|
|
|
| Home | Previous Page
| Next Page
|
Autofabrication Technologies > Powder Binding > Fusing:
 Not: Şemadaki başlıkları tıklayarak, direkt açıklama sayfalarını görebilirsiniz.
Not: Şemadaki başlıkları tıklayarak, direkt açıklama sayfalarını görebilirsiniz.
Toz halindeki ham katmanın
istenilen noktalarda lazer veya elektron ışını gibi enerji
kaynakları ile ısıtılıp eritilerek ve/veya sinterlenerek birbirine kaynaştırılması:
Enerji kaynağı olarak lazer
kullanıldığında bu teknik genellikle SLS (Selective Laser
Sintering, seçmeli lazer sinterlemesi) ismiyle anılır.
- DTM
Corp. (ABD), SLS
- 3D
Systems Inc. (ABD), SLS
- EOS
GmbH, (Almanya), EOSINT
- MCP-HEK
GmbH, (Almanya), SLM
- Phenix
Systems (Fransa),
- Arcam
AB (İsveç), EBM
- Speed
Part AB (İsveç), SMS
- Concept
Laser GmbH (Almanya), LaserCUSING
- TRUMPF
(Almanya), LF - Laserforming
Not: POM, OPTOMEC
ve AEROMET firmalarının kullandığı teknolojiler de tozları
ısıtıp eriterek yapıştırmasına rağmen, katman inşasının
tozları püskürterek gerçekleştirilmesi sebebiyle bu teknolojiler,
püskürterek
yığma kategorisi altında incelenmiştir. |
| Seçmeli
Lazer Sinterlemesi, SLS, (Selective Laser Sintering) |
|
 Bu
teknikte, ısıtıldığında kaynaşabilen toz halindeki bir
inşa hammaddesi (heat fusible powder) ince ve düzgün
bir tabaka halinde yayılır. Ardından yüzeydeki seçilen
bölgeler lazer ışınıyla taranır. Işının yüzeye çarptığı
noktalarda oluşan sıcaklıkla toz malzeme kısmen eriyerek
ve/veya sinterlenerek
temas halinde olduğu diğer toz taneleri ile kaynaşır.
Bu işlemden sonra inşa zarfının tabanında bulunan platform,
bir katman kalınlığı kadar aşağı çekilir. Her katmanın
inşası için bu işlemler gerektiği kadar (defalarca)
tekrarlandıktan sonra, inşa süresince doğal bir destek
görevi üstlenmiş olan serbest tozlar fırça veya vakum
emici ile manuel olarak temizlenerek üretilen parça(lar)
alınır. Bu
teknikte, ısıtıldığında kaynaşabilen toz halindeki bir
inşa hammaddesi (heat fusible powder) ince ve düzgün
bir tabaka halinde yayılır. Ardından yüzeydeki seçilen
bölgeler lazer ışınıyla taranır. Işının yüzeye çarptığı
noktalarda oluşan sıcaklıkla toz malzeme kısmen eriyerek
ve/veya sinterlenerek
temas halinde olduğu diğer toz taneleri ile kaynaşır.
Bu işlemden sonra inşa zarfının tabanında bulunan platform,
bir katman kalınlığı kadar aşağı çekilir. Her katmanın
inşası için bu işlemler gerektiği kadar (defalarca)
tekrarlandıktan sonra, inşa süresince doğal bir destek
görevi üstlenmiş olan serbest tozlar fırça veya vakum
emici ile manuel olarak temizlenerek üretilen parça(lar)
alınır.
Işının tozları daha
az enerjiyle ve daha hızlı kaynaştırabilmesi için inşa
yüzeyi harici ısıtıcılarla sıcak tutulur. Ayrıca, metal
tozları kullanıldığında kaynaşmayı engelleyici oksitlenme
problemini ortadan kaldırmak için ortama oksijeni giderici
farklı bir gaz doldurulur.
İnşa malzemesi olarak
plastik, metal veya seramik tozları kullanılabileceği
gibi bunların karışımlarından oluşan kompozit tozlar
da kullanılabilir. Cam elyaf takviyeli plastik tozları
veya üzeri plastik kaplı metal tozları buna verilebilecek
örneklerdendir.
|
 |
DTM Corp. (SLS) |
SLS (Selective Laser
Sintering/ Seçmeli Lazer Sinterlemesi) teknolojisi ilk
olarak Texas Üniversitesi'nden Carl Deckard tarafından
bir doktora çalışması olarak geliştirilmiş, 1 Aralık 1987'de,
önceleri Nova Automation ismiyle kurulan DTM Corp. tarafından
ise 1992 yılında ticari hale getirilmiştir. Eylül 2001
tarihinde DTM firmasını satın almasıyla ise, SLS sistemleri,
3D Systems firmasının ürün
yelpazesine dahil olmuştur.
  Yukarıda, Carl R. Deckard'ın
17 Ekim 1986'da başvurduğu ve 5 Eylül 1989'da aldığı "Method
and apparatus for producing parts by selective sintering"
başlıklı ve 4,863,538 no'lu ilk patentine ait iki resim
görülmekte.
Yukarıda, Carl R. Deckard'ın
17 Ekim 1986'da başvurduğu ve 5 Eylül 1989'da aldığı "Method
and apparatus for producing parts by selective sintering"
başlıklı ve 4,863,538 no'lu ilk patentine ait iki resim
görülmekte.
 
