|
|
|
|
|
|
|
| Home | Previous Page |
Next Page |
Autofabrication Technologies > Deposition > Spraying:
 Not: Şemadaki başlıkları tıklayarak, direkt açıklama sayfalarını görebilirsiniz.
Not: Şemadaki başlıkları tıklayarak, direkt açıklama sayfalarını görebilirsiniz.
Püskürterek harç yığma
tekniğinde, akışkan halde olan inşa malzemesi bilgisayar
kontrollü bir veya birden fazla meme yardımıyla damlacıklar
halinde yüzeye püskürtülerek katmanlar inşa edilir. Çoğunlukla
(memeden çıkış öncesi veya sonrası) sıcaklıkla eritilerek
sıvı hale getirilmiş bir inşa malzemesi kullanılır ve
sertleşme soğuma ile gerçekleşir. Fakat, Objet örneğinde
olduğu gibi, ışık ile kür olarak, sıvı halden katı
hale geçen fotopolimerleri kullanan sistemler de vardır:
- Solidscape,
(ABD), 3D Plotting.
- Sanders
Design Int.'l, Inc., (ABD), MDF
- 3D
Systems Inc. (ABD), ThermoJet
- 3D
Systems Inc. (ABD), InVision 3-D printer
- Objet
Geometries Ltd. (İsrail), PolyJet
- Generis
GmbH (Almanya), GW 1000
- BPM
Inc. (ABD), BPM (Ballistic Particle Manufacturing)
- Afit
Corp. (Japonya), PLIGRAPHY
- Microfabrica
Inc. (ABD), EFAB
- POM
(ABD), DMD (Direct Metal Deposition)
- TRUMPF
(Almanya), DMD
- OPTOMEC
(ABD), LENS
- AeroMet
(ABD), Lasform (Laser Forming)
- H
& R Technology Inc. (ABD), PMD
- Erimiş
metal püskürtme üzerine diğer çalışmalar
|
|
Mart 1994'de Sanders
Design International (SDI) tarafından kurulan
Sanders Prototype, Inc. (SPI) firması aynı yıl
ModelMaker markası altında ilk autofabrication cihazı
modelini piyasaya sürmüştür. SPI, 2 Ekim 2000
tarihinden sonra ise ismini Solidscape olarak
değiştirmiştir. Bu değişiklikle birlikte Solidscape
daha ziyade kuyumculuk sektörüne yönelik cihaz
geliştirmekte ve küçük boyutlu hassas döküm modelleri
üretimini hedeflemektedir. SDI ise, temelde aynı
autofabrication teknolojisiyle daha hassas ve büyük ölçekli
modellerin üretiminde kullanılacak farklı autofabrication
cihazı modelleri geliştirmektedir.
 Sağda,
9 Nisan 1996'da Royden Sanders ve çalışma arkadaşları
tarafından Sanders Prototypes Inc. (Wilton, NH)
adına, geliştirdikleri cihazla ilgili alınan ilk
patente ait bir resim görülmektedir: "3-D model
maker" başlıklı ve 5,506,607 no'lu bu patentle
ilgili ilk başvuruları aslında 25 Ocak 1991'de
yapılmıştı ama yapılan düzeltmeler ve yeni ek
başvurular sebebiyle patent alınması 5 sene sürmüştür. Sağda,
9 Nisan 1996'da Royden Sanders ve çalışma arkadaşları
tarafından Sanders Prototypes Inc. (Wilton, NH)
adına, geliştirdikleri cihazla ilgili alınan ilk
patente ait bir resim görülmektedir: "3-D model
maker" başlıklı ve 5,506,607 no'lu bu patentle
ilgili ilk başvuruları aslında 25 Ocak 1991'de
yapılmıştı ama yapılan düzeltmeler ve yeni ek
başvurular sebebiyle patent alınması 5 sene sürmüştür.
|
|
 3D
Plotting (3 boyutlu çizici) teknolojisi. Bu da
damlacıklar halinde erimiş polimeri (wax - mum)
püskürten bir autofabrication teknolojisidir. 3D
Plotting (3 boyutlu çizici) teknolojisi. Bu da
damlacıklar halinde erimiş polimeri (wax - mum)
püskürten bir autofabrication teknolojisidir.
Asıl inşa malzemesi
yeşil, destek malzemesi ise kırmızı ile gösterilmiştir.
Herbir malzeme
için bir meme kullanılmıştır.
Destek malzemesi
inşa bitiminde özel bir sıvı banyosunda 10 dakikada
eritilerek ayrıştırılır.
|
|
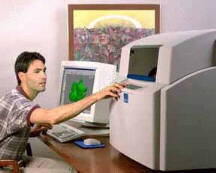 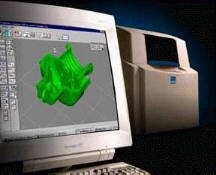
Solda, "ModelMaker II".
operatörü solundaki ekranda gözüken tasarımı inşa ediyor.
Sağda ise üretilecek parça ekranda görülmektedir. Daha
sonra geliştirilen modele ise PatternMasterT adı verilmiştir:
ModelMaker
II
teknik özellikleri:
İnşa zarfı: X = 304 mm, Y = 152 mm, Z = 215 mm
Katman kalınlığı: 0.013 - 0.076 mm arası seçilebilir
değişken.
Yüzey pürüzlülüğü: 32-63 mikro-inç (RMS)
Minimum üretilebilecek detay büyüklüğü: 0.254 mm
Damlacık çapı: 0.076 mm
ProtoBuildT inşa malzemesi: (Termoplastik), Erime sıcaklığı:
90
- 113 °C
ProtoSupportT destek malzemesi: (Doğal ve sentetik mum
ve yağ esteri) Erime sıcaklığı: 54 - 76 °C, BIOACTT
VSO banyosunda 50 - 70 °C arasında çözünürlüğe sahip.
PatternMaster teknik özellikleri:
İnşa zarfı: X = 304 mm, Y = 152 mm, Z = 215 mm
Katman kalınlığı: 0.013 - 0.076 mm arası seçilebilir
değişken. (0.0005, 0.0010, 0.0015, 0.0020, ve 0.0030
inç katman kalınlıkları için kalibre edilmiş konfigürasyonlara
sahiptir)
Yüzey pürüzlülüğü: 32-63 mikro-inç (RMS)
Minimum üretilebilecek detay büyüklüğü: 0.254 mm
 Solidscape,
18-09-2002 de yaptığı bir duyuru ile daha yüksek performans/maliyet
oranlı ve önceki modellere kıyasla küçük bir inşa zarfına
sahip T66 modelini piyasaya çıkartmıştır: Solidscape,
18-09-2002 de yaptığı bir duyuru ile daha yüksek performans/maliyet
oranlı ve önceki modellere kıyasla küçük bir inşa zarfına
sahip T66 modelini piyasaya çıkartmıştır:
T66 personal modeler system teknik özellikleri:
İnşa zarfı: X = 152.4 mm, Y = 152.4 mm, Z = 152.4 mm
Katman kalınlığı: 0.013 - 0.076 mm arası seçilebilir
değişken.
Yüzey pürüzlülüğü: 32-63 mikro-inç (RMS)
Minimum üretilebilecek detay büyüklüğü: 0.254 mm
|
  Solda, parçanın inşasının
yarısına gelindiğinde alınan bir fotoğraf görülmektedir.
Yeşil, ana malzemenin etrafında koruyucu görevi gören
kırmızı destek malzemesine dikkat ediniz...
Solda, parçanın inşasının
yarısına gelindiğinde alınan bir fotoğraf görülmektedir.
Yeşil, ana malzemenin etrafında koruyucu görevi gören
kırmızı destek malzemesine dikkat ediniz...
