|
|
|
| Home | Previous Page
| Next Page |
Referance Info. > ConversionTechnologies:
autofabrication veya farklı tekniklerle üretilmiş modeller yardımıyla
benzer geometriye sahip (pozitif veya negatif)
fakat daha mukavemetli veya ihtiyaca uygun diğer malzeme
özelliklerine sahip parça veya kalıp üretiminde
kullanılan birçok teknik ve yöntem (model dönüştürme
teknolojileri, "conversion technologies") ismi altında
toplanabilir.
Aslında bu gibi dönüştürme
yöntemleri uzun yıllardır biliniyordu ama asıl problem
ilk master modelin hızlı ve hassas biçimde yapılabilmesiydi.
Artık çeşitli autofabrication teknolojileri ile bu problem aşıldığı
için model dönüştürme yöntemleri sahasında yeni araştırma
kapıları açılmıştır. Her geçen ay bu konuda yeni patentler
alınmakta ve yeni yöntemler geliştirilmektedir.
En yaygın model dönüşüm
teknolojilerinden olan ve önemine binaen önceki sayfalarda
ayrıca işlenen hassas döküm
ve silikon kalıplama
teknolojilerine ek olarak, aşağıda, özellikle hızlı
kalıp imalatında kullanılan diğer bazı önemli model
dönüşüm teknolojileri açıklanmıştır:
- Kompozit
harç ile kalıplama
- Metal
tozu sinterlemeyle kalıp imalatı
- Metal
dökümle kalıp imalatı
- Metal
kaplama (elektro-kimyasal yolla)
- Metal
kaplama (sprey ile püskürterek)
|
|
Kompozit
harç ile kalıplama
|
|
>
Epoksi Kalıplama:
Araldit markalı bir
malzeme ile de modelcilikte yıllardır yaygın şekilde
kullanıldığı gibi, bu teknikte model üzerine çift komponentli
epoksi polimer bir harç sıvı halde dökülür. Ardından
kimyasal bir reaksiyonla polimer bağlarının oluşarak
malzemenin sertleşmesi sonucunda kalıp elde edilir.
Malzeme teknolojisinin gelişmesiyle birlikte hiç boyutsal
değişime (çekme, şişme...) uğramadan sertleşen epoksi
polimer türleri geliştirilmiştir. Bu sayede eldeki master
bir modelin kalıbı büyük bir hassasiyetle elde edilebilir.
Vakum altında döküm yapıldığında ise daha iyi sonuçlar
alınabilir.
Mukavemeti daha da arttırmak
için döküm öncesi epoksi harç içine alüminyum tozu konulabilir.
MCP-HEK gibi bazı malzeme üreticileri bu işlerde kullanılmak
üzere aüminyum tozu içeren özel karışımları pazarlamaktadır.
Hızlı bir şekilde üretilebilen
epoksi kalıplar, plastik enjeksiyonda (basılan mazlemenin
aşındırıcılığına, sıcaklığına ve kalıbın geometrisine
bağlı olarak) 5-100 arası parçanın basılabilmesine ve
gerçek seri imalat malzemesinden ilk prototiplerin üretilmesine
olanak verir.
Ayrıca epoksi malzemeler
sac pres/ derin çekme, termoform ve kum döküm maça kalıplarında
da kullanılabilirler.
Başa
dön
|
>
Swiftool: www.swiftech.co.uk
İngiliz tabanlı Swift
Technologies Firması, kendi geliştirdiği ve patentini
aldığı SPC (Smart Polymeric Composite) isimli bir malzeme
kullanarak alüminyuma yakın yüksek mukavemete ve dinamik
hafızaya (esnekliğe) sahip kalıpları hızlı olarak imal
edebilmektedir. SPC, değişik polimerlerin ve fiber güçlendiricilerin
karışımından oluşan kompozit bir malzemedir. Swift Technologies,
bu teknolojiyi kullanarak servis vermesinin yanında
lisansını da satmaktadır. SPC malzemesi akışkan halde
bir modelin üzerine dökülüp vakum altında preslenerek
kısa sürede yüksek sertliğe ulaşır ve modelin kalıbı
elde edilmiş olur. SPC yüzeydeki desen dahil birçok
detayı kopyalayabilecek incelikte bir yapıya sahiptir.