Solda, Sinterstation 2000
modelini izleyen ve Temmuz 1996'da üretilen Sinterstation
2500, sağda ise sonraki modeli Sinterstation 2500 PLUS
görülmektedir. SLS cihazlarının 2001'de çıkan son modeli
Vanguard ise 3D Systems
firması altında incelenmiştir.
 Yukarıda, inşa sonrası
destek görevi gören tozların fırça ile temizlenerek, otomobil
ayna parçasına ait bir prototipin Sinterstation 2500 cihazından
çıkarılışı görülmektedir (ref: www.ktechnik.de)
Yukarıda, inşa sonrası
destek görevi gören tozların fırça ile temizlenerek, otomobil
ayna parçasına ait bir prototipin Sinterstation 2500 cihazından
çıkarılışı görülmektedir (ref: www.ktechnik.de)
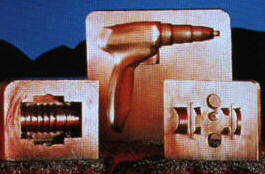
| Solda,
polyamide tozundan bir seferde tek parça halinde
inşa edilmiş, iki plaka arasındaki 6 spiral yaydan
oluşan fonksiyonel bir numune görülmektedir. |
  |
|

DTM firmasının SLS teknolojisi ile "nylon" tozu kullanılarak
üretilmiş olan bu motorlu testerenin plastik gövdesi direkt
olarak testlerde kullanılabilecek mukavemete sahiptir. |

"Polycarbonate" tozu ile üretilen modeller hassas
döküm teknolojisi için de uygundur. Arka planda model,
önde ise dökümle elde edilmiş metal parça görülmekte. |