Sağda: Parçanın bitmiş
hali gözükmektedir. Destek malzemesi özel bir çözücüde
eritilmiştir. |
 Sağda arkada, aynı cihazla inşa edilmiş plastik bir yüzük
modeli. Normalde bir ustanın 1-2 haftada el ile yontarak
yaptığı balmumu modeller artık bu cihaz ile 1 günde bitebilmektedir.
Yanlız artık tasarımın bilgisayarla yapılması gerekmektedir.
Bunun için özel geliştirilen JewelCAD
isimli bir program bu cihazın kuyumculuk sektöründe kullanılmasını
çok kolaylaştırmıştır. Ülkemizde de 80'den fazla JewelCAD
lisansı kullanılmaktadır. JewelCAD 1994 yılında Hong Kong
tabanlı bir firma tarafından piyasaya sunulmuştur.
Sağda arkada, aynı cihazla inşa edilmiş plastik bir yüzük
modeli. Normalde bir ustanın 1-2 haftada el ile yontarak
yaptığı balmumu modeller artık bu cihaz ile 1 günde bitebilmektedir.
Yanlız artık tasarımın bilgisayarla yapılması gerekmektedir.
Bunun için özel geliştirilen JewelCAD
isimli bir program bu cihazın kuyumculuk sektöründe kullanılmasını
çok kolaylaştırmıştır. Ülkemizde de 80'den fazla JewelCAD
lisansı kullanılmaktadır. JewelCAD 1994 yılında Hong Kong
tabanlı bir firma tarafından piyasaya sunulmuştur.
Hassas
döküm ile daha sonra istenilen metalden (altın ve
gümüş gibi) yüzük dökülebilir. Sağda hassas döküm ile
imal edilmiş gümüş parça. Ortada ise bitmiş yüzük görülmektedir. |
|
Sanders
Design International (SDI) 1982 yılında Royden C. Sanders,
Jr., tarafından bir Ar-Ge şirketi olarak kurulmuştur.
Çekirdeğinde az sayıda fakat nokta vuruşlu yazıcılar
konusunda geniş bilgi birikimi ve tecrübesi olan bir
mühendislik ekibi bulunan SDI, daha sonraları sıcaklıkla
erimiş mürekkep püskürtme (hot-melt, ink-jet) teknolojisinin
hassas hızlı prototip imalatı uygulamaları konusunda
araştırmalar yapmış ve Mikro-Damlacıkla İnşa (Micro-DropletT
fabrication, MDF) ismini verdiği yeni bir autofabrication tekniği
geliştirmiştir. SDI, 12 mikronluk küçük detayları olan
ve 1 mikrondan düşük yüzey pürüzlülüğüne sahip modelleri
işa edebilecek autofabrication cihazlarıyla rakiplerinden ve
CNC cihazlarından hasassiyet yönüyle daha üstün olduğunu
iddia etmektedir.
Üniversiteler ve NASA gibi araştırma merkezleriyle yapılan
çalışmalarda seramik ve metal malzemeler de denenmiştir;
Bu uygulamada malzeme yüzeye direkt püskürtülmek yerine
her katmanın çeperleri erimiş polimer püskürtülerek
inşa edilmekte ve aradaki boşluğa seramik veya metal
tozu içeren sıvı doldurulmaktadır (Bu teknik Generis-Wax
tekniğiyle benzerlik arzetmektedir).
 SDI,
ilk ticari ürünlerini ModelMaker markası altında 1994
yılında kurduğu Sanders Prototype International (SPI)
firması üzerinden pazarlamıştır. SPI, 2000 yılında ismini
Solidscape olarak değiştrimiştir.
Bu değişiklikle
birlikte Solidscape daha ziyade kuyumculuk sektörüne
yönelik cihaz geliştirmekte ve küçük boyutlu hassas
döküm modelleri üretimini hedeflemektedir.
Solda, SDI ise, temelde aynı autofabrication teknolojisiyle
daha hassas ve büyük ölçekli kalıp modellerinin üretiminde
kullanılacak Rapid
ToolMakerT (RTM) markalı modelleri geliştirmektedir.
RTM sistemini bazı teknik özellikleri aşağıda verilmiştir: SDI,
ilk ticari ürünlerini ModelMaker markası altında 1994
yılında kurduğu Sanders Prototype International (SPI)
firması üzerinden pazarlamıştır. SPI, 2000 yılında ismini
Solidscape olarak değiştrimiştir.
Bu değişiklikle
birlikte Solidscape daha ziyade kuyumculuk sektörüne
yönelik cihaz geliştirmekte ve küçük boyutlu hassas
döküm modelleri üretimini hedeflemektedir.
Solda, SDI ise, temelde aynı autofabrication teknolojisiyle
daha hassas ve büyük ölçekli kalıp modellerinin üretiminde
kullanılacak Rapid
ToolMakerT (RTM) markalı modelleri geliştirmektedir.
RTM sistemini bazı teknik özellikleri aşağıda verilmiştir:
İnşa Zarfı: 450 x 300 x 300 mm (X,Y,Z)
Katman kalınlığı: 12 ile 125 mikron arasında değiştirilebilir.
Püskürtülen Mikro-Damlacıkların çapı: Ortalama 75 mikron.
İnşa malzemesi: Mum benzeri bir polimer, erime sıcaklığı:
90 - 113 °C
Destek malzemesi: Mum benzeri bir polimer, erime sıcaklığı:
55 - 65 °C
Her katmanın inşasından sonra bir freze ile yüzey traşlanır
ve bir sonraki katman için düzgün bir yüzey sağlanır.
Daha hassas üretim ihtiyaçları için traşlama daha fazla
yapılarak daha ince katman kalınlığı kullanılır. Frezeleme
sırasında ortaya çıkan talaşlar bir vakum sistemi ile
yüzeyden çekilir. İnşa sonrası destek malzemesi özel
bir çözücü sıvı ile ayrıştırılır.
  Sağda,
RTM cihazından elde edilen mum modellerin hassas dökümüyle
elde edilmiş çelik bir kalıp görülmektedir. Onun sağında
ise kuyumculuk uygulamalarına örnek olarak RTM ile inşa
edilmiş bir yüzük modeli görülmekte. Sağda,
RTM cihazından elde edilen mum modellerin hassas dökümüyle
elde edilmiş çelik bir kalıp görülmektedir. Onun sağında
ise kuyumculuk uygulamalarına örnek olarak RTM ile inşa
edilmiş bir yüzük modeli görülmekte.
Resimleri daha büyük görmek için üzerlerini
klikleyiniz.
Not: SDI
firmasının Avrupa'daki ortak geliştiricilerinden Buss
Müller Technology GmbH firması da High Precision
ModelerT 700 ticari ismi altında aynı cihazı pazarlamaktadır
(www.bmtec.com).
Aynı firma, 3D
colour printer ismiyle farklı bir cihazın da ticari
hale getirilmesi için çalışmaktadır.
|
|
3D Systems, ofis içi
kullanıma uygun, 3D yazıcı kategorisinde Şubat 1996'da
piyasaya sürdüğü ilk autofabrication cihazı modeline Actua 2100
ismini vermişti, sonradan bu model geliştirilerek ThermoJet
"Solid Object Printer" (Katı Cizim Yazıcısı) isimini
aldı.
Actua 2100 yazıcı kafasında
96 meme vardı, ThermoJet cihazında bu sayı 352'ye çıkarılmıştır.
ThermoJet, X, Y ve Z eksenlerinde sırasıyla 300dpi,
400dpi ve 600dpi çözünürlüğe ve 250 x 190 x 200 mm inşa
zarfına sahiptir. ThermoJet modelleri, termopolimer
malzemenin uygunluğu sayesinde, hassas döküm ile prototip
imalatında da kullanım alanı bulmuştur.