SPC malzemesinden elde edilen kalıplar standart CNC
makinelerinde alüminyumdan 5 kat daha hızlı işlenebilirler.
SwiftoolT 50,000 adet PP malzeme enjeksiyonuna dayanacak
bir ömüre sahiptir. SPC kompozisyonu kullanım ihtiyaçlarına
göre ayarlanabilir.
SPC kompozit malzemesinin mekanik özellikleri aşağıda
sıralanmıştır:
Çekme dayanımı: 22Mpa
Basma dayanımı: 1300Mpa
Sertlik: 9.5 Vickers
Özgül kütle: 1.5g/cm^3 
Sağda, Vakum altında presleme için farklı vakum
ve pres makineleri geliştirilmiştir. Bunun haricinde
farklı karıştırma ve dökme makineleri de sisteme dahildir.
Teknolojinin önemli
bir safhası olan vakum presleme için üç model bulunmaktadır:
S10 serisi, S50 serisi ve S200 serisi. S10 serisi diğerlerinden
farklı olarak vakum ve pres sistemini beraber içerir.
Aşağıda,
Ford Puma modelinin çamurluğuna ait bir parçanın acilen
üretiebilmesi 1 haftada üretilmiş bir Swiftool kalıbınıni
malat safhaları görülmektedir:
  
SwiftcoreT Teknolojisi:
Karmaşık yapılı parçaların
prototip kalıplarının daha kolay yapılmasını sağlayan
bu teknikte önce suda eriyebilen özel bir malzemeden
maça dökülür.
Plastik enjeksiyon sonrası
plastik parça içinde kalan maça yıkanarak uzaklaştırılır.
Bu sayede içinde boşluklar bulunan plastik parçaların
prototipleri, birçok hareketli maçaya sahip bir kalıp
yapılmadan da kolayca imal edilebilir.
Sağda, yukarıdan aşağı
doğru işlemin safhaları gösterilmiştir. Üstte gösterilen
maça, SLA ile inşa edilmiş bir model kullanılarak yapılmış
silikon bir kalıba SwiftcoreT malzemesi dökülerek elde
edilmiştir.
Frima, SwiftcoreT teknolojisiyle
dışarı hızlı kalıp ve prototip imalat servisleri vermektedir...
Başa
dön
>
PolySteel:
Çelik tozu ve polimer karışımı, döküm sonrası 0 çekmeye
sahip:
www.dynamictooling.com/polysteel.html
Başa
dön
>
EcoTool:
Çelik
tozu ve polimer karışımı, Hollanda'da TNO ve Hollanda
teknoloji Enstitüsü tarafından geliştirilmiştir:
www.ind.tno.nl/product/ecotool.html
Başa
dön
|
|
Metal
tozu sinterlemeyle kalıp imalatı
|
|
>
3D Keltool:
Keltool teknolojisi orijinal olarak 1976'da 3M Firması
tarafından geliştirilmiştir. Bu teknolojiye ilk zamanlarda
"Tartan tooling" ismi de verilmiştir. Sonraları
Keltool firması tarafından devralınan bu teknoloji,
1994'den sonra SLA ile imal edilen master modeller ile
birlikte yaygın bir şekilde kullanılmaya başlandıktan
sonra 1996'da 3D Systems firması tarafından stratejik
görülerek Keltool Inc. satın alınmış ve bu tekniğin
ismi 3D Keltool olarak değiştirrilmiştir. 3D
Systems bir süre bu teknolojinin lisansını ve gerekli
ekipman ve malzemeyi bir süre sattıktan sonra 2003 yılında
bu girişimini durdurmuştur. 3D
Systems Keltool teknolojisinden elde ettiği bilgi birikimiyle
SLS
Sistemleri için A6 çelik tozunu geliştirmiştir.
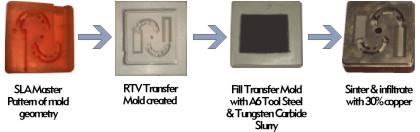 Bu teknolojide önce SLA
ile üretilmiş kalıp modeli kullanılarak silikondan bir
ara kalıp dökülür. Sonra bu silikon kalıbın içine özel
yapıştırıcı + metal tozu karışımı (A6 takım çeliği ve
tungsten carbit tozu) sıvı halde dökülür. Yapıştırıcı
sertleştikten sonra kompozit metal parça çıkarılıp bir
fırında sinterlenir, sinterleme sonrasında kalan gözeneklere
ise bakır emdirilir (erimiş bakır kılcallık "capillary"
etkisiyle hava boşluklarına emilir).