Toplam 3 parçadan oluşan bu anahtar, tek seferde cihaz
içinde inşa edilmiş ve hareketli parçaların arasındaki
serbest tozlar temizlendikten sonra çalışır duruma gelmiştir! |
DTM
Rapid Tool (hızlı kalıp) teknolojisi:
 Kalıp önce, plastik kaplı
özel metal tozları (LaserForm ST-100)
kullanılarak inşa edilir (lazer ışını, plastik tabakayı
eriterek metal tozlarını geçici olarak birbirine yapıştırır).
İnşa bitiminde "Green Part" olarak adlandırılan parça
özel bir fırında önce ısıtılarak plastik yapıştırıcıdan
arındırılır (Debinding Process), ardından parça sıcaklık
altında bir süre daha bekletilerek sinterlenir.
Sinterleme sonrasında gözenekli çelik bir kalıp oluşmuştur
ve parçanın bu durumu "brown part" olarak adlandırılır.
Mukavemeti arttırmak için kalan boşluklara yine fırın
içinde erimiş bakır (yeni versiyonda bronz) emdirilir.
Pamuğun veya süngerin suyu emdiği gibi gözenekli çelik
de bakırı kolayca emer. 2-3 haftada tamamlanabilen bu
işlemler sonrasında tam yoğunluğa erişmiş parça (fully
dense part) plastik enjeksiyonda kalıp olarak kullanıldığında
100.000 parçaya kadar basabilecek mukavemete sahiptir.
Kalıp önce, plastik kaplı
özel metal tozları (LaserForm ST-100)
kullanılarak inşa edilir (lazer ışını, plastik tabakayı
eriterek metal tozlarını geçici olarak birbirine yapıştırır).
İnşa bitiminde "Green Part" olarak adlandırılan parça
özel bir fırında önce ısıtılarak plastik yapıştırıcıdan
arındırılır (Debinding Process), ardından parça sıcaklık
altında bir süre daha bekletilerek sinterlenir.
Sinterleme sonrasında gözenekli çelik bir kalıp oluşmuştur
ve parçanın bu durumu "brown part" olarak adlandırılır.
Mukavemeti arttırmak için kalan boşluklara yine fırın
içinde erimiş bakır (yeni versiyonda bronz) emdirilir.
Pamuğun veya süngerin suyu emdiği gibi gözenekli çelik
de bakırı kolayca emer. 2-3 haftada tamamlanabilen bu
işlemler sonrasında tam yoğunluğa erişmiş parça (fully
dense part) plastik enjeksiyonda kalıp olarak kullanıldığında
100.000 parçaya kadar basabilecek mukavemete sahiptir.
Sağda, DTM Rapid
Tool (hızlı kalıp) teknolojisi ile üretilmiş plastik enjeksiyon
kalıpları: Kalıp içindeki bakırın ısı iletimini arttırması
sayesinde kalıbın çalışma sırasında soğuması daha kolay
olur. Ayrıca kalıp içine inşa sırasında yüzeye paralel
şekilde eğimli soğutma kanalları da bırakılabilir. |
Eylül 2001 tarihinde
DTM Corp. firmasını satın almasıyla,
SLS sistemleri, 3D Systems firmasının ürün yelpazesine
dahil olmuştur.
3D Systems, Vanguard
si2 ve Vanguard si2 HS modellerini sunmaktadır.
Bu yeni modelde, DTM'in önceki modellerinde olduğunun
aksine döküm kumu kullanma seçeneği bulunmamaktadır (buna
sebep olarak döküm maçası imalat uygulamalarının çok kısıtlı
olması gösterilmiştir). |
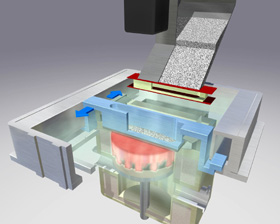
Solda Vanguard,
sağda ise cihazın çalışma şekli görülmektedir.
Bu resmi daha büyük görmek için üzerini tıklayınız
(büyük resim, önceki modellere ait olduğundan, dikkat
edileceği üzere inşa odası silindirik bir yapıya sahiptir).
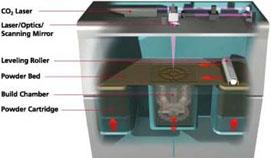
Cihazın ortasında yüzeydeki ince toz tabakasının lazerle
ısıtılıp eritildiği ve/veya sinterlendiği bir inşa odası
(build chamber) vardır. İnşa odasının iki yanında, eksildikçe
aşağıdaki bir piston ile seviyesi yükseltilen toz kartuşları
bulunmaktadır. İki toz kartuşu arasında gidip gelen
bir düzleyici merdane (leveling roller) yardımıyla tozlar
inşa yüzeyine ince bir tabaka halinde yayılır ve ardından
yukarıda bulunan optik düzenek üzerinden yöneltilen
lazer ışını ile katman inşası yapılır. Her katmanın
tamamlanmasının ardından, inşa odasının tabanında bulunan
bir piston, eklenen katman kalınlığını kompanse etmek
için biraz daha aşağı çekilir. Bu işlemler gerekli tüm
katmanlar inşa edilinceye kadar tekrarlanır.
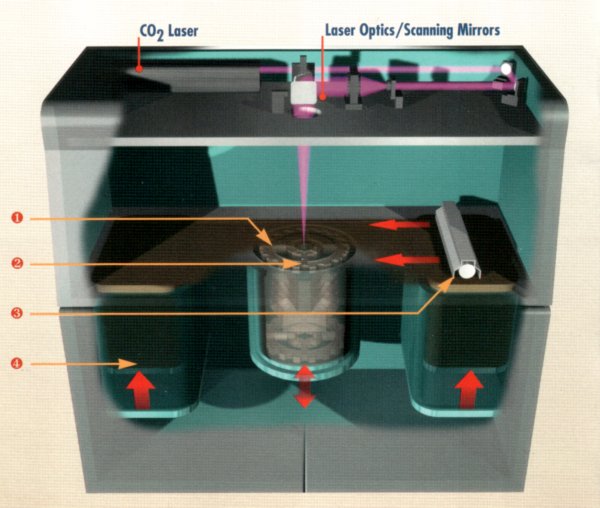
Yukarıda SLS prosesini
gösteren bir resim daha görülmektedir (Ref:
Materialise Prototyping April 2003). Lazerin
daha az bir enerji ile daha kolay ve hızlı bir şekilde
yüzeydeki tozları eritebilmesi için kızılötesi radyasyonlu
ısıtıcılarla yüzey sürekli ısıtılır ve kızılötesi sensörlerle
yüzey sıcaklığı sürekli kontrol edilerek tozların ergime
sıcaklığına yaklaşılması engellenir. Bu teknik resimde
"radiation heater + atmosphere control" başlığı
altında belirtilmiştir.
Kullanılan inşa
malzemesinin plastik veya metal olmasına bağlı olarak
25 veya 100 Watt gücünde CO2
lazer kaynağı kullanan bu cihaz, tabanı 370 x 320mm
yüksekliği ise 445mm olan bir inşa zarfına sahiptir.
Katman
kalınlığı: High Resolution Mode: 0.10 mm, Standart Mode:
0.15 mm
İnşa malzemeleri:
Farklı uygulamalar için
geliştirilen ve CastFormT PS, DuraFormT PA & GF,
LaserFormT ST-100, SOMOS® 201 markalarıyla piyasaya
sürülen toz inşa malzemeleri aşağıda açıklanmıştır:
 CastFormT
PS, Hassas döküm
için mum model imalatında kullanılır. Cihazdan ilk çıktığında
%45 yoğunlukta olan modellere kullanım öncesi döküm
mumu emdirilmesi gerekir. Bu malzeme bazı küçük farklılıklarla
normal döküm mumunda olduğu gibi otoklav, düşük sıcaklıklı
fırınlarda veya vakum plaster döküm tekniklerinde kullanılabilir.
Alüminyum, magnezyum ve çinko gibi düşük ergime sıcaklıklı
metallerin dökümünde başarıyla kullanılan bu malzme,