Ekim 2001'de yapılan bir
anlaşmayla ThermoJet cihazları WaxPro
markası altında CYNOVAD firması tarafından diş laboratuvarlarında
model üretmek için pazarlanmaya başlanmıştır. |
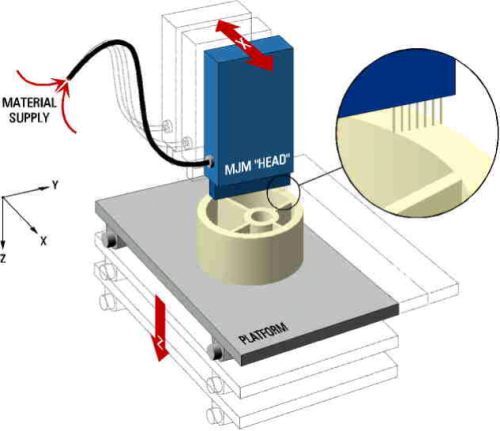
 Sağda, MJM (Multi Jet
Modeling / Çok Jetli Modelleme) tekniği görülmektedir.
3D Systems, genellikle açık hava reklamcılığına yönelik,
ısıtılarak püskürtülen mürekkep püskürtmeli yazıcılarda
kullanılan "hot melt ink-jet printing" teknolojisini
kendi autofabrication sistemlerine uyarlamıştır. Bu teknikte,
yazıcı kafaya bir pompa ile beslenen, sıcaklıkla eritilmiş
inşa malzemesi, piezo-elektrik anahtarlama ile çalışan
birçok memeden püskürtülerek katmanlar oluşturulur. İnşa
malzemesi olarak parafin içeren, mum benzeri bir tür termopolimer
kullanılır. Yazıcı kafa X ekseninde hareket ederken, tabla
da Y ve Z ekseninde hareket eder. Y ekseni, kafanın yaptığı
8 geçişle tamamlanır. 352 memeden bir veya birkaçının
tıkanması durumunda, inşa edilen parçanın hep aynı bölgesinin
artan bir hataya maruz kalmaması için Y ekseninde hareket,
her yeni katman inşasında şaşırtmalı olarak (randomization)
yapılır.
Sağda, MJM (Multi Jet
Modeling / Çok Jetli Modelleme) tekniği görülmektedir.
3D Systems, genellikle açık hava reklamcılığına yönelik,
ısıtılarak püskürtülen mürekkep püskürtmeli yazıcılarda
kullanılan "hot melt ink-jet printing" teknolojisini
kendi autofabrication sistemlerine uyarlamıştır. Bu teknikte,
yazıcı kafaya bir pompa ile beslenen, sıcaklıkla eritilmiş
inşa malzemesi, piezo-elektrik anahtarlama ile çalışan
birçok memeden püskürtülerek katmanlar oluşturulur. İnşa
malzemesi olarak parafin içeren, mum benzeri bir tür termopolimer
kullanılır. Yazıcı kafa X ekseninde hareket ederken, tabla
da Y ve Z ekseninde hareket eder. Y ekseni, kafanın yaptığı
8 geçişle tamamlanır. 352 memeden bir veya birkaçının
tıkanması durumunda, inşa edilen parçanın hep aynı bölgesinin
artan bir hataya maruz kalmaması için Y ekseninde hareket,
her yeni katman inşasında şaşırtmalı olarak (randomization)
yapılır. |
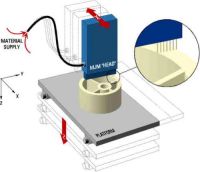
 Sağda:
Her katmanın inşası sırasında yüzeyde oluşan pürüzleri
düzeltmek ve Z eksenindeki büyümeyi (katman kalınlığını)
hassas bir şekilde kontrol altına almak için 600rpm hızında
dönen, 130oC
sıcaklığa kadar ısıtılmış, üzeri pürüzlü, düzeltici bir
merdane (planarizer) kullanılır. Merdane üzerinde biriken
inşa malzemesi, bir kanatçık (mavi renkli) ile merdaneden
silinerek vakumla oluşturulan hava akımıyla temizlenir. Sağda:
Her katmanın inşası sırasında yüzeyde oluşan pürüzleri
düzeltmek ve Z eksenindeki büyümeyi (katman kalınlığını)
hassas bir şekilde kontrol altına almak için 600rpm hızında
dönen, 130oC
sıcaklığa kadar ısıtılmış, üzeri pürüzlü, düzeltici bir
merdane (planarizer) kullanılır. Merdane üzerinde biriken
inşa malzemesi, bir kanatçık (mavi renkli) ile merdaneden
silinerek vakumla oluşturulan hava akımıyla temizlenir.
  ThermoJet
cihazında, destek olarak farklı bir malzeme kullanılmaz;
Destek olunacak yüzeyin altına inşa edilen sık ve ince
destek çubukları inşa sonrasında bir fırça ile kırılarak
manuel olarak temizlenir. Destek çubuklarının daha kırılganlaşarak
kolay temizlenebilmesi için inşa sonrasında modellerin
(buzdolabında bekletilerek veya diğer yöntemlerle) 10
°C'nin altında bir sıcalığa düşecek şekilde soğutulması
gerekir. Sağda ThermoJet ile gri renkli inşa malzemesi
kullanılarak inşa edilmiş bir model ve bu modelin harcanmasıyla
hassas döküm ile elde
edilmiş alüminyum parça görülmektedir. ThermoJet
cihazında, destek olarak farklı bir malzeme kullanılmaz;
Destek olunacak yüzeyin altına inşa edilen sık ve ince
destek çubukları inşa sonrasında bir fırça ile kırılarak
manuel olarak temizlenir. Destek çubuklarının daha kırılganlaşarak
kolay temizlenebilmesi için inşa sonrasında modellerin
(buzdolabında bekletilerek veya diğer yöntemlerle) 10
°C'nin altında bir sıcalığa düşecek şekilde soğutulması
gerekir. Sağda ThermoJet ile gri renkli inşa malzemesi
kullanılarak inşa edilmiş bir model ve bu modelin harcanmasıyla
hassas döküm ile elde
edilmiş alüminyum parça görülmektedir. |
|
Uygulama Sahaları >
Dişçilik > WaxPro
Işıkla Kür > Tarayarak
> 3D
Systems/ SLA Serisi
Toz Bağlama > Isıtarak
> 3D
Systems/ SLS Vanguard
|
|
3D
Systems, MJM (Multi Jet Modeling / Çok Jetli Modelleme)
serisi yeni cihazı InVision 3-D printer cihazını
ilk defa 2 Temmuz 2002'de ABD'nde düzenlenen SIGGRAPH
2002 fuarında teşhir etmişti. 13 Kasım 2003'de ABD'nde
39500 USD fiyattan ticari hale gelen InVision
3-D printer teknik özellikleri aşağıda verilmiştir:
 Jet
meme sayısı: 448 (224 adet inşa 224 adet destek malzemesi
püskürtme için) Jet
meme sayısı: 448 (224 adet inşa 224 adet destek malzemesi
püskürtme için)
İnşa zarfı: 298 x 185 x 203 mm (xyz)
Çözünürlük: 328 x 328 x 606 DPI (xyz)
Katman kalınlığı 606 DPI = 0,04mm
Model inşa malzemesi: Akrilik fotopolimer reçine
Destek malzemesi: Parafin tabanlı termopolimer (mum).
İnşa sonrası 70°C sıcaklıkta eritilerek temzilenir.
