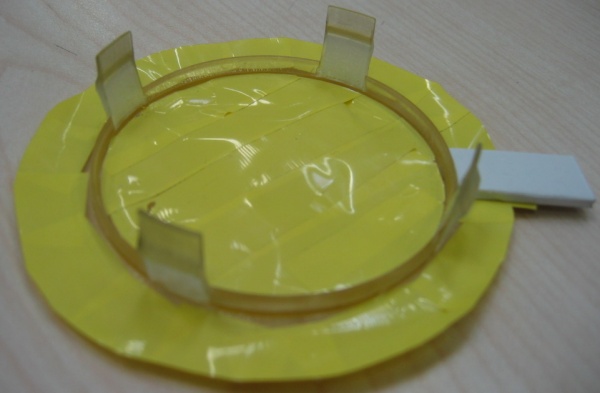
2. Model dörtgen şeklindeki kalıplama kutusuna uygun şekilde yerleştirilir. Gerekli yolluk ve geçitlerin uygun pozisyonlara gelmesine dikkat edilir.
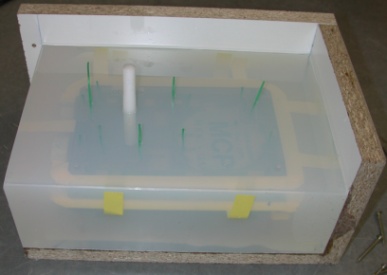
3. Hazırlanan kalıplama kutusuna silikon dökülür ve sertleşmesi için ısıtma bölümüne alınır.
Şekil 1.2. Isıtma bölümü (2)
4. Isıtma bölümünde dökülen silikon sertleştirilir.
5. Sertleşen silikon daha önceden belirlenmiş ayrılma düzleminden ayrılır. Modelin çıkartılması ile dökmek istediğimiz parçanın şeklinde bir boşluk elde edilmiş olur.
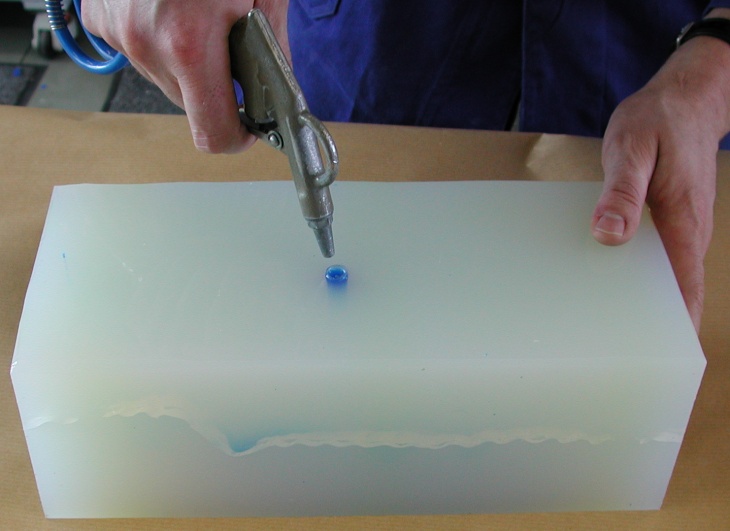
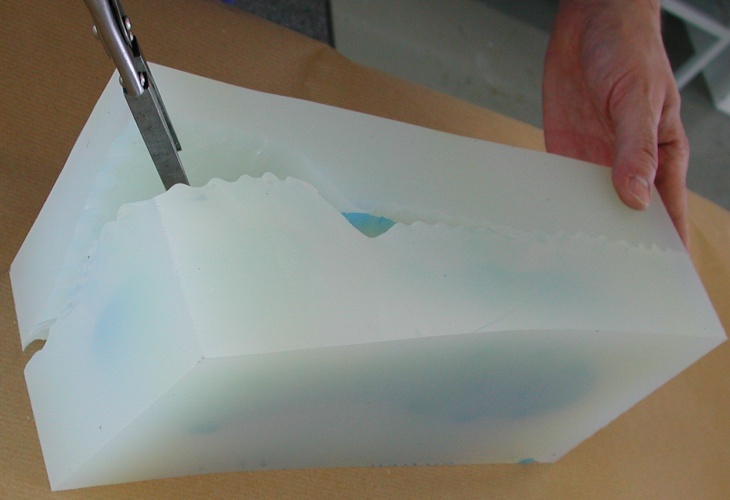
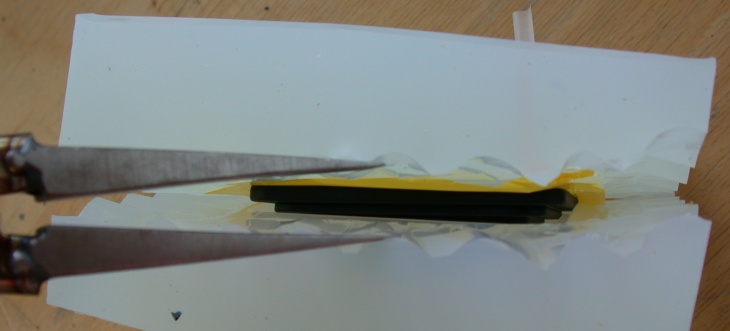
Şekil1.3 Kalıp ayırma işlemi (2)
|