%0.02'den daha düşük kül oranı sayesinde titanyum gibi
reaktif metallerin dökümünde de başarıyla kullanılabilir. CastFormT
PS, Hassas döküm
için mum model imalatında kullanılır. Cihazdan ilk çıktığında
%45 yoğunlukta olan modellere kullanım öncesi döküm
mumu emdirilmesi gerekir. Bu malzeme bazı küçük farklılıklarla
normal döküm mumunda olduğu gibi otoklav, düşük sıcaklıklı
fırınlarda veya vakum plaster döküm tekniklerinde kullanılabilir.
Alüminyum, magnezyum ve çinko gibi düşük ergime sıcaklıklı
metallerin dökümünde başarıyla kullanılan bu malzme,
%0.02'den daha düşük kül oranı sayesinde titanyum gibi
reaktif metallerin dökümünde de başarıyla kullanılabilir.
 DuraFormT
polyamide (PA), Zorlu fonksiyonel testlere dayanabilecek
sağlam termoplastik protototiplerin inşasında kullanılır.
Bu cihazla esneyerek çalışan menteşeler (living hinge)
veya esneyerek klitlenen bağlantı elemanları (snap fit
connections) imal edilebilir. Cerrahi aletlerin prototiplerinde
de kullanılabilecek bu malzeme, otoklavda sterlize edilmeye
müsaittir. DuraFormT
polyamide (PA), Zorlu fonksiyonel testlere dayanabilecek
sağlam termoplastik protototiplerin inşasında kullanılır.
Bu cihazla esneyerek çalışan menteşeler (living hinge)
veya esneyerek klitlenen bağlantı elemanları (snap fit
connections) imal edilebilir. Cerrahi aletlerin prototiplerinde
de kullanılabilecek bu malzeme, otoklavda sterlize edilmeye
müsaittir.
DuraFormT glass-filled
(GF), Önceki malzemeye oranla daha yüksek mukavemete
ve elektrik yalıtkanlığına sahip cam takviyeli bu malzemeden
üretilen prototipler 100°C sıcaklıkta çalışmaya dayanıklıdır.
LaserForm
ST-100, Rapid Tool
(hızlı kalıp) prosesi için geliştirilmiş, üzeri polimer
kaplı 420 paslanmaz çelik tozlarından müteşekkildir.
| İlk aşamada plastik
tozlarıyla birbirine tutturulan metal tozları daha
sonra sinterleme ve kalan gözeneklere bronz emdirme
sonrasında P20 çeliği özelliklerine |
   |
Benzer bir mekanik dayanıma
ulaşır ve plastik enjeksiyonda kalıp olarak kullanıldığında
100.000 adete kadar parça basımına dayanabilir. Bu mazleme,
mühre ve kalıp üretimi yanında, hassas dökümle elde
edilenlerden daha yüksek hassasiyete sahip prototip
metal parçalar inşa etmek için de kullanılabilir.
SOMOS 201: Bir
tür termoplastik elastomer olan bu malzeme ile lastik
benzeri performansa sahip, karmaşık şekilli prototipler
inşa edilebilir.
| İnşa sonrası emdirilebilen
poliüretan dolgu malzemesi kullanıldığında ise yüzey
kalitesi artar ve basınç altında sızdırmazlık sağlanır.
Sağda, Reebok için üretilmiş bir prototip |
   |
ayakkabı tabanı görülmektedir.
Bu yöntemle aynı zamanda poliüretanın rengine bağlı
olarak istenilen renkte prototipler elde edilebilir.
Not:
01-10-2002 tarihli basın açıklamasına göre 3D Systems
2003'ün ilk yarısına kadar bazı yeni malzemeler çıkaracak:
1- Ateşe karşı dayanıklı yeni bir tür Nylon tozu,
2- LaserForm ST 100'den daha geliştirilmiş bir çelik
tozu,
3- A6 çelik tozu; (3D
Keltool'dan yapılan teknoloji transferi ile bu yeni
malzeme elde edilmiştir),
4- Alüminyum tozu. Bu malzeme Avusturalya'daki "University
of Queensland" ve "UniQuest" Üniversitelerindeki
ortak çalışmaların sonucunda geliştirilmiştir. Bu malzemeyle
Al pres döküm ile imal edilecek parçaların prototipleri
direkt olarak SLS ile inşa edilebilecek.
Işıkla Kür > Tarayarak
> 3D
Systems/ SLA Serisi
Harç Yığma > Püskürterek
> 3D
Systems/ ThermoJet
|
1989 yılında, Zeiss (Almanya)
firmasında yapılan Ar-Ge çalışmalarının sonucu olarak kurulan
EOS Gmbh, 1991 yılında Avrupa'daki ilk SL cihazı üreticisi
olmuştur.
1994 yılında ise plastik
tozu sinterleyen, bu kategorideki ilk cihazı olan EOSINT
P modelini piyasaya sürmüştür.
Sonraki gelişmeler tarih
sırasıyla aşağıda verilmiştir:
1995, Dünyadaki ilk direkt
metal lazer sinterleme (DMLS, Direct Metal Laser
Sintering) cihazı olan EOSINT M 250 modelini piyasaya
sürmüştür. Bu model, inşa hammaddesi olarak düşük ergime
sıcaklığına sahip bir metal alaşımının tozlarını kullanıyordu.
EOS Gmbh aynı yıl dünyadaki ilk döküm kumu sinterleyen
EOS S 700 modelini de piyasaya sürmüştür. Bu cihaz, direkt
olarak metal döküm kalıbı ve/veya maçasını DCP
(Direct Croning Process) ticari ismiyle anılan teknikle
inşa etmektedir.
1997, STEREOS
serisi ürünleriyle bir süre 3D Systems'in Avrupa'daki
en büyük rakibi olan EOS Gmbh, uzun süren patent davaları
sonucunda bu cihazların üretimini durdurmuş ve patent
haklarını 3D Systems'e devretmiştir. Yapılan anlaşmayla,
3D Systems ise seçmeli sinterleme (SLS) konusunda almış
olduğu bazı patent haklarını EOS'a (EOSINT cihazlarında
kullanılmak üzere) devretmiştir.
1998, Dünyadaki ilk
çelik tozunu direkt olarak sinterleyebilen EOSINT M Xtended
modelini piyasaya sürmüştür.
1999,
EOSINT P modelinden daha yüksek hıza ve büyük inşa zarfına
sahip EOSINT P 360 modelini üretmiştir.
EOS, 2000 yılında, Dünya'daki
ilk çift lazerli plastik tozu sinterleme cihazı olan EOSINT
P 700 modelini piyasaya sürmüştür.
2001 yılında 3D Systems'in
EOS'un en büyük rakibi DTM firmasını
satın almasıyla EOS ve 3D Systems
tekrar birbirlerine rakip konuma gelmişlerdir.
EOS, Şubat 2002'de EOSINT
P 360'dan %30 daha hızlı olan ve dış
görünümü P 360 ile aynı olan P
380 modeli piyasaya sürdü.
Aşağıda güncel EOSINT
modelleri görülmektedir:
|