İnşa hızı: 5mm/saat yükseklik (z)
InVision
3-D printer, ThermoJet gibi
ofis ortamında çalışmak üzere tasarlanmış bir autofabrication
cihazıdır. ThermoJet'den farklı olarak, kullandığı akrilik
(acrylic) fotopolimer inşa malzemesi sayesinde yüksek
mukavemetli model ve prototipleri daha hızlı ve hassas
bir şekilde üretebilir. Bu cihaz fotopolimer malzeme
püskürtmesi sebebiyle Objet ile
benzerlik göstermektedir. Yalnız, sıvı fotopolimer yerine,
Denken
(SolidJet) cihazına benzer şekilde oda sıcaklığında
katı (jel) halinde olan bir tür fotopolimer kullanılmaktadır.
Bu, henüz kür olmamış ve katı haldeki fotopolimer sıcaklıkla
eritilerek memelerden püskürtülür ve soğuyarak katılaşmasının
ardından UV (kızıl ötesi) ışık altında kür edilir. InVision,
destek yapısı için ise farklı bir mum malzeme kullanmaktadır.
İnşa ve destek malzemeleri kartuşlar halinde makineye
yüklenir.
Destek
malzemesi inşa sonrası sıcaklıkla eritilerek temizlenir.
Yukarıda,
InVision 3-D printer ile inşa edilmiş bazı modeller
görülmektedir.
InVision
HR 3-D Printer www.3dsystems.com/products/multijet/invisionHR
 3D
Systems, kuyumculuk sektörü için geliştirdiği, daha
yüksek çözünürlüğe sahip
"InVision HR (High
Resolution / yüksek çözünürlük)
3-D Printer" isimli
cihazını ilk
defa 15-22 Nisan 2004 tarihlerinde İsviçre'de düzenlenen
BaselWorld 2004, Mücevher Fuarı'nda sergilemiştir. 3D
Systems, kuyumculuk sektörü için geliştirdiği, daha
yüksek çözünürlüğe sahip
"InVision HR (High
Resolution / yüksek çözünürlük)
3-D Printer" isimli
cihazını ilk
defa 15-22 Nisan 2004 tarihlerinde İsviçre'de düzenlenen
BaselWorld 2004, Mücevher Fuarı'nda sergilemiştir.
Bu yeni cihaz direkt hassas döküme uygun olan %20 mum
katkılı bir inşa malzemesi kullanmaktadır.
Bu cihazın dış görünümü
ve meme sayısı InVision
3-D printer ile
aynıdır. Yalnız cihazın yazılım ve donanımlarında yapılan
bazı değişikliklerle daha ince katmanlarla daha küçük
bir inşa zarfında daha yavaş fakat daha yüksek çözünürlüklü
bir inşa gerçekleştirilmektedir. Aşağıda InVision
3-D printer teknik
özellikleri verilmiştir:
Jet
meme sayısı: 448 (224 adet inşa 224 adet destek malzemesi
püskürtme için)
İnşa zarfı: 127 x 178 x 50 mm (xyz)
Çözünürlük: 656 x 656 x 800 DPI (xyz)
Katman
kalınlığı 800 DPI = 0,032mm
Model inşa malzemesi: %20 mum içeren akrilik fotopolimer
reçine
Destek malzemesi: Parafin tabanlı termopolimer (mum).
İnşa sonrası 70°C sıcaklıkta eritilerek temzilenir.
İnşa hızı: 2,5mm/saat yükseklik (z)
Aşağıdaki 3 resimde
InVision HR 3-D Printer ile üretilmiş bazı modeller
görülmektedir. Soldaki resimde inşa sonrası platform
görülmektedir; Tabladaki beyaz bölgeler destek, mavi
bölgeler ise inşa malzemesidir. Ortadaki ve sağdaki
resimlerde destek malzemesi eritilerek temizlenmiş modeller
görülmektedir. Sağdaki resimde bir hassas döküm sonucu
da görülmektedir.
Işıkla Kür > Tarayarak
> 3D
Systems/ SLA Serisi
Toz Bağlama > Isıtarak
> 3D
Systems/ SLS Vanguard
|
|
Daha
önce kapanmış olan İsrail tabanlı Cubital
firmasının 1987'den itibaren aldığı patentlerin tüm
hakları Mayıs 2001'de Objet tarafından devralınmıştır.
 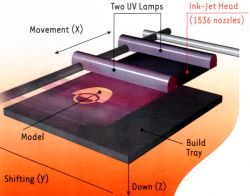
Yukarıda, ilk ticari
model Objet Quadra görülmektedir. 1536 adet memeden
püskürtülen inşa malzemesi her katman oluştuktan sonra
iki adet UV lamba ile kür edilir. Memeler UV lambalar
arasına yerleştirilmiştir. Suda çözünebilen ikinci bir
fotopolimer destek mazlemesi de aynı şekilde püskürtülerek
kür edilir. İnşa sonrasında jel benzeri destek yapısı
güçlü bir su spreyi yardımıyla çözülerek temizlenir.
x, y, z eksenlerinde sırasıyla 600, 300 ve 1270 dpi
(20 mikron) çözünürlüğe sahiptir. İnşa zarfı: 270mm
x 300mm x 200mm (yükseklik).
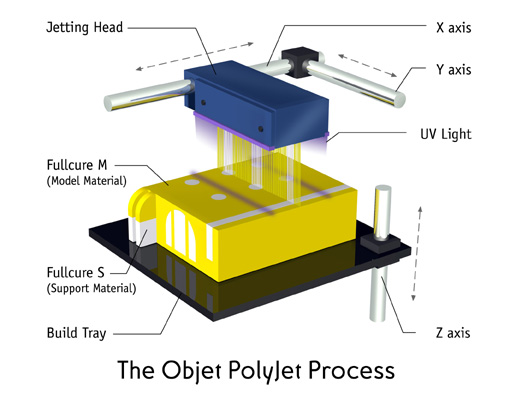
PolyJet
prosesi (Mayıs 2006)
 
Yukarıda, Objet Quadra
ile üretilmiş bazı modeller görülmekte
Bir
dizi deneme üretimi ve potansiyel müşterilerdeki testlerinin
ardından ilk kez Ekim 2001'de ABD'nde Objet Quadra satışına
başlanmıştır. Sonraki yıllarda ise daha gelişmiş modellerin
geliştirilmesinin ardından Objet Quadra'nın üretimi
durdurulmuştur:
 Soldaki
resim: Objet, 27 Kasım 2001 tarihinde ise QuadraTempoT
modelini duyurmuştur. 2002 başında ticari olan bu yeni
model birtakım yazılım ve donanım geliştirmeleri sayesinde
toplam inşa süresini, bir önceki Objet Quadra modelinden
%20-25 daha kısa zamanda tamamlayabilmektedir. PolyJetT
markalı teknolojiyi kullanan bu model aynı zamanda iki
adet UV lambaya ve daha büyük malzeme kartuş kullanma
seçeneğine sahiptir. Soldaki
resim: Objet, 27 Kasım 2001 tarihinde ise QuadraTempoT
modelini duyurmuştur. 2002 başında ticari olan bu yeni
model birtakım yazılım ve donanım geliştirmeleri sayesinde
toplam inşa süresini, bir önceki Objet Quadra modelinden
%20-25 daha kısa zamanda tamamlayabilmektedir. PolyJetT
markalı teknolojiyi kullanan bu model aynı zamanda iki
adet UV lambaya ve daha büyük malzeme kartuş kullanma
seçeneğine sahiptir.