Bu teknolojide önce SLA
ile üretilmiş kalıp modeli kullanılarak silikondan bir
ara kalıp dökülür. Sonra bu silikon kalıbın içine özel
yapıştırıcı + metal tozu karışımı (A6 takım çeliği ve
tungsten carbit tozu) sıvı halde dökülür. Yapıştırıcı
sertleştikten sonra kompozit metal parça çıkarılıp bir
fırında sinterlenir, sinterleme sonrasında kalan gözeneklere
ise bakır emdirilir (erimiş bakır kılcallık "capillary"
etkisiyle hava boşluklarına emilir). |
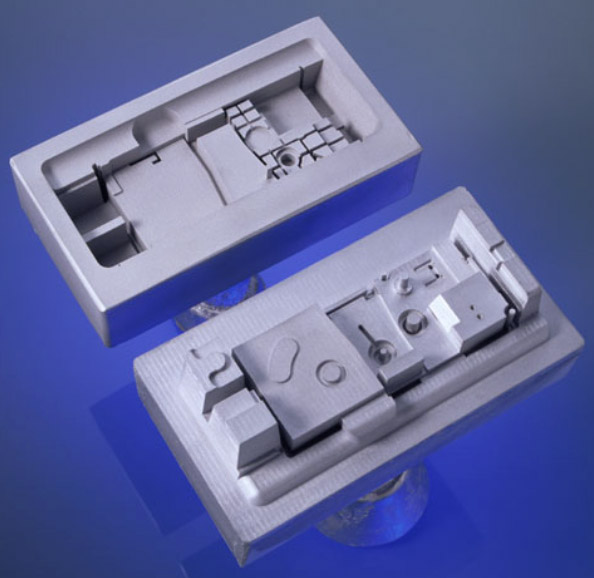
Sağda, 3D Keltool
için maksimum inşa zarfı ölçüleri görülmektedir.
3D Keltool teknolojisine benzer teknikleri kullanan farklı
firmalar ve araştırma kuruluşları da mevcuttur. 3D Systems
firmasının 3D Keltool Teknolojisi ile boyu yaklaşık 15-20
cm'yi geçmemesi şartıyla, milyondan fazla plastik basabilecek
dayanımda, karmaşık geometriye sahip metal kalıp mühreleri
kolaylıkla ve çok sayıda üretilebilir. |
| 1- CAD ile kalp
tasarımı, 2- SLA cihazı ile kalıp modelinin inşası,
3- Silikon kalıp, 4- karışımda bulunan değişik
boydaki tanecikler çok prüzsüz bir yüzey sağlar. |
| 5- Geçici olarak
bağlanmış tozlardan oluşan kalıp mühresi. 6- Mühreler
sinterleme ve infiltrasyon için fırına veriliyor. 7-
Mühreler plastik enjeksiyon tezgahına bağlanmış (bu kalıbın
daha büyük ve farklı bir resmini görmek için resmi tıklayınız)
8- Üretilmiş plastik parçalar. |
| 3D
Keltool® Malzeme Özellikleri:
Rockwell
sertliği: Rc 50 (ısıl işlem sonrası)
Çekme mukavemeti: 735 MPa
e-Modulus: 184 GPa
Özgül Kütle: 8,3 kg/dm³
Yüzey pürüzlülüğü: Rz=0,4
Ek işlemler: Kaynak, elektroerozyon ve parlatmaya uygunur
Hassasiyet: +/- %0.2
Sinterleme sonrası lineer ve isotropik çekme miktarı:
%0.6
3D Keltool Uygulama
örnekleri:
  Solda, Boss Firması
için yapılan kalıp görülmekte (Santin Engineering, ABD)
Solda, Boss Firması
için yapılan kalıp görülmekte (Santin Engineering, ABD)
Sağda, Frantz
firmasının (ABD) ürettiği promosyonel parça kalıbı.
 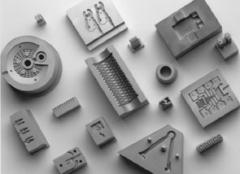 Solda, Protocam (ABD)
firmasından bir 3D Keltool örneği. Sağda, çeşitli mühre
örnekleri görülmekte.