|

|

|

|
P 380
Plastik sinterleme
|
EOSINT P 700 Plastik
sinterleme (çift lazerli)
|
M 250 Xtended
Metal sinterleme
|
S 700 Döküm
kumu sinterleme (çift lazerli)
|
|
EOSINT
P 380:
İnşa zarfı: 340 x 340 x 620 mm. Lazer gücü ve tipi:
50W CO2.
Kullanılan Malzemeler: Hassas döküm modelleri için polystyrene,
fonksiyonel prototipler için polyamide ve glass-filled
polyamide. İnşa hızı (malzemeye bağlı): 10-25mm
yükseklik/saat. Katman kalınlığı (malzemeye bağlı):
0.1-0.2mm.
EOSINT P 700: İnşa zarfı: 700 x 380 x 580 mm.
Lazer gücü ve tipi: 2 adet 50W CO2. Kullanılan
Malzemeler: Hassas döküm modelleri için polystyrene,
fonksiyonel prototipler için polyamide. İnşa
hızı (malzemeye bağlı): 10-25mm yükseklik/saat. Katman
kalınlığı (malzemeye bağlı): 0.1-0.2mm.
EOSINT M 250 Xtended: İnşa zarfı:
250 x 250 x 185 mm. Lazer gücü ve tipi: 200W CO2.
DMLS prosesinde kullanılan Malzemeler: DirectToolTM
(Direkt Kalıp) inşası için DirectSteelTM
50-V1 (çelik tozu), DirectMetalTM 100-V3
(lastik vulkanizasyon kalıpları için düşük ergime sıcaklıklı
metal alaşım tozu) ve DirectMetalTM 50-V2
(yüksek sıcaklıktaki epoksi reçine emdirilebilen ve
termoplastik enjeksiyon kalıplarında kullanılabilecek
düşük ergime sıcaklıklı metal alaşım). İnşa hızı (malzemeye
bağlı): 2-15mm3/saniye. Katman kalınlığı
(malzemeye bağlı): 0.05-0.1mm. DirectToolTM
EOSINT S 700: İnşa zarfı: 720 x 380 x 400 mm.
Lazer gücü ve tipi: 2 adet 50W CO2. Kullanılan
Malzeme: Reçine kaplı döküm kumu. İnşa hızı (malzemeye
bağlı): en fazla 1 Litre/saat. Katman kalınlığı (malzemeye
bağlı): 0.2mm.
|
Cihazın işleyiş mekanizması:
EOSINT cihazları DTM'de
olduğu gibi bir merdane ile tozları yaymak yerine bir
huni ile yukarıdan tozları dökerek aynı işlemi yapar:
 1-
Lazer 1-
Lazer
2- Işın genişleticisi
3- Tarayıcı
4- Mercekler,
5- Toz kaplayıcı
6- İnşa kabı
7- Gevşek toz veya kum
8- Platform
9- İnşa edilen parça
10- Toz/kum haznesi |
| Parça, aşağıda
sırasıyla gösterilen 4 işlemin tekrarlanmasıyla inşa edilir:
|