QuadraTempo
teknik özellikleri:
İnşa zarfı: 270mm x 300mm x 200mm
Çözünürlük:
X= 600 dpi: 0,042 mm
Y= 300 dpi: 0,084 mm
Z= 1270 dpi: 0,021 mm
 Objet
Geometries Ltd., 13 Mayıs 2003 tarihinde QuadraTempo'nun
daha gelişmiş bir modeli olan Eden330 modelini
duyurmuştur. Dış görünüşü QuadraTempo ile benzer olan
bu yeni sistem önceki modele nazaran daha ince katmanlarla
inşa yapma kabiliyetine sahiptir. Ayrıca, bu yeni model
ile birlikte FullCureT
700 isimli, daha yüksek mekanik dayanıma sahip yeni
bir fotopolimer inşa malzemesi de geliştirilmiştir (öncekine
kıyasla 3 kat daha esnek, iki kat daha sağlam olan bu
malzeme ile 0.6mm et kalınlığında parçalar inşa edilebilir). Objet
Geometries Ltd., 13 Mayıs 2003 tarihinde QuadraTempo'nun
daha gelişmiş bir modeli olan Eden330 modelini
duyurmuştur. Dış görünüşü QuadraTempo ile benzer olan
bu yeni sistem önceki modele nazaran daha ince katmanlarla
inşa yapma kabiliyetine sahiptir. Ayrıca, bu yeni model
ile birlikte FullCureT
700 isimli, daha yüksek mekanik dayanıma sahip yeni
bir fotopolimer inşa malzemesi de geliştirilmiştir (öncekine
kıyasla 3 kat daha esnek, iki kat daha sağlam olan bu
malzeme ile 0.6mm et kalınlığında parçalar inşa edilebilir).
Eden330 teknik özellikleri:
İnşa zarfı: 336mm x 326mm x 200mm
Çözünürlük:
X= 600 dpi: 0,042 mm
Y= 300 dpi: 0,084 mm
Z= 1600 dpi: 0,016 mm
(toplam jet meme sayısı belirtilmemiştir)
Eden330
modelinin piyasaya sürülmesinin ardından, 2003 sonlarına
doğru QuadraTempo'nun üretim ve satışı durdurulmuşur.
 Objet
Geometries Ltd., 05 Nisan 2004 tarihinde, daha küçük
bir inşa zarfına sahip Eden260 modelini duyurmuştur. Objet
Geometries Ltd., 05 Nisan 2004 tarihinde, daha küçük
bir inşa zarfına sahip Eden260 modelini duyurmuştur.
Eden260 teknik özellikleri:
İnşa zarfı: 256mm x 250mm x 203 mm
İnşa hızı: 1,25 cm yükseklik/saat
Boyutsal hassasiyet: 0,1 - 0,2 mm
Çözünürlük:
X= 600 dpi: 0,042 mm
Y= 300 dpi: 0,084 mm
Z= 1600 dpi: 0,016 mm
Jet kafa sayısı: 8 adet
 Objet
Geometries Ltd., Euromold 2005'de (Kasım 2005), büyük
inşa zarfına sahip Eden500V modelini duyurmuştur. Objet
Geometries Ltd., Euromold 2005'de (Kasım 2005), büyük
inşa zarfına sahip Eden500V modelini duyurmuştur.
Eden500V teknik özellikleri:
İnşa zarfı: 490mm x 390mm x 200 mm
İnşa hızı: 1,25 cm yükseklik/saat
Boyutsal hassasiyet: 0,1 - 0,3 mm
Çözünürlük:
X= 600 dpi: 0,042 mm
Y= 600 dpi: 0,042 mm
Z= 1600 dpi: 0,016 mm
Jet kafa sayısı: 8 adet
 Objet
Geometries Ltd., Aralık 2005'de, Eden350V ve
Eden350 modellerini duyurmuştur. Bu modeller
Eden330'dan biraz daha büyük bir inşa zarfına ve Y ekseninde
2 kat fazla çözünürlüğe sahiptir. 350V modeli ise 350
modelinden daha yüksek bir inşa hızına sahiptir. Objet
Geometries Ltd., Aralık 2005'de, Eden350V ve
Eden350 modellerini duyurmuştur. Bu modeller
Eden330'dan biraz daha büyük bir inşa zarfına ve Y ekseninde
2 kat fazla çözünürlüğe sahiptir. 350V modeli ise 350
modelinden daha yüksek bir inşa hızına sahiptir.
Eden350 ve 350V teknik özellikleri:
İnşa
zarfı: 350mm x 350mm x 200 mm
Çözünürlük:
X= 600 dpi: 0,042 mm
Y= 600 dpi: 0,042 mm
Z= 1600 dpi: 0,016 mm
Jet
kafa sayısı: 8 adet
 Objet
Geometries Ltd., Ocak 2006'da, küçük inşa zarfına sahip
yeni modeli olarak Eden250'i duyurmuştur. Objet
Geometries Ltd., Ocak 2006'da, küçük inşa zarfına sahip
yeni modeli olarak Eden250'i duyurmuştur.
Eden250 teknik özellikleri:
İnşa
zarfı: 250mm x 250mm x 200 mm
Boyutsal hassasiyet: 0,1 - 0,2 mm
Çözünürlük:
X= 600 dpi: 0,042 mm
Y= 300 dpi: 0,084 mm
Z= 1600 dpi: 0,016 mm
 Malzeme
seçenekleri: Malzeme
seçenekleri:
Objet,
farklı ihtiyaçlara uygun malzeme seçenekleri sunmaktadır;
.
FullCure©720 Model transparent (şeffaf inşa malzemesi)
. VeroBlue Opaque material (opak mavi inşa malzemesi)
. VeroWhite Opaque material (opak beyazinşa malzemesi)
. TangoBlack, rubber-like flexible material (esnek malzeme
- siyah)
. TangoGray, rubber-like flexible material (esnek malzeme
- gri)
. FullCure©705 Support (suda eriyen destek malzemesi)
|
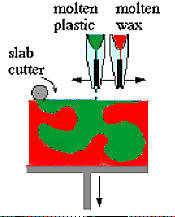
Bunu diğer autofabrication tekniklerinden
ayıran önemli bir nokta, cihazın erimiş mum damlacıklarını
püskürterek katmanları direkt oluşturmak yerine sadece
katmanların dış çeperlerini inşa etmesidir. İnşa edilen
parçanın katmanları ise ayrıca eritilmiş farklı bir mum
malzemenin yayılarak boşluklara doldurulmasıyla gerçekleişir:
 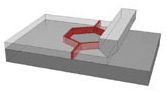 
Solda: Erimiş,
ayırıcı mum damlacıkları hareketli bir yazıcı kafasından
püskürtülerek katman çeperi oluşturulur. Bu mum, suda
çözülebilme özelliğine sahiptir.
Ortada: Katmanın
içi ve dışı birlikte, erimiş farklı bir mum malzeme
ile doldurulur. Bu malzemenin erime sıcaklığı önceki
ayırma mumundan daha düşük olduğu için, bu işlem sırasında,
önceki safhada inşa edilen katman duvarlarının eriyerek
bozulması önlenmiş olur. Çeperlerin dışında kalan kısımlardaki
malzeme ise destek görevi üstlenir.
Sağda: Önceki
işlemler tüm katmanlar için tekrarlanıp inşa bittikten
sonra ayırıcı mum suda eritilerek parça elde edilir.
Bu teknoloji ticari
hale gelemeden Generis firması web sitesi faaliyetini
durdurmuştur. Muhtemelen Generis, Extrude Hone tarafından
satın alındığı için bu teknoloji artık ProMetal
bünyesinde geliştirilebilecektir.
Toz Bağlama > Yapıştırıcıyla > Generis
GmbH
|
 |
BPM Inc., (BPM, Ballistic Particle Manufacturing) |
  1989 yılında kurulan BPM,
1995 yılında ilk ticari cihazını üretmiştir.
1989 yılında kurulan BPM,
1995 yılında ilk ticari cihazını üretmiştir.