Solda, Protocam (ABD)
firmasından bir 3D Keltool örneği. Sağda, çeşitli mühre
örnekleri görülmekte.
Başa
dön
|
>
Simeon Bojilov prosesi:
ABD'nde
Simeon Bojilov tarafından geliştirlen ve 1999 yılında
NDM Inc. (New Design Models Inc. Syracuse NY, eski adresi:
www.ndm-inc.com) bünyesinde ticari hale gelen bu proses,
daha kısa sürede daha büyük kalıpların imalatına izin
verebilmesi bakımından Keltool'a kıyasla belli avantajlara
sahiptir.
2003 sonunda NDM Inc. SDI
(Sanders Design International Inc.) ve B&D Sales
(www.bdsales.com)
ortaklığı tarafından satın alınmış ve ilk kez Euromold
2003 fuarında sergilenmiştir. Bu işbirliği sonucunda
SDI firmasının Rapid ToolMaker sistemiyle üretilen master
modeller kullanılarak seri imalat şartlarında kullanılabilecek
metal plastik enjeksiyon kalıpları üretilebilmektedir.
Keltool
prosesine benzer şekilde Bojilov prosesinde de master
bir model üzerinden elde edilen kauçuk kalıba metal
tozu + yapıştırıcı karışımı dökülerek kalıbın sinterlemeye
hazırlanması sağlanır. Yalnız bu prosesde paslanmaz
çelik tozu (P420) kullanılmaktadır.
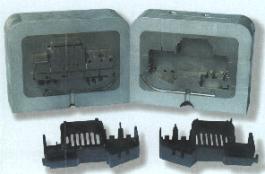
 İki
safhadan oluşan bu prosesde sinterleme sonrası oluşan
%1.3 lineer büzülmeyi kompanse etmek için önceden master
modeller aynı oranda daha büyük inşa edilir. Sağdaki
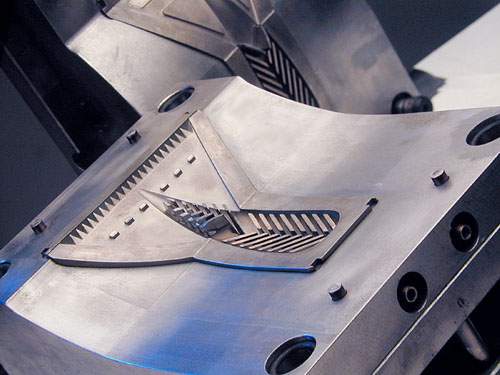
resimde görüldüğü gibi, sinterleme vakum altında ve
özel geliştirilmiş bir fırın içinde "inert"
gaz ortamında hızlı bir şekilde yapılır. Sinterleme
sırasında tozlar arasında kalan boşluklara bronz emdirilir. İki
safhadan oluşan bu prosesde sinterleme sonrası oluşan
%1.3 lineer büzülmeyi kompanse etmek için önceden master
modeller aynı oranda daha büyük inşa edilir. Sağdaki
resimde görüldüğü gibi, sinterleme vakum altında ve
özel geliştirilmiş bir fırın içinde "inert"
gaz ortamında hızlı bir şekilde yapılır. Sinterleme
sırasında tozlar arasında kalan boşluklara bronz emdirilir.
 Sonuçta,
1 milyon plastik parça basabilecek dayanımda (P20 çeliğine
muadil sertlikte 32-34 Rockwell) paslanmaz çelik/ bronz
karışımlı kompozit metal bir kalıp elde dilmiş olur.
Bu prosesin limitlerinden dolayı kalıp mührelerinin
200x165x75mm ebadından daha büyük olmaması gerekir.
Sağda, bu prosesle imal edilmiş bir cep telefonu kalıbı
ve plastik enjeksiyonla imal edilmiş bir parça görülmektedir. Sonuçta,
1 milyon plastik parça basabilecek dayanımda (P20 çeliğine
muadil sertlikte 32-34 Rockwell) paslanmaz çelik/ bronz
karışımlı kompozit metal bir kalıp elde dilmiş olur.
Bu prosesin limitlerinden dolayı kalıp mührelerinin
200x165x75mm ebadından daha büyük olmaması gerekir.