|

|
|
|
|
1- Lazer taramasıyla
katmandaki tozlar ısıyla birleştirilir.
|
2- Platform bir katman
kalınlığı kadar aşağı çekilir.
|
3- Yüzeye yeni bir tabaka
toz yayılır.
|
4- Hazneden kaplayıcıya
toz takviyesi yapılır
|
Uygulama örnekleri: (resimleri
daha büyük görmek için üzerlerini tıklayınız)
|

|

|

|

|

|

|
|
1
|
2
|
3
|
4
|
5
|
6
|
1- EOSINT P 700 cihazında
PA 2200 malzemesiyle tek parça halinde inşa edilmiş fonksiyonel
otomobil merkez konsolu. (Hofmann Modelbau, Almanya)
2- EOSINT M 250 Xtended
cihazında DirectMetal 50-V2
malzemesiyle direkt olarak inşa edilmiş, bir tahrik motoru
kutusuna ait tam fonksiyonel metal prototip. Seri imalatta
pres metal döküm ile imal edilmek üzere tasarlanmış bu
parça Alman IMIG firması için yapılmıştır.
3- EOSINT M 250
Xtended cihazında
DirectSteel 50-V1 malzemesiyle çelik tozlarından direkt
olarak inşa edilmiş dişli kasnak prototipi: Seri imalatta
toz metal sinterleme (PM) tekniğiyle imal edilmek üzere
Volvo Car Corp. (İsveç) tarafından tasarlanmış bu parça,
Rapid Product Innovations (Finlandiya) firması tarafından
test sürüşleri için 1 günde tamamlanmıştır.
4- EOSINT tarafından inşa
edilmiş bir plastik enjeksiyon kalıbı mühresi. EOS firması
rakiplerinden farklı olarak, düşük ergime sıcaklığına
sahip metal alaşım tozu kullanır. Bu sayede DTM'de olduğu
gibi ayrıca fırında ikinci bir sinterlemeye ihtiyaç kalmaz.
Ama bakır emdirme tekniği burada da uygulanır.
5- EOSINT M 250 kullanılarak
DirectTool metodu ile inşa edilmiş metal kalıp ve bununla
üretilmiş bir plastik "direksiyon kolonu elektrik konnektörü".
Malzeme: DirectMetal 50-V2. Italyan PIDA firması için
yapılan bu prototip enjeksiyon kalıbına %30 cam takviyeli
PA malzme basılmış ve projede %50 zaman tasarrufu sağlanmıştır.
6-
EOSINT S 700 ile inşa edilen "DirectCast" döküm kalıbı
ve maçaları kullanılarak kum dökümle alüminyum alaşımından
(AlSi9Cu3, 226) üretilmiş, 24 valfli bir otomobil motoruna
ait V6 silindir kafası. İnşa malzemesi olarak Lasercron
döküm kumu kullanılan bu çalışma, VAW Südalumin ve CAD-CAM
Becker isimli Alman firmaları tarafından 3 haftada tamamlanmıştır.
Not: Döküm kumu üzerine kaplanmış olan reçine lazer ışının
sıcaklığı ile eritildikten sonra yeterli mukavemette yapışma
sağlanamadığı için, inşa sonrası kalıbın bir süre bir
fırında pişirilmesi gerekir.
Işıkla Kür > Tarayarak
> EOS GmbH
|
|
 SLM
(Selective
Laser Melting / Seçmeli Lazerli Eritme)
teknolojisi orijinal olarak Almanya'da Fraunhofer
Institute (www.fhg.de)
isimli bir araştırma merkezi tarafından geliştirilmiş
ve F&S
GmbH
(www.fockeleundschwarze.de)
tarafından ticari hale getirilmiştir.
Fockele
& Schwarze firması iki
fizikçi olan Dr. Matthias Fockele ve Dr. Dieter Schwarze
tarafından
1990'da kurulmuştur. 1992 yılında kurdukları F&S
Stereolithographietechnik GmbH
ise 1994'de ilk ticari ürüne sahip olmuştur. SLM
(Selective
Laser Melting / Seçmeli Lazerli Eritme)
teknolojisi orijinal olarak Almanya'da Fraunhofer
Institute (www.fhg.de)
isimli bir araştırma merkezi tarafından geliştirilmiş
ve F&S
GmbH
(www.fockeleundschwarze.de)
tarafından ticari hale getirilmiştir.
Fockele
& Schwarze firması iki
fizikçi olan Dr. Matthias Fockele ve Dr. Dieter Schwarze
tarafından
1990'da kurulmuştur. 1992 yılında kurdukları F&S
Stereolithographietechnik GmbH
ise 1994'de ilk ticari ürüne sahip olmuştur.
Haziran
2002 tarihinde yapılan bir anlaşmayla ise tüm SLM cihazlarının
satış, pazarlama ve teknik desteği
MCP-HEK GmbH
tarafından yapılmaya başlanmıştır.
 Çeşitli
metal veya seramik tozlarını direkt olarak %100'e yakın
yoğunlukta sinterleyebilen MCP-RealizerSLM
modeli autofabrication cihazı şu teknik özelliklere sahiptir: Çeşitli
metal veya seramik tozlarını direkt olarak %100'e yakın
yoğunlukta sinterleyebilen MCP-RealizerSLM
modeli autofabrication cihazı şu teknik özelliklere sahiptir:
Lazer: 100W ve 0.03mm spot çapına infrared (IR) Katman
kalınlığı: 0.05mm
İnşa hızı: 5cm3 çelik tozu/saat
İnşa zarfı: 250x250x240
mm
Yüzey
Pürüzlülüğü: 10-30µm
İnşa malzemeleri: Çinko, bronz, paslanmaz çelik, kalıp
çeliği, titanyum, krom-kobalt, silikon karbit, alüminyum
oksit tozları ve MCP'ye ait düşük ergime sıcaklığına
sahip özel alaşımlar.
Genellikle
direkt metal kalıp veya prototip parça imalatında kullanılabilen
bu sistemle yapılan bazı uygulamalar aşağıda görülmektedir:
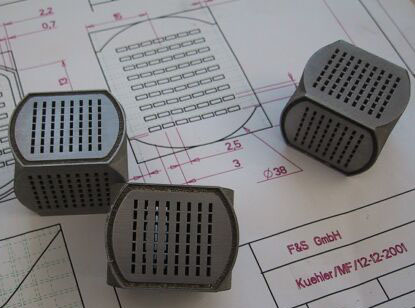
| Solda,
metal tozlarıyla SLM cihazında inşa edilmiş 3 kW
kapasiteli bir eşanjör görülmektedir. Kanallar 1
x 2.5 mm kesite ve 30 mm boya sahiptir. Sağda,
içinde soğutma kanalları bırakılarak inşa edilmiş
metal bir kalıp parçasının 3D CAD resmi, kendisi
ve kesiti alınmış hali görülmektedir. |
  |
|
PHENIX 900 cihazı
250mm çapında ve 300mm yüksekliğinde bir inşa zarfına
sahiptir. Herhangi bir bağlayıcı gerektirmeden her türlü
seramik ve metal tozunu sinterleyebilen bu sistemde, ek
işlemler öncesinde +/-50 µm hassasiyette ve 10-15 MPa
dayanımda (seramik tozu ile) parçalar elde edilebilir.
İnşa sonrası ayrıca uygulanabilecek ek sinterleme ve infiltrasyon
(kalan gözeneklere erimiş metal gibi farklı bir malzeme
emdirme) sırasında büzülmeden dolayı hassasiyet biraz
düşer ama mukavemet ise önemli ölçüde arttırılır.
Solda,