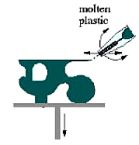
BPM tekniğinde, 5 eksen
ile kontrol edilen bir memeden, inşa edilen yüzeye sürekli
dik olarak erimiş plastik partiküller halinde püskürtülür
(Continuous Articulation of Normals). Bu firmanın cihazı
ucuz (35000$) olmasına rağmen imalat kalitesinin ve hızının
yetersiz olması sebebiyle piyasada tutunamamıştır. |
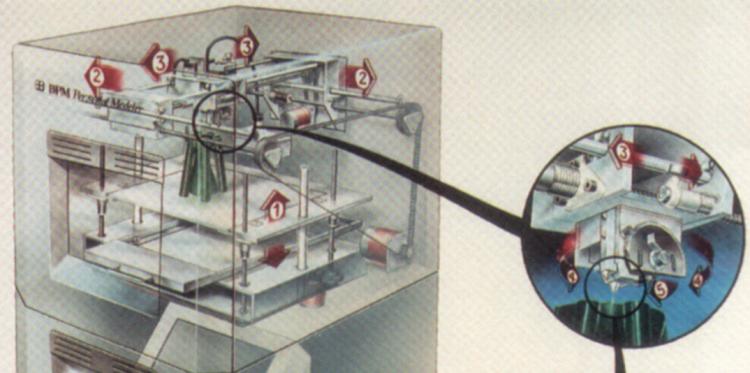
 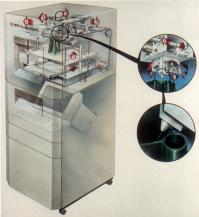  Solda: BPM Personel Modeler.
250x203x150mm ölçülerinde bir inşa zarfına sahiptir.
Solda: BPM Personel Modeler.
250x203x150mm ölçülerinde bir inşa zarfına sahiptir.
Ortada: cihazın çalışma
prensibi (Büyük
resim: 750 x 373 Piksel, 39 KB)
Görüldüğü gibi cihaz çok karmaşık bir yapıya sahiptir.
Bu, cihazın kolay arıza yapmasının yanında düşük
hız ve hassasiyete sahip olmasına sebep olan önemli bir
faktördür.
Sağda: Bir model inşa edilirken... |
Afit,
fotokopi ve lazer yazıcıların arkasındaki teknoloji olan
"electrophotography" konusunda Ar-Ge çalışmaları
yapan ve bu sektörde birçok ürüne sahip bir Japon firmasıdır.
Afit, bu birikimini kullanarak 2002 yılında electrophotography
prensibine bağlı olarak tonerin (toz) inşa malzemesi olarak
kullanıldığı ve PLIGRAPHY ismini verdikleri bir autofabrication
teknolojisi üzerine çalıştığını duyurmuştur. PLIGRAPHY
yüksek hız ve hasassiyeti aynı anda elde etme potansiyeline
sahiptir. Bu cihaz 50 mikron rezolusyona sahiptir ve 0.1mm
kalınlıktaki 200 katmanı 50 dakikada inşa edebilir (24mm/saat
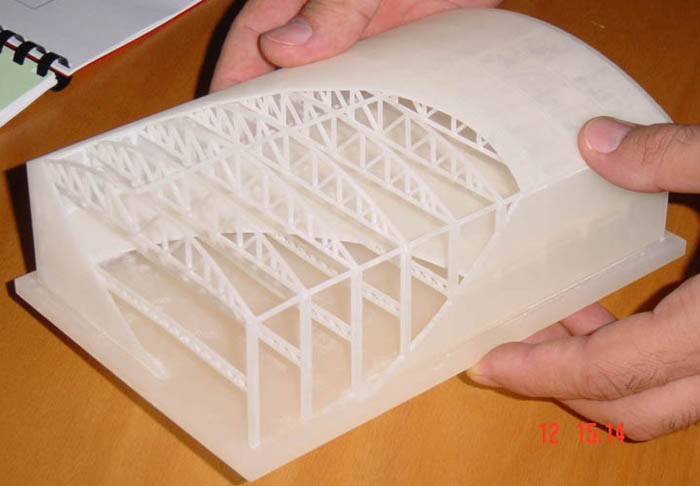
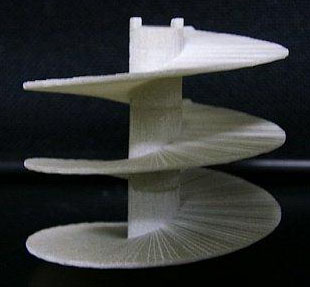
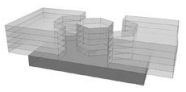
yükselme hızı). Aşağıda, PLIGRAPHY teknolojisi ile inşa
edilmiş üç örnek görülmektedir:
1- Kuzey Japon Alplerine ait 1/400000 ölçekli bir arazi
modeli,
2- Şehir maketi,
3- Sprial bir parça modeli,
4- Destek malzemesi kullanılmadan inşa edilmiş karmaşık
bir geometri görülmektedir (inşa sırasında kullanılmayan
tozlar destek malzemesi işlevi gördüğünden dolayı ayrıca
bir destek yapısı inşa etmeye gerek kalmaz). |
|
Ağustos
1999'da MEMGen Corp. (MicroElectroMechanicalGeneration)
ismi altında kurulan Microfabrica Inc., Güney California
Üniversitesi'nde (University of Southern California)
Adam Cohen* liderliğinde geliştirilen ve EFABT (Electrochemical
FABrication / Elektrokimyasal İnşa) ismi verilmiş olan,
mikro düzeyli parçaların (micromachines / mikromakineler)
üretiminde kullanılan bir tür autofabrication teknolojisini
ticari hale getirmiştir. Eylül 2002'de Vacit Arat
bu firmada yönetici (CEO) olmuştur:
(www.microfabrica.com/press_room/releases/2002_09_09.htm)
|
|
EFAB,
bu sayfada ele alınan diğer teknolojilerden farklı
olarak inşa malzemesini mekanik olarak püskürterek
değil, elektrokimyasal olarak yüzeye yığar:
(a) İstenilen bölgelerin seçilmesi için "Instant
Mask" ismi verilen ve elektrokimyasal madde
yığılmasını kontrol eden bir maske kullanılır.
(b) Her
katmandaki destek malzemesi ise maskesiz olarak
tüm yüzeye yığılır.
(c) Ardından yüzey düzeltilerek istenmeyen bölgelere
kaplanmış destek malzemesi uzaklaştırılır ve bir
sonraki katman için yüzey hazır hale gelir.
İşlemler bu şekilde tekrarlanır... |
|
|
|
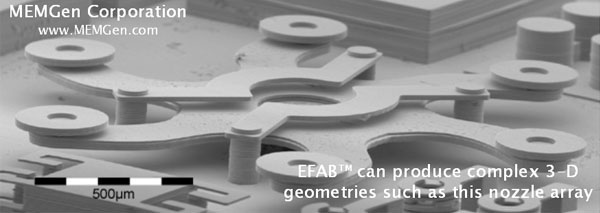
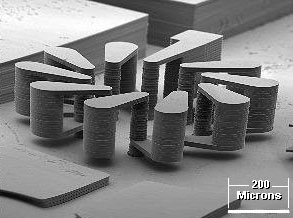
İnşa
sonrası destek yapısının malzemesi kimyasal olarak
eritildiğinde geriye kompleks 3D geometriye sahip
çok küçük ölçekli parça veya makineler kalır...
Temelde bir inşa ve bir destek malzemesi kullanan
EFAB, birden fazla inşa ve/veya destek malzemesi
kullanarak çoklu malzemeye sahip (multimaterial)
parçalar da üretme potansiyeline sahiptir. |
Yarı
iletken (semiconductor) mikroçip, entegre devre ve benzeri
mikro yapıları "photolithography / fotolitografi"
tekniğiyle üretimde kullanılan sabit ışık maskeleri yerine
Instant MaskingT isimi verilen bir dinamik maske oluşturma
tekniği EFAB teknolojisinde anahtar rol oynamaktadır.
| Sağda,
EFAB teknolojisiyle üretilmiş, bazı örnekler görülmektedir.