Sağda, bu prosesle imal edilmiş bir cep telefonu kalıbı
ve plastik enjeksiyonla imal edilmiş bir parça görülmektedir.
Başa
dön
>
MetalCopy: www.metalcopy.com
IVF
(http://ivf.se),
İsveç İmalat Mühendisliği Araştırma Enstitüsü tarafından
geliştirlen ve İsveç tabanlı servis bürosu Prototal
detsteğiyle pazarlanan MetalCopy teknolojisi Keltool
ile büyük benzerlik göstermektedir... MetalCopy, 100
bin adede kadar ömrü olan karmaşık geometriye sahip
plastik enjeksiyon kalıpları imalatı için uygundur.
Başa
dön
|
|
Metal
dökümle kalıp imalatı
|
>
Plaster metal döküm:
Kum döküme benzer bu yöntem,
genellikle alüminyum veya diğer paslanmaz ve düşük sıcaklıkta
eriyen metal alaşımlarının pres döküm ile elde edilen
parçalarına muadil prototipler üretmek için kullanılır.
Seri imalatta kullanılan pres döküm kalıpları yüksek sıcaklığa
ve basınca dayanıklı çelik alaşımlarından yapılırken,
prototip amaçlı kullanılan plaster kalıplar ise %70 alçı,
%30 mukavemet arttırıcı karışımdan dökülür. Alçıdaki gözenekli
yapı hem ısı yalıtımını arttırır hem de döküm gazları
için geçirgen bir ortam sağlar, bu da döküm yüzey kalitesini
arttırır. 0.1mm'ye varan hassasiyetle döküm yapılabilir.
Gerektiği durumda yine plaster malzemeden maça da yapılabilir.
Döküm sonrası maçalar mekanik darbe ve/veya su tazyiki
ile temizlenir.
 Duruma
göre 1000 adete kadar metal parça imali ekonomik yönden
uygundur. Daha fazla parça gerekiyorsa çelik alaşımdan
pres döküm kalıbı yapmak daha hesaplıdır. Sağda,
plaster kalıba dökülerek elde edilmiş metal parçalar görülmekte.
(ref: www.metalcast.com)
Plaster kalıpların ısıyı az iletmesi sayesinde 0.5mm'ye
kadar varan ince cidarlı metal dökümler kolaylıkla yapılabilmektedir
(dökülen sıvı metal, hassas
kabuk dökümde olduğu gibi çabuk soğuyup akıcılığını
yitirmeden evvel ince aralıklara dolar) Duruma
göre 1000 adete kadar metal parça imali ekonomik yönden
uygundur. Daha fazla parça gerekiyorsa çelik alaşımdan
pres döküm kalıbı yapmak daha hesaplıdır. Sağda,
plaster kalıba dökülerek elde edilmiş metal parçalar görülmekte.
(ref: www.metalcast.com)
Plaster kalıpların ısıyı az iletmesi sayesinde 0.5mm'ye
kadar varan ince cidarlı metal dökümler kolaylıkla yapılabilmektedir
(dökülen sıvı metal, hassas
kabuk dökümde olduğu gibi çabuk soğuyup akıcılığını
yitirmeden evvel ince aralıklara dolar)
Plaster kalıba döküm
yöntemiyle metal prototip parçalar elde edilebileceği
gibi prototip metal plastik enjeksiyon kalıpları da
direkt olarak üretilebilir:
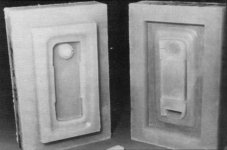  Solda, SLA master
modeli üzerine dökülerek elde edilmiş silikon kalıp.
Bu kalıp üzerine ise plaster dökülüp sonrasında fırınlanıp
kurutularak metal kalıbı elde edilir. Sağda,
plaster metal kalıbına alüminyum dökümü görülmekte.
Solda, SLA master
modeli üzerine dökülerek elde edilmiş silikon kalıp.
Bu kalıp üzerine ise plaster dökülüp sonrasında fırınlanıp
kurutularak metal kalıbı elde edilir. Sağda,
plaster metal kalıbına alüminyum dökümü görülmekte.