PHENIX 900 cihazı görülmektedir. Sağda, cihazın
parçaları açıklanmıştır:
1- Lazer (40 W Diode-pumped Nd: YAG)
2- Katman hazırlama ve inşa sistemi
3- Fırın bölgesi (900 °C'ye varan sıcaklık ve kontrollü
atmosfer) Lazerin tozları daha az enerjiyle ve daha
hızlı kaynaştırabilmesi için inşa yüzeyi kullanılan
tozun sinterlenme sıcaklığına yakın bir sıcaklıkta tutulur.
4- Silindirik parça inşa odası Ø 250 mm - H 300 mm
5- Toz besleme tankı
6- Kontrol ve kumanda ünitesi
İnşa hızı 1 ile 10 mm3/s arasında
Üretim hasassiyeti: class 9-10
Phenix
900 Şubat 2002'den itibaren ticari hale gelmiştir.
|
|
Bu
teknikte, diğerlerinden farklı olarak, katmanı oluşturmak
için yaklaşık 0.1mm kalınlığında serilen metal tozları,
lazer yerine elektron ışını ile eritilerek kaynaştırılır.
Arcam tarafından EBM (Electron Beam Melting
/ Elektron Işınıyla Eritme) olarak adlandırılan bu yöntemde,
oksitlenmeyi önlemek ve elektron ışınının absorbe olmasını
engellemek için inşa odası vakum altında bırakılmıştır.
TV/ CRT katot ışını tüplerinde olduğu gibi elektron
ışını istenilen noktaya yönlendirilir. Elektronların
hızı ışık hızının yarısı civarındadır...
Solda,
3D CAD verisi, ortada, katmanlar halinde elektron ışınıyla
inşa yöntemi, sağda ise bu yöntemle inşa edilmiş metal
parça görülmekte.
 Bu
konudaki ilk çalışmalar 1993 yılında Ralf Larson* adındaki
İsveçli araştırmacının elektrik iletkeni tozların elektron
ışını ile eritilerek kaynaştırılması konusunda 1993
yılında aldığı patentle başlamış, daha sonraları 1995'de
Gothenburg'da, Chalmers Teknoloji Üniveristesi'nde ortak
çalışmalarla devam etmiştir. Ardından bu teknolojiyi
ticari hale getirmek için 1997'de Arcam AB firmasının
kurulmuştur. Solda, geliştirme safhasında olan EBM cihazının
bir fotoğrafı görülmektedir. Arcam, teknoloji geliştirme
çalışmalarını 1998 sonrasında Ericsson Radio Access,
Volvo Car Corporation, Caran Modeller & Prototyper
AB gibi stratejik ortaklarıyla birlikte yürütülmüştür. Bu
konudaki ilk çalışmalar 1993 yılında Ralf Larson* adındaki
İsveçli araştırmacının elektrik iletkeni tozların elektron
ışını ile eritilerek kaynaştırılması konusunda 1993
yılında aldığı patentle başlamış, daha sonraları 1995'de
Gothenburg'da, Chalmers Teknoloji Üniveristesi'nde ortak
çalışmalarla devam etmiştir. Ardından bu teknolojiyi
ticari hale getirmek için 1997'de Arcam AB firmasının
kurulmuştur. Solda, geliştirme safhasında olan EBM cihazının
bir fotoğrafı görülmektedir. Arcam, teknoloji geliştirme
çalışmalarını 1998 sonrasında Ericsson Radio Access,
Volvo Car Corporation, Caran Modeller & Prototyper
AB gibi stratejik ortaklarıyla birlikte yürütülmüştür.
 EBM
teknolojisinin 2001 yılında ticari olması beklenmekteydi
fakat oluşan gecikme sonrasında solda görülen EBM S-12
modeli ilk defa 19.11.2002 tarihinde duyurulabildi.
4-7 Aralık tarihlerinde Euromold 2002 fuarında ilk defa
sergilenen bu sistemin teknik özellikleri aşağıda verilmiştir: EBM
teknolojisinin 2001 yılında ticari olması beklenmekteydi
fakat oluşan gecikme sonrasında solda görülen EBM S-12
modeli ilk defa 19.11.2002 tarihinde duyurulabildi.
4-7 Aralık tarihlerinde Euromold 2002 fuarında ilk defa
sergilenen bu sistemin teknik özellikleri aşağıda verilmiştir:
İnşa zarfı: 200 x 200 x 160 mm
Katman kalınlığı: 0.05-0.2 mm (malzemeye bağlı)
Hassasiyet: +/-0.4 mm
Eritme hızı: 0.3-0.5 m/s (malzemeye bağlı)
Elektron
tabancası 3 silindirik üniteden müteşekkildir; Alt ünite,
suyla soğutulan bir tabandan ve ışını odaklaştıran bir
mercek sisteminden oluşur. Orta ünitede anod, üst ünitede
ise yüksek voltajla çalışan bir katot ve kontrol elektrodu
bulunmaktadır.
* Ralf
Larson aynı zamanda
Sparx
AB ve Speed Part AB firmalarının
da kurucusudur.
|
|
Plastik
tozları için geliştirilen bu teknoloji, benzerlerinin
aksine, lazer veya elektron ışınıyla noktasal olarak
sinterleme yapmak yerine daha düşük kurulum ve işletme
maliyetiyle daha yüksek üretim hızı potansiyeline
sahip SMS (Selective Mask Sintering) / "Maskeyle
Seçmeli Sinterleme" tekniğini kullanmaktadır.
Bu sistem, birçok patent ve firma sahibi İsveçli mucit
Ralf Larson* tarafından geliştirilmiştir.
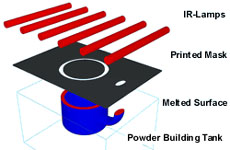
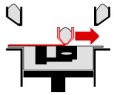
Yukarıda
solda, SMS sisteminin çalışma prensibi,
sağda ise yapım aşamasındaki bir cihaz görülmektedir
IR-Lamps: Kızılötesi (IR, Infra Red) ampüller,
IR maske inşa yüzeyine yerleştikten sonra kısa bir
süre yanarak ince bir katman tozun eriyerek birbirlerine
kaynaşmasını sağlar.
Printed Mask: Fotokopi makinelerinde ve lazer
yazıcılarda kullanılan "electrophotography"
yöntemiyle beyaz toner kullanılarak yazılmış maske
(bu tür bir maske autofabrication cihazlarında ilk defa
Cubital
tarafından kullanılmıştı). Maske, inşa yüzeyine
çok yakın olabilmesi için cam plakanın alt yüzünde
oluştutulur, bu sayede yukarıdan gelen kızılötesi
ışımanın saçılması engellenir. Işımayı kolay yansıtması
için beyaz renkli maske kullanılmaktadır (resimde
görülebilmesi için gri renkli gösterilmiştir). Maske
camı her katman inşa edildikten sonra dışarı çekilerek
önceki maskeye ait tozlar bir kanatçıkla silindikten
sonra üzerine yeni maske bir merdaneden aktarılır.
Melted Surface: Maskeden geçen ışınların
enerjisi ile inşa yüzeyindeki eritilmiş bölge kırmızı