İlk resimde bir nozul dizini görülmekte, aynı resmin
sol alt köşesinde ise 0.5mm boyunda minik bir ivme
ölçer bulunmaktadır. |
  |
Klasik mikroçip üretim tekniğine göre EFAB'ın şu avantajları
vardır:
1- Yarı iletken üretim tekniklerinden 50 kat daha hızlı
bir şekilde mikromakine üretebilir.
2- Klasik yöntemler elektronik uygulamalarına yönelik
olarak en fazla 5 katman üretebilirken EFAB ile yüzlerce
katmandan oluşan mikro yapılar kolay ve hızlı şekilde
inşa edilebilir.
3- Yarı iletken üretim teknolojisinin kullanılması çok
zor iken, EFAB tekniği yaygın olarak bilinen 3D CAD verisini
alarak üretime geçebilir.
4- Yarıiletken üretimi için gerekli ve çok yüksek maliyetli
temiz odalar (clean room) yerine tek bir cihazın içinde
çok daha düşük maliyetle mikromakine inşası yapılabilir.
*Hızlı
prototip sektörüne yönelik ilk yayınlardan Rapid
Prototyping Report dergisinin kurucusu olan Adam
Cohen, Soligen'in
de kurucu ortaklarındandır. Bir süre 3D Systems bünyesinde
de çalışmış olan Cohen, SLA
250 modelinin geliştirilerek ticari hale getirilmesinde
önemli rol oynamıştır.
Not:
MEMS konusunda geniş bilgiye www.memsnet.org
sitesinden ulaşılabilir.
|
DMD, (Direct Metal
Deposition, Direkt Metal Yığılması) sisteminde CO2
lazer ile metal tozları eritilerek katmanlar halinde parça
inşa edilir. İnşa sırasında sıcaklık, buna bağlı olarak
da soğuyan metalin kristal yapısı kontrol altında tutulur.
İnşa sırasında parçanın değişik noktalarına farklı metal
tozları beslenerek kompozit parçalar (DMD Smart Parts)
üretilebilir. Bu sistem, yeni bir parçanın inşasında kullanılabileceği
gibi, başka şekillerde imal edilmiş metal parçaların tadilatı
amacıyla da kullanılabilir. Mesela, aşınmış veya zarar
görmüş plastik enjeksiyon kalıpları veya türbin kanatları
gibi uçak parçaları bu sistemle onarılabilir. |
|
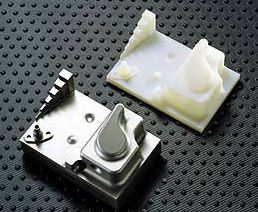
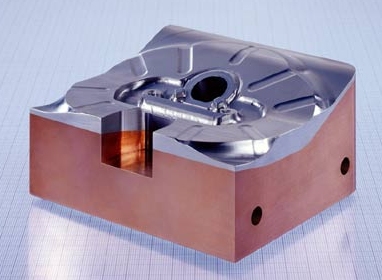
Sağda, POM/DMD yöntemiyle
imal edilmiş metal bir test parçası gözükmektedir.
Yukarısında ise aynı
parçanın SLA cihazı ile imal edilmiş olanı referans
için verilmiştir.
|
|
Almanya'nın en eski ve
güçlü lazer kesim tezgahları üreticilerinden biri olan
TRUMPF, 2003 Euromold
Fuar'ında autofabrication prensibini kullanan iki ürününü sergilemiştir.
Bunlardan biri, ABD tabanlı POM ile işbirliği sonucu
ürettiği DMD (Direct
Metal Deposition, Direkt Metal Yığılması) tekniğini
kullanan DMD 505 modeli autofabrication cihazıdır. Diğeri ise
Harç yığma yerine toz bağlama tekniğini kullanan LF
- Laserforming cihazıdır.
|
|
|
|
|
DMD
505 tezgahı
|
İnşa
prosesi detay resmi
|
|
|
|
|
DMD
505 tezgahında bakır blok üzerinde üretilmiş bir
kalıp
|
Kalıp
onarım-ekleme sonucu bir parça
|
|
İlk olarak Sandia National
Lab.'da geliştirilen LENS (Laser Engineered Net Shaping)
teknolojisi, sanayi uygulamaları için OPTOMEC firması
tarafından lisanslanmıştır. Bu teknolojinin temel çalışma
prensibi aşağıdaki resimlerde görülmektedir: İnşa yüzeyine
püskürtülen metal tozları lazer enerjisi ile eritilerek
yüzeye yapıştırılır.
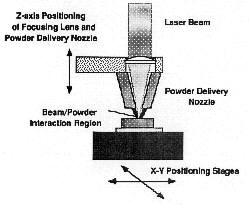
Metal tozları, lazer ışınıyla aynı eksende (coaxial)
yüzeye püskürtülür. Odaklama için mercek sistemi
z ekseninde, tabla da inşa kontrolü için x ve
y ekseninde hareket ettirilir. |
|
|
|
Sağda:
700 Watt cw Nd:YAG laser kullanan LENS 750 cihazı.
|
|
 |
|
|
Bu
sistemde, 1400W'lık çok güçlü bir CO2
lazer kullanılarak titanyum tozları "inert" gaz altı
ortamda eritilerek katmanlar halinde parça inşa edilir.
Yukarıdaki resimde, ortada gözüken sarı dik çizgi
lazer huzmesini, yanlardaki gri renkli kısımlar titanyum
tozlarının akış yolunu, kırmızı kısım ise ergimenin
gerçekleştiği bölgeyi temsil etmektedir.
Parça,
inşa bitiminde yeterince hassas ölçülere sahip olmadığı
için talaşlı imalata gerek duyulmaktadır. Bu teknoloji,
uzay ve havacılık sanayindeki parça imalatı veya onarımına
yönelik geliştirildiği için, hafif ve sağlam olması
sebebiyle bu sektörde önemli bir yere sahip olan titanyum
metali inşa malzemesi olarak kullanılmaktadır. Lasform
(Laser Forming / Lazerle Şekillendirme) cihazı satışı
yerine Aeromet firması bu cihazı kullanarak dışarı
servis vermektedir...
|

Sağdaki resimde 4*4*4 feet
yani 120*120*120cm ebadında inşa zarfına sahip cihaz
görülmektedir. |
|
|
Solda, Lasform yöntemi
ile titanyumdan inşa edilmiş parça, sağda ise aynı parçanın
talaşlı imalat yöntemleriyle işlendikten sonraki hali
gözükmektedir.
Daha sonraları MTS
Systems Corporation bünyesinde operasyonlarına devam
eden AeroMet, Ekim 2005'de stratejik görülmemesi sebebiyle
kapandı. Faaliyeti sona eren web sitesindeki (www.mts.com/aerometcorp.htm)
ilgili not şöyleydi:
For
approximately seven years MTS has invested in laser
additive manufacturing (LAM) technology in hopes of
commercializing the process.
We made many excellent technology advances. These advances
include substantial proprietary process developments
as well as the delivery of LAM based components now
flying on various US military aircraft. We have been
unsuccessful however, in achieving a sustainable business
model. Additionally, continued operations would require
significant further investments.
Since the business is not strategic to MTS, and given
the conditions stated above, MTS has decided to discontinue
AeroMet operations.
|
|
 H&R
Technology firması PMDT (Precision Metal Deposition
- Hassas Metal Yığma) ismini verdiği teknolojisini ilk
zamanlarında esnek tabaka halindeki malzemeler için
bıçaklı kesme kalıpları imal etmek amacıyla kullanmıştır.