 Sağda, yüzey parlatması
sonrası plastik enjeksiyon makinesine bağlanmaya hazır
Al kalıp görülmekte. (ref: www.metalcast.com)
Sağda, yüzey parlatması
sonrası plastik enjeksiyon makinesine bağlanmaya hazır
Al kalıp görülmekte. (ref: www.metalcast.com)
Plaster
döküm tekniği 1948 yılından beri kullanılmakta ve orijinal
olarak otomotiv endüstrisinde kalıp imalatı için geliştirilmiştir.
1973 yılında, plasterin kalıplanmasında üretan (urethan)
lastikler kullanılmaya başlanmıştır. 1980 yılında suya
karşı dayanımlı üretanların geliştirilmesiyle bu tekniğin
hızlı prototip ve kalıp imalinde kullanılması büyük
ölçüde artmıştır.
İkinci uygulamaya güzel
bir örnek olarak ayakkabı taban kalıpları imalat tekniği
gösterilebilir. Dünyada yaygın olarak kullanılan bu
teknikte önce taban modeli hazırlanır (el işçiliği,
CNC işleme veya otoinşe teknikleri ile) model üzerine
istenilen desenleri vermek için ince lastik tabakalar
yapıştırılır. Silikon kalıplama ile modelin negatifi
çıkarılır. Silikon kalıp içine plaster dökülerek modelin
alçısı elde edilir. Ayrıma yüzeyleri belirlendikten
sonra model üzerine alüminyum dökülür. Kalıbın diğer
yarısı için de aynı işlem tekrarlanır ve alüminyumdan
poliüretan enjeksiyon kalıbı elde edilmiş olur.
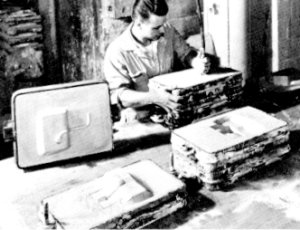 Sağda,
bir plaster döküm kalıbı hazırlanışı görülmektedir. Sağda,
bir plaster döküm kalıbı hazırlanışı görülmektedir.
Plaster döküm yöntemi paslanmaz malzeme dökümüyle sınırlıdır.
Aksi halze alçı içindeki sülfür dökülen metal ile reaksiyona
girer. Plaster dökümde genellikle alüminyum alaşımları,
sarı pirinç, çinko, magnezyum alaşımları ve bakır kullanılır.
Başa
dön
|
>
Hassas Döküm:
 autofabrication
teknoljisi ile elde edilen modellereden hassas dökümle
metal prototipler elde edilebileceği gibi kalıp da imal
edilebilir. autofabrication
teknoljisi ile elde edilen modellereden hassas dökümle
metal prototipler elde edilebileceği gibi kalıp da imal
edilebilir.
Örneğin sağdaki resimde
görülen ve ThermoJet
ile üretilmiş kalıp modelleri MCP-HEK
tarafından geliştirlen bir hassas döküm sistemiyle
aşağıda görüldüğü gibi alüminyum malzemden dökülerek
kalıp yapımında kullanılabilir.
|
|
| Yukarıda
solda, dökümden çıkmış kalıp mühreleri, ortada,
kalıp çerçevesine alüminyum tozu takviyeli epoksi
reçine ile yapıştırılmış alüminyum mühreler, sağda
ise bu kalıptan enjeksiyonla imal edilmiş parçalar
görülmektedir. |
 
Sağda,
ThermoJet ile imal edilmiş kalıp modelleri ve MCP-HEK
sistemi tarafından hassas dökümle alüminyumdan elde
adilmiş kalıp mühreleri görülmektedir. Sağdaki resmin
altında döküm sırasında erimiş alüminyumun aktığı huni
şeklindeki yolluk da görülmektedir.
Başa
dön
|
|
Metal
kaplama (elektro-kimyasal yolla)
|
|
>
Metal kaplanmış elektroerozyon elektrotları:
Elektrot kullanmadan
plastik bir modelin üzerine bakır kaplanabilir. Daha
sonra bu model, elektroerezon cihazlarında elektrot
olarak kullanılarak en sert çelik dahi oyulabilir...