renki gösterilmiştir.
Powder Building Tank: Kullanılan inşa tozlarının
bulunduğu inşa tankı. Erimeyen tozlar destek işlevi
görür.
Yukarıdaki çizimde gösterilmemiş olan ve inşa odasının
hemen yanında bulunan bir tankta ise ham toz depolanmıştır.
Tankın altında bir piston her tabaka inşa edildikten
sonra ham tozları bir miktar yukarı kaldırır ve
maskeyle birlikte hareket eden bir kanatçık tozları
inşa bölgesindeki yüzeye yayar.
Speedpart
web sitesinde bu prosesi detaylı olarak gösteren
5.2MB büyüklüğünde bir MPEG animasyon mevcuttur.
*Ralf
Larson, 1991'de kurduğu Sparx AB firması bünyesinde
tabaka yığma prensibine göre çalışan HotPlot
isimli ilk autofabrication cihazını geliştirmiş fakat 1995'de
bu firmanın faaliyetlerini ve HotPlot satışlarını
durdurmuştu. Ardından ısıtarak toz bağlama prensibine
göre çalışan autofabrication cihazları üzerine araştırma
yapmaya başlayan Larson, böylece
tozları elektron ışınıyla eritme teknolojisine dayalı
autofabrication cihazları geliştiren Arcam
AB firmasının da kurucularından olmuştur. (Larson
ve kurucusu olduğu şirketler hakkında www.swedecopter.se
adresinden ayrıntılı bilgi alınabilir)
|
Concept Laser GmbH,
2000 yılında Frank Herzog tarafından Lichtenfels şehrinde
kurulmuştur. SLS teknolojisini inceleyen ve geliştiren
Herzog ve ekibi, 40 yıllık geçmişe sahip Hofmann Group'un
desteğini alarak birçok yenilik içeren M3 cihazını ortaya
çıkartmıştır. İlk üretilen cihazlar test amaçlı olarak
Hofmann Group'ta çalıştırılmaktadır. LaserCUSING
markası, "Concept" ve "Fusing"
kelimelerinin birleşimiyle oluşturulmuştur.
|
|
|
|
M3
linear
|
M3
linear / LaserCUSING ünitesi
İnşa
zarfı: 250 x 250 x 250 mm
Minimum
katman kalınlığı: 0,02mm
|
Yukarıda, solda görülen
M3 linear (ilk ticari ismi Concept M3 idi) cihazı,
değiştirilebilir alt üniteleri sayesinde tek lazer sistemi
ile LaserCUSING, lazer markalama, lazerle 3D oyma olarak
3 farklı iş yapabilir. Yukarıda sağda, LaserCUSING ünitesi
ayrı olarak gösterilmiştir. Bu ünite paslanmaz çelik
ve sıcak
iş kalıp çeliği (Hot work tool steel) gibi metallerin
tozlarını asal gazlı bir atmosfer altında direkt olarak
%100 yoğunlukta sinterleyebilir.
Firmanın patentine sahip
olduğu ve geliştirilmesi süren "combined processing"
yöntemi sayesinde, her katmanın oluşturulmasının ardından
üst veya yan yüzeyler lazerle oyularak yüksek yüzey
kalitesine ulaşılabilmektedir.
 Sağda
görülen M1 cusing modeli cihaz ise 2005
yılında ticari hale gelmiştir ve sadece metal tozu sinterleme
için geliştirilmiştir. Sağda
görülen M1 cusing modeli cihaz ise 2005
yılında ticari hale gelmiştir ve sadece metal tozu sinterleme
için geliştirilmiştir.
M1 cusing
teknik
özellikleri:
- İnşa
zarfı: 120 x 120 x 200 mm
- Katman
kalınlığı: 0,02 - 0,08 mm
- Lazer:
Diode Pumped Solid State Laser
- Lazer
gücü: 100W
|
| Sağda, LaserCUSING ünitesi
kullanılarak inşa edilmiş metal parçalardan iki örnek
görülmektedir. Özel geliştirilmiş bir ışın tarama veya
pozlama stratejisi (exposure strategy) sayesinde büyük
metal parçalar deformasyon olmadan inşa edilebilir. Değişken
çaplı lazer sayesinde büyük alanlar hızla taranabildiği
gibi lazer çapı küçültüldüğünde ince detaylar ve keskin
köşeler de inşa edilebilir.. |
  |
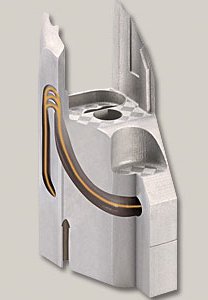
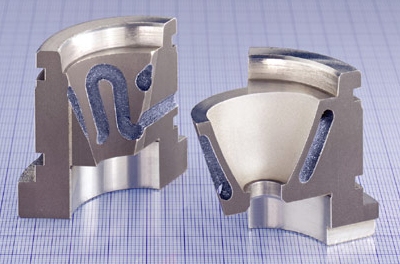
Aşağıda,
kalıp yüzeyiyle uyumlu geometriye sahip soğutma kanallarıya
(conformal cooling) birlikte inşa edilmiş kalıp mührelerine
(insert) ait örnekler görülmektedir. Kanalların görülebilmesi
için inşa sonrasında parçaların kesiti alınmıştır:
|
|
|
|
Boyut:
50 x 58 x 96 mm
Malzeme: CL 50 WS
(sıcak iş kalıp çeliği - Hot work tool steel)
Sertlik: 54 HRC
Üretim süresi: 33 saat
|
Boyut:
52 x 40 x 55 mm
Malzeme: CL 50 WS
(sıcak iş kalıp çeliği - Hot work tool steel)
Sertlik: 54 HRC
Üretim süresi: 29 saat
|
|
|
 Almanya'nın
en eski ve güçlü lazer kesim tezgahları üreticilerinden
biri olan TRUMPF,
2003 Euromold Fuar'ında autofabrication prensibini kullanan
iki ürününü sergilemiştir. Bunlardan biri, ABD tabanlı
POM ile işbirliği sonucu ürettiği DMD (Direct
Metal Deposition, Direkt Metal Yığılması) tekniğini
kullanan DMD 505 modeli autofabrication cihazıdır. Diğeri ise
Harç yığma yerine toz bağlama tekniğini kullanan LF
- Laserforming cihazıdır. Almanya'nın
en eski ve güçlü lazer kesim tezgahları üreticilerinden
biri olan TRUMPF,
2003 Euromold Fuar'ında autofabrication prensibini kullanan
iki ürününü sergilemiştir. Bunlardan biri, ABD tabanlı
POM ile işbirliği sonucu ürettiği DMD (Direct
Metal Deposition, Direkt Metal Yığılması) tekniğini
kullanan DMD 505 modeli autofabrication cihazıdır. Diğeri ise
Harç yığma yerine toz bağlama tekniğini kullanan LF
- Laserforming cihazıdır.
TRUMPF
Laserforming, SLS prensibine benzer bir yöntemdir. Yalnız
daha ileri bir otomasyon sağlanmıştır. Sağda, TrumaForm
LF 130 autofabrication cihazı görülmekedir.
Büyük bir oda ısıtılıp inert gaz ortamında tutulacağı
yerde sadece inşa odası kadar bir bölge korunur. İnşa
işlemi bittikten donra basınçlı hava ile destek malzemesi
görevi yapan metal tozları odadan uzaklaştırılır (aşağıda)
|
|
|
|
Laserforming
ile soğutma kanallı şekilde inşa edilmiş kalıplar
|
|
| Home | Previous Page
| Next Page
| |
|