Sağda görülen MACH-II modeli cihaz tam otomatik olarak
kesme kalıbı üretebilir. Lazer enerjisi ile metal bir
tel eritilip yüzeye kaynaştırılarak bıçak inşa edilir
ve ardından yine aynı cihazın içinde bulunan bir talaşlı
imalat sistemiyle bıçakların bilenmesi de tamamlanır. H&R
Technology firması PMDT (Precision Metal Deposition
- Hassas Metal Yığma) ismini verdiği teknolojisini ilk
zamanlarında esnek tabaka halindeki malzemeler için
bıçaklı kesme kalıpları imal etmek amacıyla kullanmıştır.
Sağda görülen MACH-II modeli cihaz tam otomatik olarak
kesme kalıbı üretebilir. Lazer enerjisi ile metal bir
tel eritilip yüzeye kaynaştırılarak bıçak inşa edilir
ve ardından yine aynı cihazın içinde bulunan bir talaşlı
imalat sistemiyle bıçakların bilenmesi de tamamlanır.
PMDT
düz tel lazer metal yığma (flat wire laser metal deposition)
tekniğiyle, benzer teknolojilere kıyasla küçük miktarda
eriyik metal bulunduğu ve buna bağlı olarak termal gerilimler
de düşük az olduğu için daha az çarpılmayla daha kontrollü
ve üstün özelliklere sahip metalurjik yapılı parçalar
inşa edilebilir.
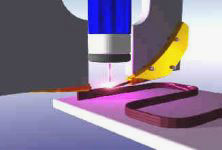
PMD
teknolojisi: Soldaki resimde görüldüğü gibi lazer
ışını yukarıdan aşağıya dik olarak verilir ve yandan yataya
yakın bir açıyla beslenen metal telin ucunu eriterek bir
önceki tabakayla kaynaşmasını sağlar. İşlem sırasında
korozyonu önlemek için tel besleme kafasının yanından
ergime bölgesine asal bir gaz püskürtülür. Sistem bu yönüyle
MIG (Metal Inert Gas - Metal Asal Gaz) kaynağına benzemektedir.
Lazer enerjisi metal yüzeyinin ısıl işleme tabi tutulmasında
da kullanılır. H&R Technology Inc., PMD ile ilgili
olarak ilk defa 1996 yılında 5,578,227 numaralı ABD patentini
almıştır.
Sağda, PMD teknolojisiyle inşa edilmiş küçük ve
hassas bir kesme kalıbı görülmektedir. PMD, autofabrication teknolojisinin
direkt imalatta kullanılmasına güzel bir örnektir.
H&R
Technology daha sonra bu teknolojinin kullanım alanlarını
genişletmiş ve NSM (Net Shape Manufacturing - Net Şekilli
İmalat) ismini verdiği 3D metal parça üretim servisi de
vermeye başlamıştır. Sistem yeni parça veya kalıp üretmenin
yanı sıra, özellikle havacılık/jet motoru sektörüne yönelik
olarak karmaşık geometriye sahip titanyum, inconel veya
paslanmaz çelik kalıp ve parçaların onarımında da kullanılabilmektedir:
Solda,
PMD tekniğiyle inşa edilmiş bir türbin kanatçığı. Bu tekniğin
türbin kanadı onarımında kullanılması da hedeflenmiştir.
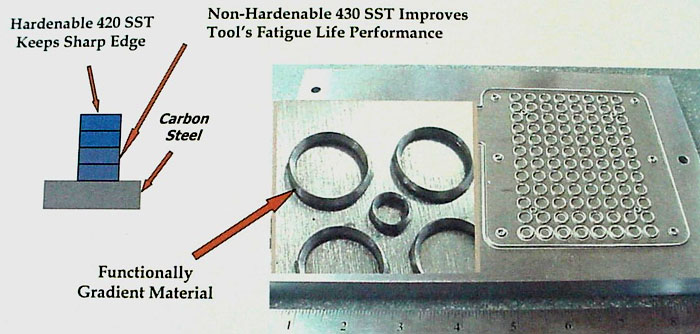
Sağda, Birden çok metal malzemenin kullanıldığı
bir çok malzemeli (multimaterial) kesme kalıbı örneği.
Kalıp taban plakası karbon çeliğidir. Bu taban üzerine
sertleştirilemiyen (yorulmaya karşı dayanımlı) 430 SST
çeliğiyle, keskinliğini uzun süre muhafaza edebilecek
şekilde sert gereken bıçak ucu ise sertleştirileblir 420
SST çeliğinden inşa edilmiştir. Böylece, tabanı metal
yorulmasına (fatigue) karşı dayanımlı bıçak daha uzun
bir ömüre sahip olur.
Firma tarafından FGM (functionally gradient material,
fonksiyonel değişken malzeme) olarak adlandırılan bu tip
uygulamalara bir örnek de korzoyon ve/veya aşınmaya dayanması
için metal parça yüzeylerinin daha yüksek performanslı
başka bir malzemeyle ince bir tabaka halinde kaplanmasıdır
(bu ve diğer uygulamalarla ilgili resimler firmanın web
sayfasından bulunabilir). |
| Erimiş metal püskürtme
üzerine diğer çalışmalar: |
|
Her
ne kadar bu raporun kapsamı dışına çıksa da, henüz araştırmanın
ilk safhalarında olan ve erimiş metal püskürtmeyi hedfleyen
bazı autofabrication teknolojileriyle ilgili kısa açıklamalar
ve/veya internet adresleri önemi sebebiyle aşağıda verilmiştir:
 Düşük
erime sıcaklığına sahip metaller kullanarak yıllarca
bu konuda çalışmalar yapmış Incre, LLC firması
2001 yılının başında çalışmalarını durdurmuş ve Incremental
Fabrication Technology (IFT) adındaki teknolojisinii
ve ilgili patent haklarını satışa çıkartmıştır. Sağda,
ilk yapılan test üretimlerine ait bir numune görülmektedir.
(0.8mm'lik tel eritilerek 75mm çapındaki bu parça 10
dakikada inşa edilmiştir) Düşük
erime sıcaklığına sahip metaller kullanarak yıllarca
bu konuda çalışmalar yapmış Incre, LLC firması
2001 yılının başında çalışmalarını durdurmuş ve Incremental
Fabrication Technology (IFT) adındaki teknolojisinii
ve ilgili patent haklarını satışa çıkartmıştır. Sağda,
ilk yapılan test üretimlerine ait bir numune görülmektedir.
(0.8mm'lik tel eritilerek 75mm çapındaki bu parça 10
dakikada inşa edilmiştir)
Not: Incre LLC, web sitesi bir süre ww.peak.org/~incre
adresinde bulunmaktaydı.
Texas
Üniv.'nde (Arlington, ABD) bünyesinde LMJP (Liquid
Metal Jet Printing - Sıvı Metal Jetli Yazıcı teknolojisi)
geliştirilmektedir. LMJP mürekkep püskürtmeli yazıcı
teknolojisine çok benzerlik göstermektedir; fakat mürekkep
yerine erimiş metal kullanılmaktadır. Bazı mekanik parçalar
ve elektronik konnektörler üretme konusunda araştırmalar
yapılmıştır. Bu çalışmalar bir süre www.metaljet.org
adresinde gösterilmişti. Buna benzer çalışmalar aşağıdaki
kuruluşlar tarafından da yapılmaktadır:
- MIT
Droplet
Based Manufacturing Laboratory
- Carnegie
Mellon Univ., Shape Deposition Manufacturing (SDM):
autofabrication,
kalıplama-döküm, ve CNC tekniklerinin bir melezi olan
bu teknolojide metallerin yanı sıra seramik ve plastik
malzemeler de kullanılabilir.
- University
of California, Irvine Droplet
Dynamics & Net-Form Manufacturing Lab.
- University
of Toronto Centre
for Advanced Coating Technologies
|
| Home | Previous Page |
Next Page |
|
|