Örneğin stereolitografi
tekniğinde epoksi fotopolimer reçineyle elde edilen
bir elektrod modelinin üzerine bakır kaplanarak bu direkt
elektroerozyon işleminde kullanılabilir. Yalnız elektroerozyon
şartları iyi kontrol edilmeli, yüzeyde çabuk aşınma
ve aşırı ısınma önlenmelidir. Aşırı ısınma arkadaki
epoksi modele zarar vererek kaplamanın bozulmasına veya
dökülmesine sebep verebilir.
Başa
dön
|
|
>
Nikel elektroform kalıplar:
STL
modellerin üzeri elektrokimyasal metodlarla kalın (~5
mm) bir nikel tabakası ile kaplanıp (nickel electroforming)
arkası ise oda sıcaklığında sertleşen seramik malzemelerle
doldurulabilir. Bu teknik özellikle büyük boyutlu kalıplar
için müsaittir.
>
RePliForm: www.repliforminc.com
1994'de
faaliyete başlayan ABD tabanlı CEMCOM firması nikel
elektroform
tekniğini NCC (Nickel Ceramic Composite) adı altında
geliştirerek kaplama sonrasında dolgu malzemesi olarak
nikel tozu içeren seramik bir malzeme kullanmıştır.
Bu teknikte master model olarak stereolitografi ile
inşa edilmiş kalıplar kullanılmaktadır. 1999'da faaliyetini
sona erdiren CEMCOM'a ait "NCC tooling" teknolojisini
RePliForm Inc. satın alarak ve hızlı kalıp imalatı konusunda
servis vermeye başlamıştır.
Başa
dön
|
|
Metal
kaplama (sprey ile püskürterek)
|
|
>
MCP-HEK / "Metal Spray Mould System":
MCP-HEK
GmbH firmasını geliştirdiği "Metal Spray Mould System"
ismi verilen metal sprey kalıp imalat sistemi kullanılarak
modellerin üzeri tutya benzeri bir Alüminyum alaşımı
ile kaplanır. Alaşımın erime sıcaklığı modelden fazla
olmasına rağmen püskürtme tekniğinin özelliği sayesinde
modele zarar gelmeden kaplama gerçekleşir. Daha sonra
kalıbın arkası gerekirse soğutma boruları döşendikten
sonra Alüminyum-Epoxy karışımı bir dolgu malzemesi ile
desteklenir. Bu yöntemle elde edilen kalıplar 30bin
ile 40bin defa kullanılmaya müsait olabilirler: Aşağıda
soldaki resimde metal püskürtme tabancası ve
çalışma şekli görülmektedir. Tabanca ucundaki memeden
beslenen metal alaşımlı tel, elektrik arkı ile eritilip
hava basıncı ile yüzeye püskürtülür. Aşağıda sağda,
ayakkabı taban kalıp imalatında başarılı bir uygulama
sahası bulan bu teknolojiyle üretilmiş taban kalıbı
ve tabanlar görülmektedir.
|
 1-
Sprey tabancası 1-
Sprey tabancası
2- Hava memesi
3- Memeye beslenen metal
teller.
4- Elektrik arkı
5- Erimiş metal spreyi
6- Model yüzeyine kaplanmış
ve soğumuş metal alaşım |
 |
 
Solda, Spray
tabancası çalışırken, sağda ise master model
üzerine sprey ile metal kaplanırken görülmektedir.
Başa
dön
|
>
Ford / sprayforming:
Ford,
1990 yılında, Sprayforming teknolojisini ilk bulan İngiltere'deki
Sprayform Holdings Firması'nı bünyesine katarak bu teknolojiyi
daha da geliştirmeye başlamıştır. Bu teknik ile kalıp
imalatı şu safhalardan oluşur:
1- autofabrication teknolojileri veya diğer herhangi
bir metodla imal edilen bir kalıp modelinin üzerine
seramik bir malzeme dökülerek negatif bir kalıp elde
edilir. Bu seramik kalıp soğuk bir ortamda dondurularak
kristal bir yapı oluşturulur. Ardından pişirilip kurutularak
dayanıklı bu kristal yapının kalıcı olması sağlanır.
Bu proses klasik seramik sinterlemesi değil, çok daha
ucuz bir prosesdir. Ayrıca sinterleme prosesindeki gibi
çekme (büzülme) gerçekleşmez. Bu sayede model hassas
bir şekilde seramik negatife çevrilmiş olur.
 2-
Seramik negatif kalıbın üzerine tel halinde beslenen
metal malzeme elektrik arkı ile eritilerek püskürtülür.
Bu, bir sanayi robotu ucuna bağlanmış 4 adet sprey kafası
ile yapılır. Yaklaşık 1m x 1m ebadında yüzeylere bir
seferde 76mm kalınlığa kadar metal kaplanabilir. Kaplama
esnasında kızılötesi kameralarla yüzey sıcaklığı sürekli
ölçülerek sprey parametreleri bilgisayar yardımıyla
otomatik olarak kontrol edilir. Bu sayede çatlama veya
büzülme problemi yaşanmadan kalın metal tabakalar hızlı
bir şekilde kaplanabilir. 2-
Seramik negatif kalıbın üzerine tel halinde beslenen
metal malzeme elektrik arkı ile eritilerek püskürtülür.
Bu, bir sanayi robotu ucuna bağlanmış 4 adet sprey kafası
ile yapılır. Yaklaşık 1m x 1m ebadında yüzeylere bir
seferde 76mm kalınlığa kadar metal kaplanabilir. Kaplama
esnasında kızılötesi kameralarla yüzey sıcaklığı sürekli
ölçülerek sprey parametreleri bilgisayar yardımıyla
otomatik olarak kontrol edilir. Bu sayede çatlama veya
büzülme problemi yaşanmadan kalın metal tabakalar hızlı
bir şekilde kaplanabilir.
3- Kaplama sonrası oluşan kalın metal kabuk seramik
kalıptan ayrılır. Elde edilen metal kabuğun arkası epoksi
ve diğer uygun malzemelerle doldurulduktan sonra ana
kalıp gövdesine bağlanır. Bu şekilde klasik talaşlı
imalata nazaran %30-50 arasında daha hızlı ve düşük
maliyetli olarak dayanıklı bir kalıp elde edilmiş olur.
Ford
bu teknolojiyle çok başarılı uygulamalar yaptıktan sonra
artık kendisi geliştirmeye devam etmek yerine lisans
vermeye başlamıştır. İlk lisans Praxair Surface Technologies
(Indianapolis, IN www.praxair.com)
firmasına verilmştir. Bu firmanın bir yan kuruluşu olan
Tafa Inc. (Concord, NH) bir süre Almanya tabanlı MCP
ile işbirliği içinde düşük ergime sıcaklığına sahip
bir metal sprey teknolojisini de pazarlamıştı. Daha
sonra 2001 yılında aynı teknoloji The American Tooling
Center (Grass Lake, MI) ve Ceradyne (Costa Mesa, CA
www.ceradyne.com)
firmalarına da lisanslanmıştır.
Bu
konu hakkında daha detaylı bilgi 2001 yılında ABD'nde
bir dergide yayınlanmış ilgili bir yazıdan elde edilebilir:
www.sme.org/gmn/mag/2001/01nom036/01nom036.pdf
Başa
dön
>
RSP Tooling: www.rsptooling.com
 ABD'nde
Idaho National Engineering and Environmental Laboratory
(INEEL www.inel.gov)
tarafından geliştirilen RSP (Rapid Solidification Process
- çabuk soğuma prosesi) hızlı kalıplama tekniği ile
seramik bir master model üzerine nitrojen gazı bulunan
bir oda içinde ergimiş metal püskürtülerek kalıp imal
edilir. Bu teknoloji RSP Tooling LLC tarafından ticari
hale getirilmiştir. Daha çok alüminyum enjeksiyon kalıpları
imalatına uygun olan bu teknik ile parmak izi dahil
model üzerindeki en küçük detaylar kopyalanabilmektedir. ABD'nde
Idaho National Engineering and Environmental Laboratory
(INEEL www.inel.gov)
tarafından geliştirilen RSP (Rapid Solidification Process
- çabuk soğuma prosesi) hızlı kalıplama tekniği ile
seramik bir master model üzerine nitrojen gazı bulunan
bir oda içinde ergimiş metal püskürtülerek kalıp imal
edilir. Bu teknoloji RSP Tooling LLC tarafından ticari
hale getirilmiştir. Daha çok alüminyum enjeksiyon kalıpları
imalatına uygun olan bu teknik ile parmak izi dahil
model üzerindeki en küçük detaylar kopyalanabilmektedir.
Başa
dön
|
| Home | Previous Page
| Next Page | |
|